车用聚丙烯材料螺杆脱挥技术的研究
2018-03-31石胜鹏李齐方
康 鹏,武 鹏,金 滟,石胜鹏,李齐方
(1. 北京化工大学 材料科学与工程学院,北京 100029;2. 中国石化 北京化工研究院,北京 100013)
聚丙烯(PP)是主要的通用塑料,质轻价廉,易成型加工,具有良好的力学性能,易于回收利用,被广泛应用于汽车工业。目前,PP材料在每辆轿车上的平均使用量已超过40 kg,并呈逐年上升趋势。近年来,人们对车用材料各种性能的要求越来越严格,车用材料的准入门槛越来越高,安全、绿色和环保已成为车用塑料尤其是汽车内饰件新的发展方向之一。目前,部分汽车厂商已经出台了相应的标准来提高汽车内饰件的安全和环保级别。其中,PP材料作为重要的汽车内饰件材料之一,挥发性有机物(VOC)的释放问题严重限制了它在高档汽车中的应用[1]。近年来,国内外的研究人员对PP材料中VOC的释放进行了大量的研究[2-8],主要集中在三个方面:一是针对PP树脂和复合材料中VOC成分的多种分析表征方法研究;二是PP材料中VOC产生的机理以及利用吸附剂的方法降低材料VOC的研究;三是多次挤出以及聚合物脱挥等加工方法对PP中VOC和流变等影响的研究。但利用不同螺杆脱挥技术减少高流动性PP粉料中VOC的研究鲜有报道。
本工作以PP中试粉料为基础原料,首先研究了PP粉料经螺杆自然脱挥前后VOC组成和含量的变化,然后利用螺杆真空脱挥以及汽提剂脱挥技术制备了低VOC含量的PP材料,研究了不同螺杆脱挥工艺对PP材料VOC的影响。
1 实验部分
1.1 原料
高流动性PP粉料:熔体流动指数(10 min)50 g,中国石化北京化工研究院中试基地;抗氧剂B225:德国巴斯夫有限公司;汽提剂QTJ-1,QTJ-2,QTJ-3:自制。
1.2 仪器与设备
MKS30型捏合机:瑞士BUSS公司;ZSK18ML型双螺杆挤出机:德国科倍隆公司;DZF-6050型真空干燥箱:上海一恒科学仪器有限公司;7890B-5977型气相色谱质谱联用仪、7697A型顶空进样器:美国安捷伦科技有限公司。
1.3 试样的制备
将PP粉料和抗氧剂等加工助剂按照一定的比例在高速搅拌机中预混合3 min使其混合均匀,然后将上述混均的粉料在捏合机或双螺杆挤出机中熔融挤出造粒。加工温度设定为185~230 ℃。
