基于RBF-PID的多功能包装机热封温度控制
2018-04-10丰会萍胡亚南李明辉闫琛钰
丰会萍,胡亚南,李明辉,闫琛钰
(1.西京学院,西安 710021;2.陕西科技大学,西安 710021)
0 引言
包装机的封口温度是影响产品包装质量的主要因素,当热封装置的加热板温度处于包装材料封口最佳温度时,产品包装的封口质量最好[1]。由于热封装置的温度升/降温速率大和热量传递惯性大的特性,加之外界干扰因素和执行器电压波动影响,很难建立多功能包装机热封温度控制系统的精确数学模型[2]。所以,采用传统PID控制器对系统复杂的包装机热封装置的温度进行控制很难得到良好的应用效果。
PID控制器是通过对控制系统检测误差量进行比例、积分、微分逻辑运算后叠加输出控制信号,其因结构简单、动态响应速度快被广泛应用于工业控制过程,但因控制参数不能自整定,很难适应具有时变性、非线性和滞后性的复杂控制系统,所以PID控制器的性能优劣关键在于PID三个参数的整定[3]。RBF(Radial Basis Function,径向基)具有自适应和自学习能力、非线性映射能力和无限逼近任意函数的能力。通过RBF神经网络和PID控制器进的优势互补,构建RBF的三层神经网络模型,利用其自学习和无限逼近任意函数的能力对PID控制器的三个参数进行实时在线调节,改变P(比例)、I(积分)、D(微分)三个参数的作用的强弱,使PID控制能具有调节复杂控制系统的能力。本文设计基于RBF-PID控制器的多功能包装机热封装置温度控制,提高温度控制系统的稳定性和精确性。并运用MATLAB软件验证基于RBF-PID的多功能包装机热封装置温度控制系统的鲁棒性、抗干扰能力。
1 包装机工作流程及热封原理
多功能包装机是在一台包装设备上能够完成多个以上的包装工序的设备,其能够同时实现制袋、称量、充填、封口和切断的功能[4]。多功能包装机结构图如图1所示,主要包括横封装置、包材送料装置、纵封装置、翻领成型器、包装薄膜、称重装置及定位装置等。包装材料的热封是利用加热封头将包装材料加热熔化成熔融状态,在热封装置的外在压力作用下粘结为一体,冷却后具有一定粘合强度。
由图2多功能包装机工作流程图可知,包装材料被包材供送装置经自动纠偏装置调整后送达成型器,包装材料被翻领成型器成型卷成筒状后,包装机纵封装置以设定的温度对包装材料进行烫边封口,在此之前横封装置已经完成上一个包装袋的顶封和下一个包装袋的底封,于此同时,称重机构已完成产品称重并将物料填充至包装材料内。包装材料在牵引装置的作用下继续向下运动到达横封装置位置,横封装置完成包装袋顶封和切断工作,然后进行产品包装的质量检测,剔除次品,输送出合格产品。其中,产品的填充及包装袋横封、切断位置的确定由色标进行定位。
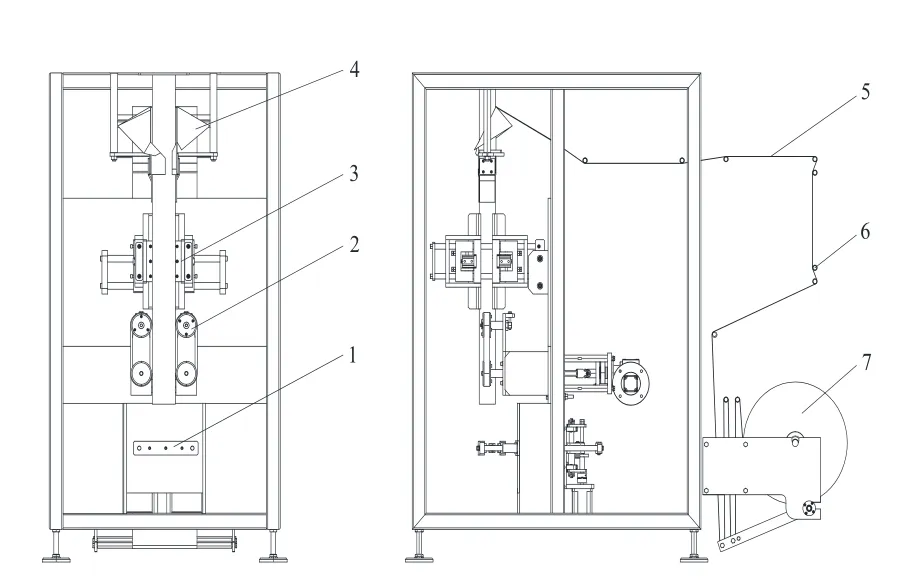
图1 多功能包装机结构示意图

