铁路车轴精密锻造自动化生产线浅析
2018-04-24刘智楠
刘智楠
(太原重工轨道交通设备有限公司,太原 030032)
为满足国内外各类机、客、货、动、城轨车轴市场的需求,某公司投产的一条全自动化车轴精密锻造生产线,包括一台高速圆盘锯床、一座环形炉、一台精密锻造机、两座正火炉、一座回火炉、四座缓冷室、一座快冷室以及炉外输送设备等。该生产线年产车轴8万根,无论工艺流程、设备选型以及经济技术指标都达到了国内先进水平。
1 工艺流程
1.1 钢坯下料
车轴原材料为截面230mm×230mm~280mm×280mm,长度一般为4~7m的方形钢坯,用高速圆盘锯机锯切为长1.25~1.35m(取决于车轴的类型)的短钢坯,一根原材料钢能锯切为三到五根长度相等的短钢坯。
1.2 锻前加热
按照工艺要求,短钢坯需加热到1200℃左右,保温到规定时间后出炉锻造。
1.3 钢坯转运
加热好的钢坯通过机械手放置到钢坯运输小车上,运送到锻造区。
1.4 车轴锻造
由锻造上料机械手从钢坯运输小车上取热坯交给精锻机夹头,在精锻机上进行锻造。
1.5 钢坯转运
锻后车轴由锻造下料机械手放置到车轴运输小车上,运送到热处理区。
1.6 锻后热处理
热处理工艺:一次正火+冷却+二次正火+二次冷却+回火+回火冷却或一次正火+冷却+回火+回火冷却,最后下件。
2 关键设备
2.1 高速圆盘锯(KSA1010型)
为满足车轴精锻生产线钢坯锯切工艺要求,提高钢坯锯切质量,故而引进硬质合金高速圆盘冷锯机用于车轴钢坯锯切。该设备具有以下优势:切割面非常垂直、极少毛刺,切割面保持冷态无金相变化;非常高的切割性能,可切割至1400N/mm2的材料,能达到每分钟1100cm2;采用冷圆锯,垂直切割,使用硬质合金机加刀片,刀具成本低,刀具更换时间短;最高的环境一贯性,不需要切削液;锯机支柱使用特殊钢混凝土可以吸收震动和抵抗变形;预载导轨结合滚珠丝杠能够精细切削;机器安装西门子控制单元,可实现自动切削,数据输出在显示器上,能够快速对机器进行设定;可通过互联网进行远程诊断。
技术性能参数:锯切后材料尺寸为800~1700mm;头切长度为50~500mm;尾切长度为50~500mm;切断钢坯长度公差为±1mm;切断面角度为±0.5°;切断表面粗糙度≤Ra25μm。
2.2 环形加热炉(φ10m)
该环形加热炉能保证按照工艺要求加热各种规格的钢坯,并符合低耗、节能、无公害以及生产操作自动化的要求。炉子及其主要附属机械设备、仪控系统的设计生产可靠、指标先进、技术实用。其主要特点有:一是按照工艺要求及操作条件选择供热方式;二是根据炉子温度、供热方式及操作条件选择炉衬材质;三是根据炉子特点,选择回收烟气余热方式(考虑强制排烟);四是根据炉型特点、操作要求配置先进、合理、实用的炉子附属设备;五是炉子的自动控制采用先进可靠的电仪一体化系统。
技术性能参数:炉子中径为Ф10m;炉子内宽为2600mm(炉底宽2310mm);炉底最大有效面积为67m2;炉子生产能力强,具备最大加热能力10t/h;炉子最大装载量为61根;加热温度为1050~1280℃;炉内温差≤±10℃;天然气消耗量最大为552Nm3/h。
2.3 精锻机(SHP-32)
精锻机是一种曲柄压机。机组主要构成有:压机本体、锻造操作机、液压系统、润滑系统、氧化皮清理输送小车、锤头更换装置和电气自动化控制系统。压机本体包括齿轮箱、锻造箱、锤头调整装置等;液压系统包括动力系统以及循环过滤冷却系统。