1.4 VOC性能测试
将造粒得到的PP颗粒在真空干燥箱(80 ℃)中干燥2 h,然后分别取(1±0.01) g试样放进10 mL的顶空瓶中,利用高纯氦气充分置换瓶内的空气,用含有耐高温硅橡胶垫的铝制瓶盖密封待用。将装有试样的顶空瓶放进顶空自动进样器内,在120 ℃下加热5 h后通过自动进样器使顶空瓶顶部的气体自动进样,进行GC/MS分析。采用FID和MS检测器对VOC进行定量和定性分析,经FID得到的谱图通过积分即可定量,经MS检测器得到的谱图通过NIST谱图库人工检索即可定性。其中,定量方法按照德国汽车工业联合会的VDA277汽车内饰非金属材料总碳散发方法[4]测试,VOC均选用丙酮定量,并折算成总碳质量,即以每克PP中含有的总碳质量表示VOC的含量。
2 结果与讨论
本工作以未添加任何助剂的PP粉料为研究对象,并没有以市售车用PP粒料为研究对象,主要是考虑市售PP粒料中添加的未知助剂可使PP材料中VOC的来源更加复杂。为排除助剂的影响,故选用未添加任何助剂的PP粉料为基础料进行研究。
2.1 螺杆自然脱挥对VOC的影响
选用的PP粉料为中试环管工艺聚合反应产物。由于中试装置的流程没有工业化装置的完善,小分子化合物脱除不充分,可能致使PP粉料中残存少量的助催化剂溶剂及小分子化合物。PP粉料中VOC的种类和含量见表1。
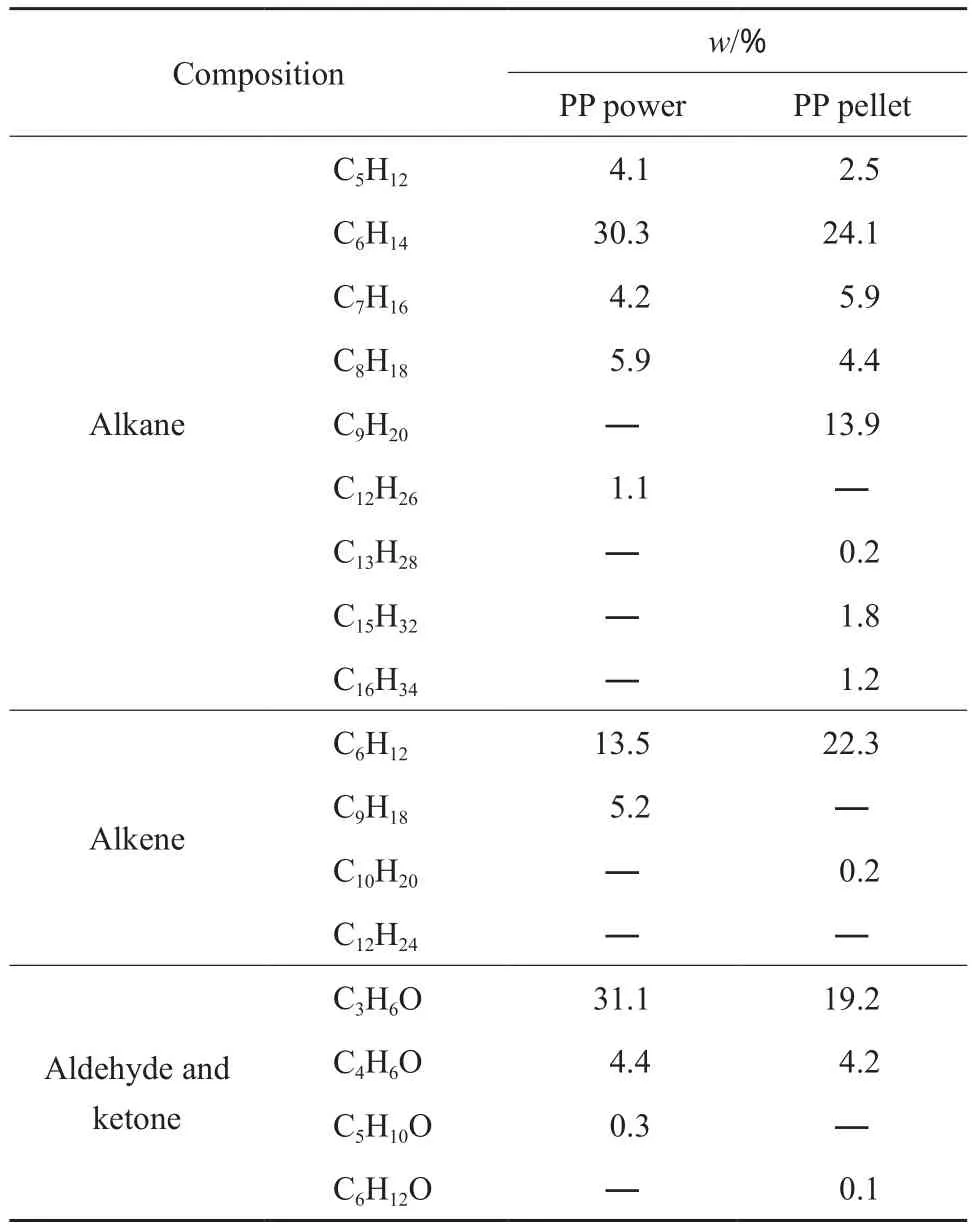
表1 PP粉料和粒料中VOC的定性和定量结果Table1 Qualitative and quantitative results of volatile organic compounds(VOC) in polypropylene(PP) power and pellet
由表1可见,PP粉料中的VOC总量(TVOC)高达642 μg/g,而且VOC组成较复杂,由烷烃(45.6%(w))、醛酮类化合物(35.8%(w))和烯烃(18.7%(w))构成。其中,烷烃由C5,C6,C7,C8,C9,C12,C13,C15,C16组成,烯烃由 C6,C9,C10,C12组成,醛酮类化合物由 C3,C4,C5,C6组成。上述烷烃、烯烃类小分子化合物主要是粉料中残存的未脱除干净的溶剂和低聚物等;醛酮类小分子化合物则是由粉料氧化降解带来的。