图2 多功能包装机工作流程图
由多功能包装机工作流程图可知,在整个产品包装过程中包装机需要完成包装袋的顶封、底封、纵封和切断工作,使产品被包装成单包个体,检测合格后出厂销售。由此可见,包装机热封装置的温度控制精度决定值产品的包装质量。
2 包装机RBF-PID热封温度控制器
2.1 PID控制算法
PID控制器因结构简单、技术成熟而被广泛应用,其根据设定值SP和采样值PV的误差值e(t)的比例、积分、微分运算的叠加,获得控制器的输出信号u(t)[5]。其数学表达式为:

对式(1)进行离散化的增量式PID为:

式中:KP是比例系数;TI是积分时间常数;TD微分时间常数;KI=KP/TI是比例系数;KD=KP.TD是微分 系数。
PID控制原理如图3所示。

图3 PID控制原理图
包装机现场运行过程中,工程技术人员需要根据现场运行状态不断调试PID控制器的KP、KI、KD参数值以获得最优控制[6]。多功能包装机热封温度控制系统受到多种因素和温度传递的滞后性影响,仅是人为的调整PID参数值,很难获得良好的控制效果,况且人工在线调整容易造成系统震荡引起生产事故,所以多功能包装机PID热封温度控制系统的控制效果,关键在于如何使PID三个参数进行自整定。
2.2 RBF神经网络
RBF神经网络如图4所示,其是包含输入层、隐含层、输出层的3层前馈网络结构[7,8]。由于RBF隐含层函数是高斯函数,其值在输入空间有限范围内非零,所以具有局部逼近功能,又因为输入层到隐含层为非线性映射,隐含层到输出层是映射函数,从而具有较快的学习速率和避免陷入局部极小的能力[9]。
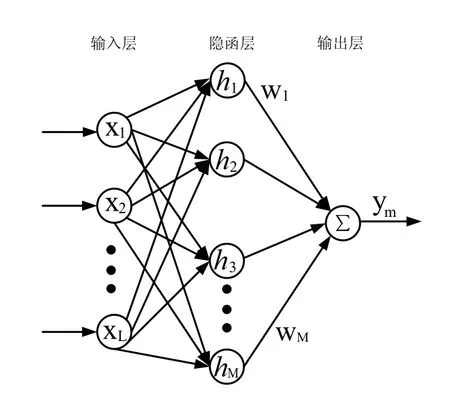
图4 RBF网络结构图
在RBF神经网络结构中,X=[x1,x2,…,xL]T为网络输入向量,其输入与输出的数学函数为:

式中:W=[w1,w2,…,wM]T为网络权向量;径向基向量H=[h1,h2,…,hM]T,hj是高斯基函数。其中Cj=[cj1,cj2,…,cjM]T为第j个聚类中心[10]。对于径向基函数的基宽向量可表示为:

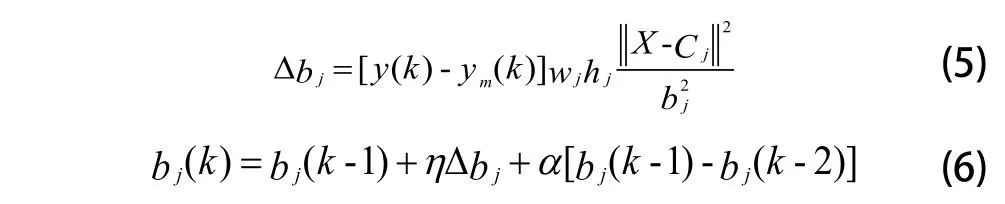
径向基函数的节点中心向量可表示为:

式中:bj是基宽向量;y(k)为被控对象设定值,即包装机热封装置温度的设定值;ym(k)是采样值,即包装机热封装置温度的实际值;hj是隐含层高斯函数;X是输入向量集;η是网络学习率;α是动量因子;cji是节点中心向量[11,12]。
2.3 RBF-PID控制器的设计
为实现多功能包装机热封温度的精确控制,本文利用RBF神经网络自学习和无限逼近能力对PID控制的KP、KI、KD参数进行在线实时整定,设计基于RBF-PID的多功能包装机热封装置温度控制系统。如图5所示RBF-PID温度控制系统中,PID控制器是包装机温度控制系统的主控制器,温度传感器实时采样热封装置温度信息反馈给控制器,使控制器完成闭环控制;RBF控制器主要是以采样周期内包装机的热封装置的温度误差为输入量,通过神经网络的自我学习、自我调整,输出使系统达到某种系统最优化的三个PID控制参数。
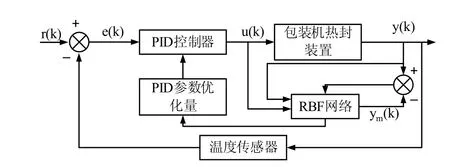
图5 包装机RBF-PID温度控制系统框图
设包装机热封温度控制k时刻的温度误差为:

