C6016塔机顶升套架的设计改进
2018-03-30陈红
陈 红
(云南机电职业技术学院,昆明 650203)
塔机顶升套架是自升式塔机最重要的部件之一,如图1所示。其主要功能是完成塔机的顶升和降落。在塔机的升降过程中,套架上的软支撑油缸和硬支撑爬爪交替工作,使塔机回转部分与标准节分离,为增加标准节做好准备。由于在顶升过程中,上、下塔身的连接已全部松开,仅靠顶升油缸支撑上塔身重量,任何一些偶然因素都会对顶升安全造成很大影响。塔机事故分析表明,在顶升过程中出现事故的比例相当高,多数是人为操作不当,同时也暴露出一些结构问题[1]。

图1 塔机顶升套架
C6016塔机是一种臂长为60m、臂端吊重为1.6t的125t·m级别的塔式起重机,从原图纸到生产制造再到使用单位,存在诸多不合理的关于结构设计、制作工艺及安装使用等方面的问题,所以,绝大部分零部件都必须作进一步改进完善后才能进行投产。下面介绍的主要是对塔机顶升套架几个部位进行结构分析与改进,并对改进前后两种结构的优缺点进行对比。
1 套架主弦杆与下支座连接处改进
改进前,套架主弦杆与下支座连接处的耳板位置及结构如图2所示,耳板位于主弦杆(方钢)对角线方向上,在进行主弦杆的组合时,必须用组合工装才能保证角度无误[2]。同样,与之连接的下支座也一样,存在一个角度问题,制作精度要求高,必要时需两者配做,否则装配时较困难。改进后的结构如图3所示,主弦杆采用角钢∠125mm×125mm×12mm合焊成方钢,然后两侧面各贴一厚度为12mm的贴板,钻孔即可。结构简单,制作简便,安装与拆卸也方便、可靠。
2 套架导向滚轮装配结构改进
导向滚轮原先采用的结构如图4所示。此种结构设计的出发点是:滚轮与塔身标准节主弦杆间的间隙可以通过图5所示的偏心轴进行微量调整。但就实际使用效果来看并不理想,而且不必要,偏心轴的制作工艺复杂,调整也很麻烦,塔机制造厂家和使用单位都不喜欢这种结构形式。
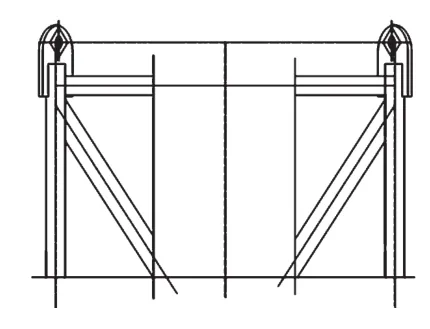
图2 结构改进前