利用螺杆挤出机进行VOC的熔体脱挥是工业上比较常用的脱除聚合物中溶剂和单体的方法。对PP粉料进行双螺杆挤出造粒(未开抽真空装置),即螺杆自然脱挥处理,自然脱挥前后VOC种类及含量的变化见表1。由表1可见,PP粉料经螺杆自然脱挥处理后VOC的组成和含量变化较明显,VOC仍由烷烃(54.0%(w))、烯烃(22.5%(w))和少量醛酮类小分子化合物(23.5%(w))构成,但VOC的种类明显增多,且相对含量变化较大。其中,烷烃类的相对含量由45.6%(w)增至54.0%(w)、烯烃类的相对含量由18.7%(w)增至22.5%(w),醛酮类的相对含量由35.8%(w)降至23.5%(w)。上述VOC相对含量的变化主要是由PP粉料经螺杆自然脱挥导致的。醛酮类VOC的相对分子质量较小,容易脱除,故经螺杆自然脱挥后醛酮类VOC的相对含量降低;尽管在螺杆自然脱挥过程中,烷烃和烯烃类VOC的含量大幅降低,但PP粒料中烃类VOC的相对含量反而增加,这些新增加的烷烃、烯烃类化合物可能是在螺杆自然脱挥过程中因高温降解额外产生的新的小分子有机物[8]。此外,在螺杆挤出机自然脱挥过程中,VOC在高温条件下的扩散能力急剧增大,导致VOC散发加速,进而导致螺杆自然脱挥后PP粒料的TVOC大幅降低,由642 μg/g降至297 μg/g,但依然较高,不能完全满足各大汽车主机厂对材料VOC散发的要求。因此,PP粉料中的VOC经螺杆自然脱挥后虽有一定程度的降低,但仍需进一步处理以满足更严格的VOC散发门槛。
2.2 螺杆真空脱挥对VOC的影响
在加工过程中,通常采用螺杆真空脱挥的方法来进一步高效脱除材料中残留的小分子化合物。通过在螺杆挤出造粒过程中施加抽真空的方法,脱除熔体中大量的小分子化合物,达到降低VOC含量的目的。真空度的大小往往关系到螺杆真空脱挥的效率,真空度对PP材料TVOC的影响见图1。

图1 经不同真空度处理后PP材料的TVOCFig.1 Total VOC content(TVOC) of PP prepared with different vacuum degrees.