r(k)为系统输入信号,y(k)为系统输出信号。设:


由式(2)可得:
神经网络的训练指标是:

PID三个参数输出调整采用梯度下降法的关系是[13]:

则增量式PID控制参数整定表达式:

综上可得包装机RBF-PID热封温度控制器的控制输出量为:
3 多功能包装机RBF-PID热封温度控制系统仿真
本文将RBF-PID温度控制和传统PID温度控制进行仿真对比分析,以验证RBF-PID控制器在多功能包装机热封温度控制系统可行性和有效性。薛雷等[14]提出了一种多功能包装机热封装置数学传递函数:

在MATLAB2013a仿真软件中编写控制程序,实现RBF-PID的控制算法,实现步骤如下:
1)确定RBF神经网络结构为3-5-3,设定学习速率η=0.265,动量因子α=0.04,加权因子ω=0.02,中心向量cji=2及基宽参数的初始值bj=1,设置k=1。
2)采样获取r(k)、y(k),通过计算获取该时刻的误差e(k)。
3)根据式(3)和式(4),计算RBF网络各层神经元的输出,即PID控制器的三个可调参数KP、KI、KD。
4)根据式(17)计算当前时刻的u(k)。
5)利用RBF自学习能力调整输出权值ωj,中心向量cji和基宽向量bj,实现PID控制的三个参数自适应 调节。
6)置k=k+1,循环2)~6)算法步骤。
本文设置包装机RBF-PID温度控制系统采样时间ts=0.2s,神经网络的输入信x(k)=[e(k),e(k-1),e(k-2)]T,RBF-PID控制器的PID参数初始值和传统PID控制器参数设为:P=2.574、I=0.227、D=6.193进行Simulink仿真 比较。
1)控制器性能比较

图6 RBF-PID控制器和PID控制器的性能比较
如图6可得,虽然PID控制器响应速度略快,但响应曲线存在超调,反而使达到稳定状态时间长于RBF-PID控制器。在t=150s时加入20%的干扰量,由图5可见,RBF-PID控制器的抗干扰能力强于PID控制器。综上所述,RBF-PID控制器的系统响应曲线到达稳定时间短,超调量小、抗干扰能力强,所以RBF-PID控制器的性能优于PID控制器。
2)模型失配的鲁棒性比较
为验证RBF-PID多功能包装机热封温度控制系统应对模型失配状况的能力,使模型时间常数增加扩大20%、静态增益扩大20%,其他系统参数不变,进行系统鲁棒性仿真对比。
如图7可得,PID控制器的响应曲线出现震荡现象,超调量较大,虽响应速度较快,但达到稳定时间较长。RBF-PID控制器受到系统模型失配影响不大,其在达到稳定时间、抗干扰能力方面均优于PID控制器。由此可得:RBF-PID控制系统抵抗模型失配能力较强,鲁棒性好,从而证明RBF-PID控制器应用于非线性和滞后性的包装机热封温度控制系统较传统PID控制器更具有较强的适应性和有效性。
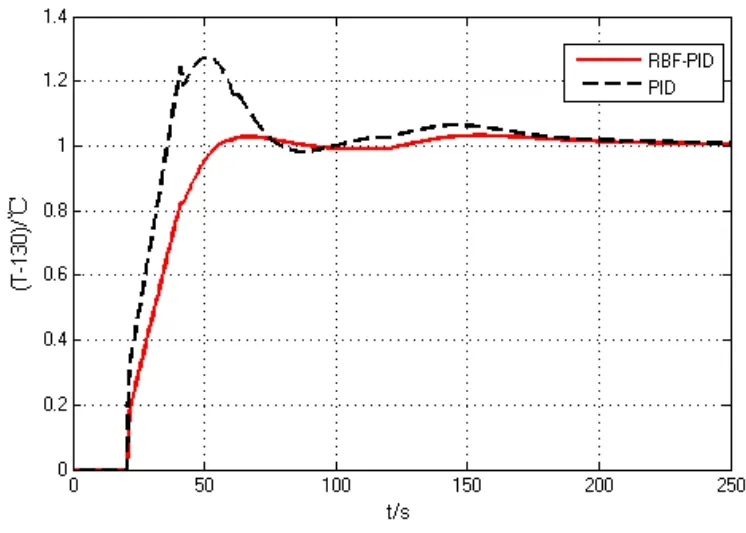
图7 时间常数扩大20%,静态增益扩大20%后控制器鲁棒性对比
4 成果测试与应用
本文所述多功能包装机热封装置温度控制系统与陕西西微测控工程有限公司合作开发,已经成功的应用到河南某食品加工企业的包装机控制系统。如图8所示,在MCGS软件开发的包装机生产监测画面可以设定称重质量、包装速度、横封温度和纵封温度,实现多功能包装机自动化生产。

