机采棉的加工作业指南
2018-04-10
一、加工人员管理要求
进入厂区的所有人员必须戴工作帽,本厂员工必须穿工作服。在岗工作人员的非工作物品必须放入个人的存物箱内,以防不慎被卷入机器产生无数有色织物混入棉包。若发现有色织物已被卷入机器,应立即停机,彻底清理,确认机器内无有色织物后再开机生产。
籽棉堆放场地、机械喂花、轧花机等处必须设置存放异性纤维的“三丝桶(箱)”。籽棉场工作人员要配备拾花兜,随时检查卸车籽棉是否有异性纤维,发现后立即清理干净。机械喂棉处,每条生产线每个生产班次要安排4人~6人配备拾花兜,随时注意观察即将进入工作线上的籽棉中是否有异性纤维,发现后立即拣拾干净,以防进入轧花生产线。
二、机采籽棉加工前的要求
(一)做好籽棉的品质检验与记录
机采籽棉进厂应严格执行“车车检”制度,对进厂机采籽棉检测其品质(颜色级、纤维长度、马克隆值)和含杂率、回潮率等指标,做好记录并按品质、水分相近原则和不同品种等分垛堆放。
(二)籽棉预处理
进厂籽棉严禁边卸车边加工。要按照籽棉回潮率不同,进行分类预处理:将5.5%~7.0%、7.0%~11.0%和11.0%~13.5%的机采籽棉按回潮率高低分别堆放5天~7天后再加工,确保籽棉回潮率的一致性;对回潮率13.5%~16.0%和大于16.0%的机采籽棉进行烘干处理并及时加工,防止籽棉发热霉变造成损失。
籽棉付轧前,再次采集分垛存放的籽棉品质和回潮率信息,据此设置合理的加工工艺和设备参数,做到“因花配车”。
三、机采棉的加工工艺流程
(一)机采棉加工工艺
籽棉三丝清理——籽棉烘干至5.5%~7.0%的回潮率——籽棉清理(清理道数,可根据机采棉籽棉的含杂和质量而定)——籽棉加湿到7.0%~8.5%的回潮率——籽棉轧花——皮棉清理(一道气流式、一道或二道锯齿式)——皮棉调湿至7.5%~8.5%的回潮率——皮棉打包——棉包信息采集与自动标识。工艺流程图如图1所示。
注意事项:加工过程中可根据籽棉不同的含杂率和回潮率选择不同的清理次数,最大限度地减少机械对棉纤维的损伤,尽可能排除籽棉、长纤维中的原有杂质(天然杂质和外附杂质),如沙土、碎棉叶、不孕籽、僵瓣棉以及减少新生杂质如破籽、棉结、索丝等,确保加工后的棉纤维保持原有物理性能(长度、整齐度、强度、色泽等)。排出杂质过程中应严格控制落棉损失,并做好下脚料的清理回收工作,以减少衣亏损失。
在加工棉模时,应将品质和含杂率、回潮率比较相近的籽棉集中加工,以确保皮棉质量的一致性。
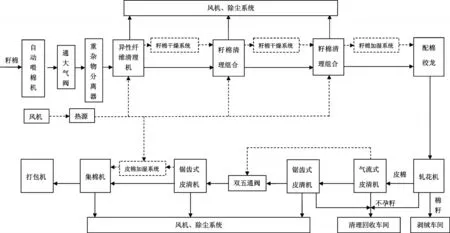
图1 工艺流程图
(二)关键环节的加工技术
1.控制好籽、皮棉回潮率。
实践证明,籽棉回潮率在5.5%~7.0%时,清杂效果好;籽棉回潮率在7.0%~8.5%时,锯齿轧花机运转正常,纤维断裂率低、产量高、质量好;皮棉回潮率在7.5%~8.5%时,打包机损伤少,能耗低,压缩密度高,节省包装物料且不易崩包。为此,机采棉加工过程中,应控制好籽、皮棉的调湿技术,确保皮棉加工质量。
2.控制好籽棉烘干温度。
根据付轧籽棉的回潮率高低、含杂率多少,选择不同的烘干温度和烘干时间。
当籽棉回潮率在9.0%~15.0%时,烘干温度应控制在80℃~130℃之间,最高不得超过147℃,否则棉纤维表面腊质层将被破坏,棉纤维失去光泽、强度降低。
3.控制好皮棉清理速度和次数。
皮棉通过风送入气流皮清机、锯齿皮清机梳理、清理杂质。气流皮清机排杂刀间隙在保证不排皮棉的情况下,最大限度排出皮棉中的杂质;合理控制锯齿皮清机刺辊转速,将其调整到适宜的线速度;对皮棉的清理应在气流清理一次的基础上,严格控制锯齿清理次数。锯齿皮清是开一道还是两道,要根据所加工籽棉的含杂率多少确定,最终以清理前后棉纤维长度损伤≤0.5 mm、短纤指数≤12%为标准。
注意事项:皮棉清理机设备操作人员开机前要认真检查皮棉道、尘笼、四通阀(或五道阀)等部位,清除残留成团、成条的缠挂棉。检查皮棉清理机的排杂情况及不孕籽含棉率情况,及时调整各部件间隙,同时检查罗拉、给棉板、刺条辊筒的运行状态,以免在清理过程中产生新的棉结、索丝,影响皮棉质量;及时清理排杂刀堆积的不孕籽和灰尘,防止二次回到皮棉中,影响皮棉加工质量。
4.在线实时采集棉花信息并自动标识。
由于棉花信息是棉花产业链信息的源头,是连接产业链各环节的桥梁和纽带,可以为后续物流跟踪、质量追溯、终端纺织配棉等环节提供详实、准确的基础信息,因此,打包时要在线实时采集棉花信息,打包后用自动刷唛系统对棉包进行自动标识。
5.控制好棉包的成包高度。
皮棉打包后,控制棉包的成包高度不超过780 mm。如果超过此高度,火车运输时就会造成棉包的装载率低,亏吨很大。
(三)机采棉的智能加工工艺管控系统
机采棉加工智能在线监测管控系统是做好因花配车、提高棉花加工质量,减少用工和提高生产效率的重要手段,也是机采棉加工工艺的发展趋势。
在线检测加工过程中的皮棉品质,随时监控皮棉的质量状况,发现加工质量未达到预期要求时及时调整加工工艺和设备运行参数,保证成包皮棉的质量。有条件的加工企业应与棉机制造企业联合合作,在已有的棉花加工在线监测管控系统的基础上围绕“监”、“测”、“管”、“控”等关键技术研发出智能控制,实现棉花加工信息化传输、智能化管控、全方位视频监管,探索出适合我国国情的机采棉智能加工工艺管控系统。