由图1可看出,在螺杆脱挥过程中,真空度对PP材料的TVOC影响比较明显。在螺杆脱挥过程中,利用抽真空的方法可有效降低PP材料的TVOC。当真空度为0时,此时未打开真空装置,即仅通过螺杆自然脱挥制得的PP材料的TVOC为297 μg/g。在螺杆挤出造粒过程中开启抽真空装置后,所得PP材料的TVOC明显降低,随着真空度的提高,TVOC逐渐降低并趋于稳定,在真空度为-0.09 MPa时,TVOC已经小于100 μg/g。这主要是因为在螺杆挤出加工过程中采用抽真空的方法可有效脱除PP熔体中的易挥发小分子化合物。
根据Langmuir单分子层吸附理论及吸附等温式[9]可知,在等温条件下螺杆挤出机内压力很低时,VOC气体吸附量与VOC气体压力成正比。螺杆挤出造粒过程中螺杆的高速剪切导致PP熔体界面不断更新,同时由于挤出机机筒内的气压因抽真空突然降低导致PP熔体中的气泡破裂,从而促使熔体中的VOC从熔体表面快速释放出来[10];另外,抽真空导致机筒内气体压力骤降,此时PP熔体对小分子化合物的吸附量大幅降低,表现为小分子化合物被抽真空装置大量抽提并脱除。因此,螺杆真空脱挥技术可高效脱除PP熔体中的小分子化合物,从而达到降低TVOC的目的。需要指出的是,随着螺杆挤出机真空度的提高,挤出机的机筒内气体压力不再降低,基本趋于最低值,此时PP熔体对VOC的吸附量也趋于恒定,当吸附-解吸再次达到平衡后,VOC不再从熔体中解吸,此时TVOC基本不再降低。由此可见,螺杆真空脱挥技术是显著降低TVOC的有效方法,随着挤出机真空度的提高,TVOC逐渐降低直至趋于稳定。
2.3 汽提剂脱挥对VOC的影响
通常在螺杆真空脱挥操作过程中,为了增强脱挥效果和提高脱挥效率,在挤出机中可以注入汽提剂(脱挥助剂)来降低机筒内气相挥发分的分压并提高挥发分的扩散系数,进而缩短起泡时间(提前起泡),通过强化传质来提高脱挥效率。真空度为-0.05 MPa的条件下添加不同汽提剂后PP的TVOC见图2。由图2可知,添加三种自制的汽提剂后,TVOC均有不同程度的降低,这说明这三种汽提剂均可有效活化PP熔体表面,降低熔体表面张力,使小分子化合物更易从熔体表面脱除,从而降低了TVOC。随着汽提剂含量的增加,TVOC呈现先降低后升高的趋势,其中,QTJ-1是在含量为1%(w)时达到最小值,QTJ-2是在含量为0.8%(w)时达到最小值,QTJ-3是在含量为2%(w)时达到最小值。汽提剂QTJ-3是以PP为载体的母粒汽提剂,由于有大量的PP作为载体导致汽提剂含量为2%(w)时TVOC达到最小值,但由于母粒形式更易分散也使得2%(w)的QTJ-3汽提剂降低TVOC的效果最明显。QTJ-1和QTJ-2主要采用液体汽提剂注入,仅需较小量即可有效脱除PP中的VOC,但由于液体不易分散在PP表面,随着汽提剂含量的增多,降低TVOC的效果没有以母粒形式添加的效果好。TVOC达到最小值后,随着汽提剂含量的增大,TVOC逐渐增大。这是由于随着汽提剂的增加,液体不能高效分散在PP熔体表面,反而不能有效降低熔体表面张力,不利于气体小分子从熔体中脱除,使得汽提剂的脱除效果降低。
2.4 脱挥工艺对VOC的影响
螺杆脱挥过程中,不同的螺杆脱挥工艺可能影响PP材料中VOC的脱除效果。其中,螺杆转速是影响脱挥工艺的重要因素[3]。双螺杆挤出机抽真空前后螺杆转速对TVOC的影响见图3。

图3 采用不同螺杆转速制备的PP材料的TVOCFig.3 TVOC of PP with different screws speeds.