图8 多功能包装机生产监测界面
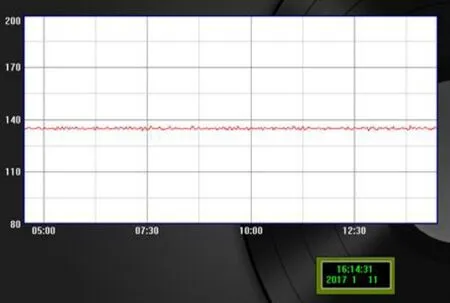
图9 包装机横封温度历史曲线
食品多功能包装机的热封温度控制在使用RBF-PID控制器前,温度控制在±5℃,温度控制精度3.7%以内,当使用较薄包材包装时经常出现包材烧穿事件。如图9所温度波动幅度较小,能够控制在±1.8℃,温度控制精度在1.5%以内,避免了因温度过高而造成包装薄膜烧穿,或因温度过低而无法满足封口要求,实际应用效果良好。
5 结论
针对多功能包装机热封温度控制系统具有非线性和时滞性,导致包装材料烧穿或热封强度过低,引起包装质量不合格的问题,提出一种基于RBF-PID的包装机热封温度系统。文中利用FBR的自我学习能力对PID控制器的三个参数进行在线实时调整,避免了因固定参数不能适应于复杂的控制环境,提高了温度控制精度。现场运行显示,温度波动幅度较小,能够控制在±1.8℃,温度控制精度在1.5%以内,将该系统应用于包装机热封温度控制系统中,能够提高温度控制精度和产品质量,具有一定的应用价值。
参考文献:
[1]韩占华,郭飞.自动化在包装机机械中的应用和展望[J].包装与食品机械,2011,29(3):49-52.
[2]盛强.基于PLC的瑜伽垫卷曲包装控制系统[J].制造业自动化,2017,39(3):127-131.
[3]Mullineux G,McPherson C J. Constraints Influencing the Design of Forming Shoulders and the Use of Exact Geometry[C].6th International Symposium on Tools and Methods of Competitive Engineering,2006.
[4]耿志强,陈杰,韩永明.基于RBF模糊神经网络的乙烯装置生产能力预测[J].化工学报,2016,67(3):812-817.
[5]余丽平,马松龄.基于RBF神经网络整定的PID温度控制系统设计[J].工业炉,2007,29(4):33-36.
[6]文生平,张静. 料筒温度RBF神经网络PID控制器设计及仿真[J]. 控制工程,2007,14(4):369-373.
[7]史建华.基于PLC的自动颗粒包装机热封控制系统[J].饲料工业,2012,33(9):9-10.
[8]康瑞芳,刘鑫.基于DSP全自动食品包装机控制系统设计[J].控制工程,2017,24(2):336-340.
[9]周文冬.基于POS的自组织RBF神经网络优化设计及应用研究[D].北京:北京工业大学,2016.
[10]刘悦婷,赵小强.RBF-PID串级控制在加热炉温度系统中的应用研究[J].自动化与仪器仪表,2011,156(4):3-5.
[11]蒋晓婷,孟绰,孙以泽.裤袜包装机控制系统研究[J].制造业自动化,2012,34(5):117-120.
[12]曾繁玲.基于施耐德Twido PLC的自动称重包装机的控制[J].制造业自动化,2012,34(5):147-150.
[13]申超群,宰守香.基于RBF-PID的啤酒灌装机贮液缸内液位控制[J].包装工程,2017,38(5):45-48.
[14]薛雷,孙以泽,李培兴.基于模糊PID的裤袜包装机热封切刀温度控制的研究[J].包装工程,2013,34(3):16-21.
