基于PLC的加热炉控制系统设计
2018-03-30陈贵州
陈贵州
(江苏省宿迁经贸高等职业技术学校,宿迁 223600)
本文的加热炉主要是基于PLC的控制。传统的PLC加热炉的电气控制系统普遍采用继电器控制技术,由于采用固定接线的硬件实现逻辑控制,控制系统的体积增大,耗电多,效率不高且易出故障,不能保证正常的工业生产。随着计算机控制技术的发展,传统继电器控制技术必然被基于计算机技术而产生的PLC控制技术所取代。而PLC本身优异的性能使基于PLC控制的温度控制系统变得经济高效稳定且维护方便。这种温度控制系统对改造传统的继电器控制系统有普遍性意义。
1 加热炉的概述
随着生产力的不断向前发展,温度控制精度要求也大大提高,加热炉的控制技术也得到了迅速发展。本文通过串级系统思想和PLC技术的应用,做好系统软硬件及上位机的设计调试等工作,使加热炉控制系统达到预期的目标。主、副控制器均采用PID控制算法,使加热炉内温度能够稳定在给定的温度值附近,并且能够实现手动的启动和停止,指示灯的运行会实时监测控制系统的运行情况。
2 加热炉控制系统硬件设计
2.1 系统硬件组成
本文设计的加热炉控制系统包括可编程逻辑控制器PLC、两温度变送器、模拟量扩展模块、进出料量控制阀门、进出料通道、启动/停止按钮和系统运行指示灯。
运行指示灯可显示当前系统的运行状态;启动按钮和停止按钮可实现控制系统的启动及停止,启动按钮按下,开始运行的系统程序被点亮;按下停止按钮,系统停止运行,指示灯立即熄灭;检测炉内通道温度指示灯,电压的模拟量由温度值转换而来,及时发送给PLC模拟量的扩展模块;PLC对读取到的温度数字量进行标度变换处理,得到实际的温度值;经过标度变换处理得到的实际温度值,与给定的温度值进行计算处理,计算采用PID控制算法;模拟量扩展模块可以在输出口对从温度变送器送来的电压模拟信号进行A/D转换,得到与温度对应的数字量,储存数字量的地址并且PLC可以读取;在输出口地址中PLC计算之后可以储存数据,模拟量扩展模块进行D/A转化并输出给进出料的控制阀装置,并控制阀门装置的开闭合程度,以实现对炉内温度的自动控制。
2.2 温度变送器