图3 结构改进后
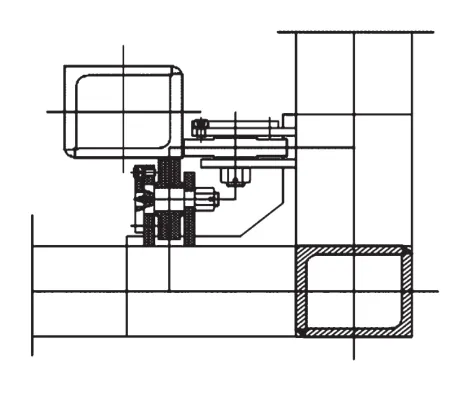
图4 导向滚轮改进前
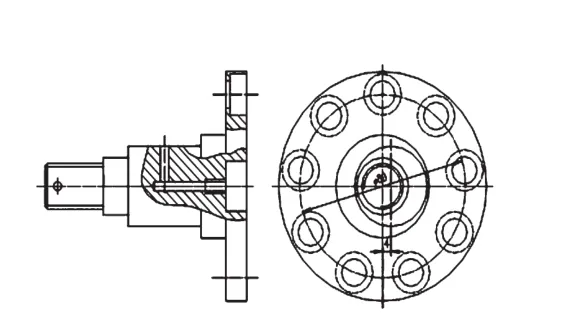
图5 偏心轴
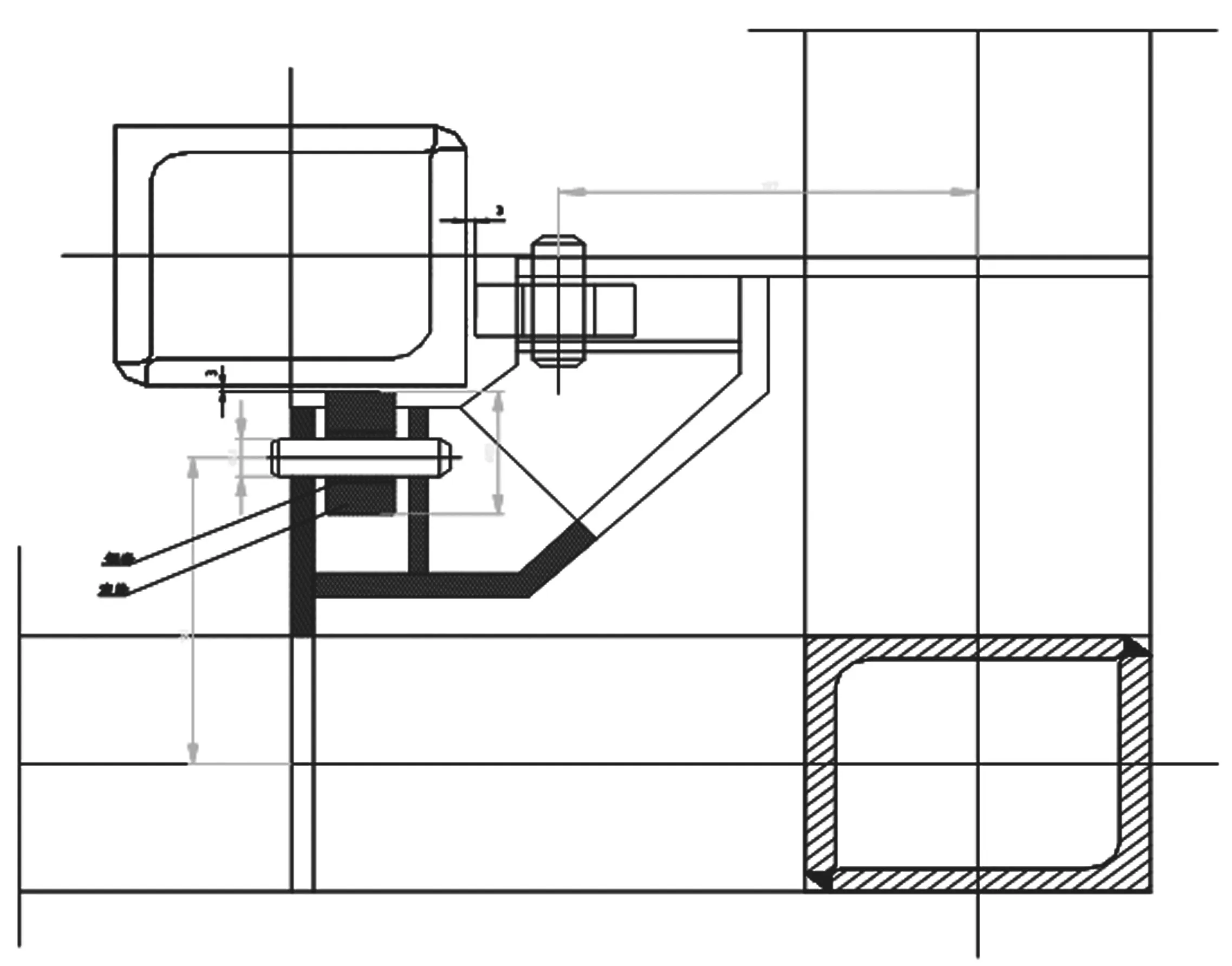
图6 导向滚轮改进后
改进后的结构形式如图6所示,设计时控制导向滚轮与塔身标准节主弦杆间的间隙在2~3mm,铜套与销轴的配合及铜套与滚轮间的配合选择适当,即可保证塔机在顶升加节时导向滚轮转动灵活,不致与塔身标准节主弦杆顶死而出现啃蚀现象。此种结构与改进前相比,具有制作简便、制作成本降低且使用时导向可靠的优点。
3 增加标准节引进装置
塔机顶升时标准节的引进装置包括安装支架、轮支架和引进梁,引进的技术资料其顶升套架没有该装置,这样一来,在进行塔机顶升加节时,标准节如何准确、可靠地就位,是一个值得深思的问题。因为一个标准节至少也是几百千克,仅靠安装人员的力量是无法使其准确就位的,需依靠机械装置的力量。所以,必须增加标准节引进装置,如图7所示。
在进行标准节引入时,将标准节连接头与轮支架上的孔Φ42连接,即可以轮支架上的轴承(如图8所示)为滚轮、以组焊于套架主弦杆上引进梁和安装支架的横梁上表面为轨道面,轻松地将引入的标准节推进到位,以达到自升的目的。由此可以看出,对于自升式塔机而言,标准节的引进装置是必不可少的。

图7 引进装置

图8 轮支架
除了上面所述的几个部位的改进外,平台与套架的连接方式以及平台护栏的结构、安装方式也做了相应改进,本文不再叙述。
4 结论
C6016塔机的顶升套架改进后与改进前相比,具有以下优点:制作工艺简便、制作成本降低;安装使用方便、省力,就位准确、可靠;一些零部件可以借用本公司其他塔机产品上的零部件,从而缩短生产周期,方便生产部门管理;改进后的结构与现有塔机系列产品的相关结构有类似之处,便于售后服务人员安装、调试和维修,而且在生产产品时,一些零部件的组合工装、夹具也可沿用已有工装、夹具,减少投入成本。总之,改进后的结构比改进前更符合工人的生产制作习惯和售后服务人员的安装、调试方式,同时也降低了生产成本、试制费用和试制周期。