精锻机具有以下优势:一是精锻有利于金属塑性的提高,锻造变形过程中材料变形均匀,可获得良好的表面质量和内在质量,从而提高产品的使用寿命;二是精锻温度效应良好,锻造过程中温降小,降温慢,有利于变形;三是精锻尺寸精度及性能一致性高,工艺稳定性好,可精准下料,节省原材料,有利于提高模具使用寿命;四是生产效率高,精密锻造车轴比快锻自由锻造车轴的生产效率高2~3倍;五是采用自动化控制系统,操作自动化,不但可以节省劳动力,而且可实现操作标准化和质量稳定化;六是改善作业环境,该设备锻造过程中振动力小,对厂房和设备基础影响较小,锻造过程的噪音较小,极大地优化了作业环境。
技术性能参数:每对锤头的锻造力5000kN;锤头数为4个;每分钟打击次数最大310次;锤头调整范围210mm;夹头快速移动速度最大500mm/s;夹头进给速度15~ 200mm/s。
2.4 步进式热处理生产线
此车轴热处理线用于锻后车轴正火以及回火热处理,以满足车轴热处理工艺技术要求及生产节拍要求。步进式热处理生产线由一次正火炉、二次正火炉、回火炉、缓冷冷却室、强冷冷却室、运输小车、装料机、取料机、上料辊道、旋转辊道、炉门升降装置、炉底机械、上料台架(离线)、集料台架等设备组成。
技术性能参数:燃料为天然气;步进机械型式采用双轮斜轨式,液压传动;车轴锻件直径为70~265mm;车轴锻件长度为1800~2900mm;车轴热处理炉温为正火炉1000℃(最大),回火炉700℃(最大);炉温均匀性为±10℃;炉子生产能力最大为10t/h;最大出料节奏为15件/h。
3 平面布置
整个生产线主要布置在厂房一宽36m、长160m跨内。由于车轴生产不同批次的原材料钢坯需要分开放置,同批次的原材料钢坯必须组成一个锻造和热处理批次,钢坯存放需要充足的面积,并考虑厂房空间结构以及整条生产线流程,故坯料存放区布置在36m跨外另一跨内。高速圆盘锯、环形加热炉、精锻机组、步进式热处理生产线布置在同一个36m跨内。整个生产线关键工序(车轴锻造+车轴热处理)占地面积约1700m2;辅助工序(钢坯备料+车轴周转)占地面积约5800m2。两工序合计占地面积约7500m2。详情如图1所示。
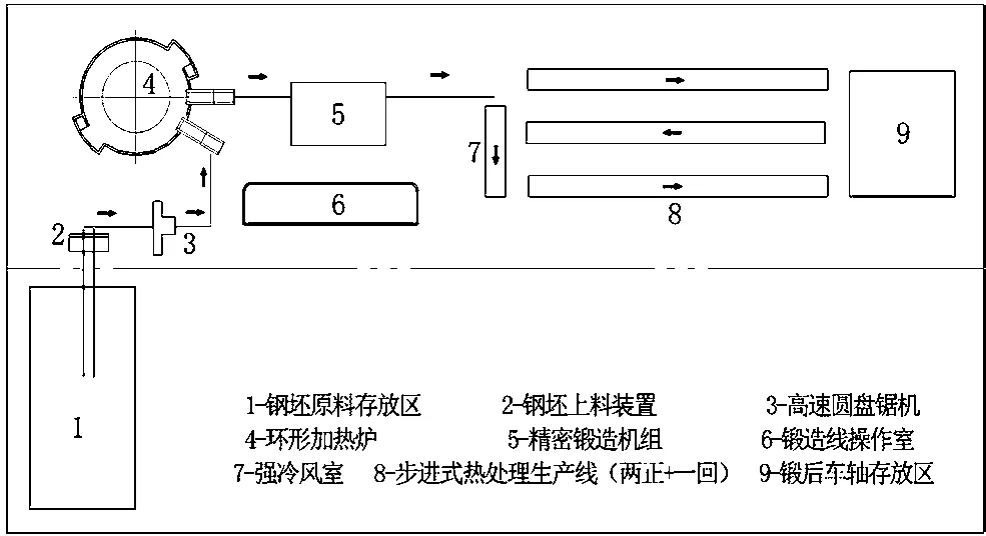
图1 车轴精密锻造生产线平面布置
4 经济技术指标
该生产线的经济技术指标如表1、表2所示。车轴精密锻造生产线采用新的锻件锯切工艺,提高了原材料利用率,减少了加工工序及设备,降低生产成本。按每年生产8万根车轴测算,用高速圆盘锯可节约成本526.6万元/年。
整条生产线全部工序采用计算机控制系统,自动化程度高,大大提高了劳动生产率和减少了生产工人数量,从而降低了生产成本、提高产品质量、节约运输成本、改善作业环境,具有良好的经济和社会效益。
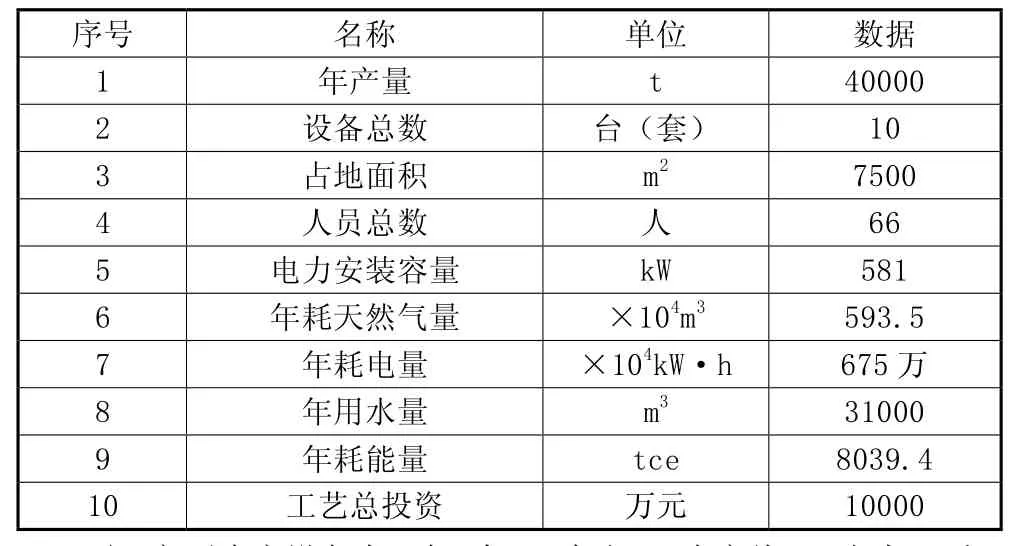
表1 主要数据

表2 技术经济指标
5 结语
本车轴精密锻造自动化生产线在工艺流程、设备选型、自动化程度等方面具有先进性,而且各项经济指标优于行业基准值,社会经济效益良好,是铁路车轴锻造发展的趋势。
[l]中国机械工程学会塑性工程学会.锻压手册[M].3版.北京:机械工业出版社,2013:112.
[2]刘吉远,陈雷著.铁路货车轮轴技术概论[M].北京:中国铁道出版社,2009:76-77.