从图3可看出,在螺杆挤出机抽真空和未抽真空的情况下,TVOC均呈现先降低后增加的变化趋势,存在极小值。当螺杆转速为500~600 r/min时,不管此时是否开启真空装置,TVOC均最低。这是因为当螺杆转速较低时,提高螺杆转速,一方面有利于螺槽中气泡的形成、长大、破裂[10],使得气泡的质量传递加快;另一方面,降低了螺槽中PP熔体的充满率,增强了对PP熔体的质量传递和表面的更新作用,使得脱除小分子化合物的效率进一步提高,从而使TVOC逐渐降低。当螺杆转速较高时,PP熔体在螺槽中的停留时间相对缩短,此时,因提高螺杆转速带来的表面更新作用不足以弥补停留时间减少对脱除小分子化合物的不利影响,从而导致PP熔体脱挥的整体效率较低,TVOC随螺杆转速的提高而增大。因此,当PP熔体的表面更新作用较大且停留时间较合适的时候,即螺杆转速为500~600 r/min时,螺杆熔体脱挥效果达到最佳,此时TVOC最小。
2.5 脱挥设备对VOC的影响
BUSS捏合机与双螺杆挤出机是PP共混改性常用的挤出脱挥设备,测试结果通常具有典型性。因此,选用BUSS捏合机与双螺杆挤出机来研究不同脱挥设备对TVOC的影响。双螺杆挤出机和BUSS捏合机对TVOC的影响见图4。由图4可知,不同的脱挥设备对TVOC的影响不同。对于不同配方的PP1,PP2,PP3材料,利用双螺杆挤出机制备的PP材料的TVOC为250~300 μg/g,利用BUSS捏合机制备的PP材料的TVOC为120~150 μg/g,仅为前者的50%。经BUSS捏合机制备的PP材料的TVOC明显较低。推测可能是由于两种不同脱挥设备的特性导致的,双螺杆挤出机具有较强的剪切力,在加工过程中可导致PP熔体热机械降解或热氧降解,从而导致产生大量VOC。相较于双螺杆挤出机,BUSS捏合机具有较低的剪切力,抑制了因强力剪切导致PP热机械降解生成新的VOC。此外,由于BUSS捏合机特有的“切割和再折叠”作用,可使抗氧剂在PP熔体中混合得更均匀,进而大大提高了抗氧剂的抗氧化效率[3],从源头上抑制了PP热氧降解产生新的VOC,从而达到有效降低TVOC的效果。这两种作用共同促使BUSS捏合机的脱挥效果比双螺杆挤出机好。

图4 不同脱挥设备制备的PP材料的TVOCFig.4 TVOC of PP prepared with different processing equipments.
3 结论
1)在螺杆自然脱挥前后,PP粉料中的VOC均由烷烃、烯烃和醛酮类化合物组成;经螺杆自然脱挥后,TVOC降低明显,烃类VOC相对含量增加,醛酮类VOC相对含量减小。
2)螺杆真空脱挥和汽提剂脱挥均可大幅降低PP粉料的TVOC,后者效果更佳。PP的TVOC随真空度的增大逐渐降低至稳定状态。真空度为-0.09 MPa、汽提剂含量为0.8%~2%(w)时,TVOC最低且小于 50 μg/g。
3)改变螺杆转速在一定程度上可降低PP材料的TVOC,螺杆转速为500~600 r/min时,TVOC最低。
4)不同脱挥设备对PP材料的TVOC的影响机理不同,BUSS捏合机更有利于PP粉料中VOC的脱除。
[1] 康鹏,金滟,蔡涛. 聚丙烯中挥发性有机物释放行为的研究[J].合成树脂及塑料,2010,27(1):60-63.
[2] Andersson T,Nielsen T,Wesslen B. Degradation of low density polyethylene during extrusion. Ⅲ. Volatile compounds in extruded films creating off-flavor[J].J Appl Polym Sci,2005,97(4):847-857.
[3] 李峰,康鹏,金滟. 加工技术对聚丙烯中VOC含量的影响[J].合成树脂及塑料,2013,30(3):55-58.
[4] 康鹏,武鹏,金滟,等. 几种高分子树脂挥发性有机物释放特性研究[J].石油化工,2017,46(增刊):256-258.
[5] Xiang Q,Xanthos M,Mitra S,et al. Comparison of volatile emissions and structural changes of melt reprocessed polypropylene resins[J].Adv Polym Technol,2002,21(4):235-242.
[6] Espert A,de las Heras L A,Karlsson S. Emission of possible odorous low molecular weight compounds in recycled biofibre/polypropylene composites monitored by head-space SPME-GCMS[J].Polym Deg Stab,2005,90(3):555-562.
[7] 康鹏,金滟,蔡涛. 聚丙烯中挥发性成分和产生机理研究[J].石油化工,2010,38(增刊):648-650.
[8] Xiang Q,Xanthos M,Mitra S,et al. Effects of melt reprocessing on volatile emissions and structural/rheological changes of unstabilized polypropylene[J].Polym Deg Stab,2002,77(1):93-102.
[9] 汪家宝,韩琛,沈玉海,等. 螺杆脱挥制备低散发型汽车内饰件专用料的研究及应用[J].工程塑料应用,2009,37(7):53-55.
[10] 奥尔布莱克R J. 聚合物脱挥[M].赵旭涛,龚光碧,谷育生,等译. 北京:化学工业出版社,2005:129-134.