温度变送器采用热电偶、热电阻作为测温的元件,送到变送器模块由测温元件输出信号,经过稳压滤波、运算放大、非线性的校正、V/I转换、恒流和反向保护等电路处理后,标准电信号与温度成线性关系被转换出来并输出。把温度的变化转换为电量变化的元件称为温度传感器,本设计采用的是铂热电阻PT100,其是一种热电阻式温度传感器,应用极广,它是把温度变化换算成电阻变化的一种测温元器件。
2.3 PLC及模拟量扩展模块
PLC是计算机家族中的一员,其是为工业控制应用而设计制造出来的,代替继电器实现逻辑控制是它主要的作用。
3 加热炉控制系统软件设计
3.1 设计思路
PLC采用的是S7-200系列CPU224,采用1个系统指示灯和2个按钮来控制,并显示系统的运行状态。检测加热炉中炉内和通道的温度由温度变送器来负责,1~5V的电压信号由此温度信号转化而来,经过PLC模数转换后进行标度变换,变成实际的温度值,然后运行PID双闭环串级算法,根据PID的输出值来控制进出料量的阀门开度装置的开闭程度来控制炉内的温度,实现对炉温控制调节的目的。
3.2 主程序
主程序的主要任务:手动控制完成系统的启动与停止以及系统运行的指示,并实现对其他子程序有效调用的任务。在主程序中没有用到局部变量,主程序流程如图1所示。
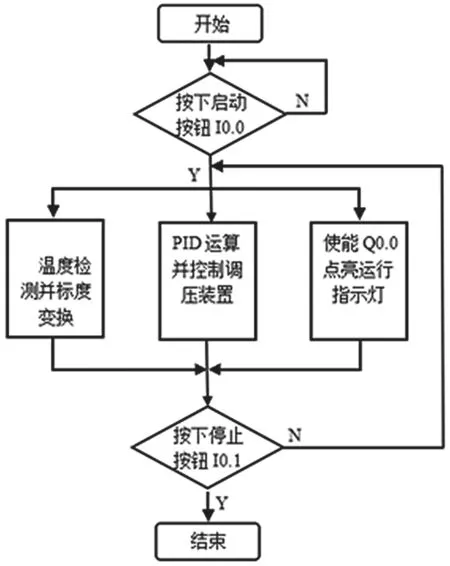
图1 主程序流程
3.3 PID子程序
STEP 7-Micro/WIN是S7-200下的编程软件,其提供PID Wizard,可用来帮助用户快捷地产生一个闭环控制过程PID控制算法。经此向导可完成绝大多数的PID运算自动编程工作,调用PID向导生成的子程序,这一工作用户只需在主程序中进行调用,PID控制任务便可顺利完成。
PID子程序在指令树中的位置如图2所示,将PID子程序从指令树中直接拖放到主程序的相应梯级中,并且应使子程序EN位由SM0.0无条件使能,否则不能调用PID子程序,如图3所示。回路过程的变量值地址用PV位表示,也可以说是采集系统炉内和管道内部温度值的数字量地址。回路给定值的地址用SP位表示,即系统想要达到的温度值地址。Output位是回路输出值的地址。
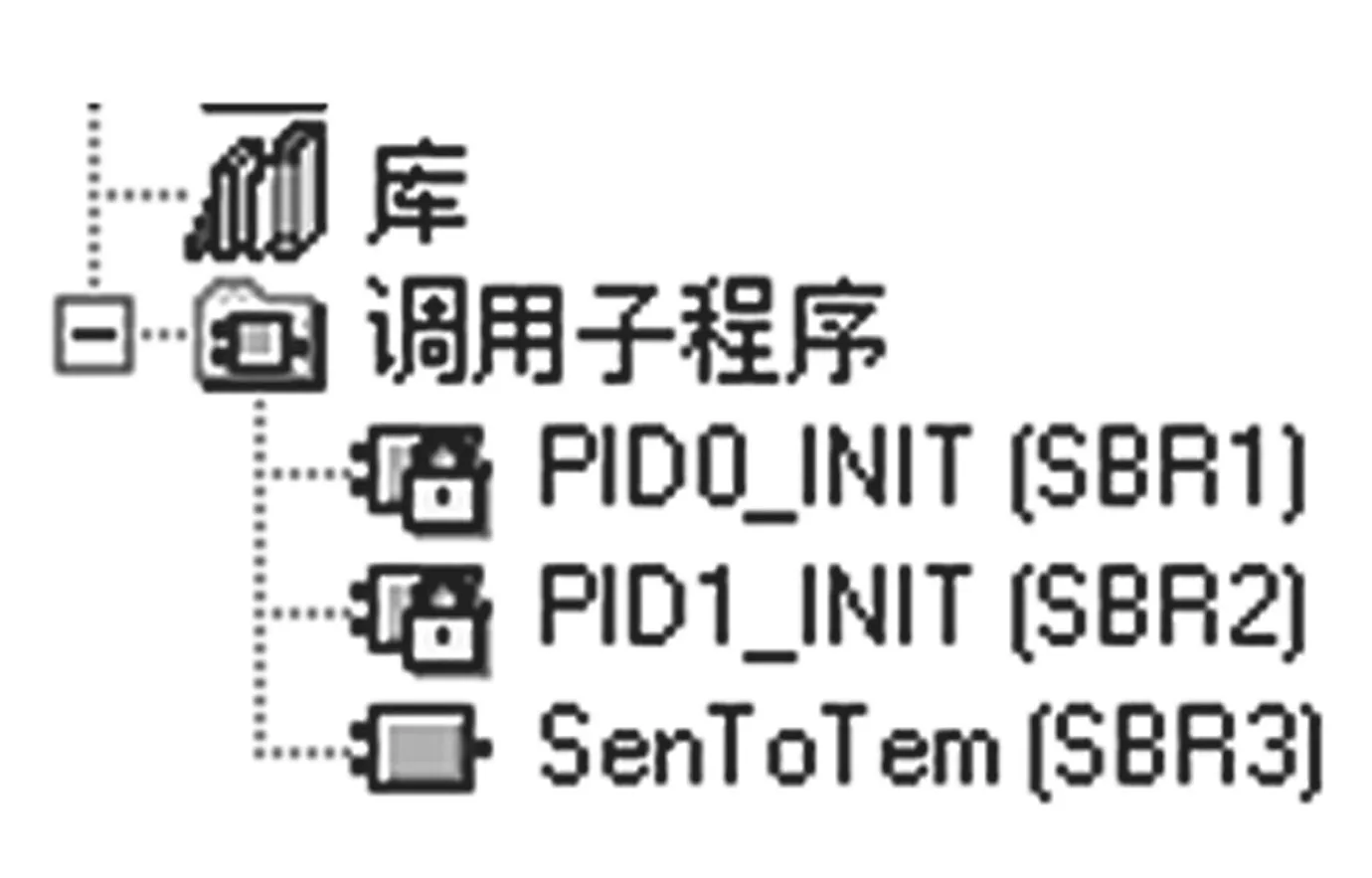
图2 PID子程序在指令树中的位置
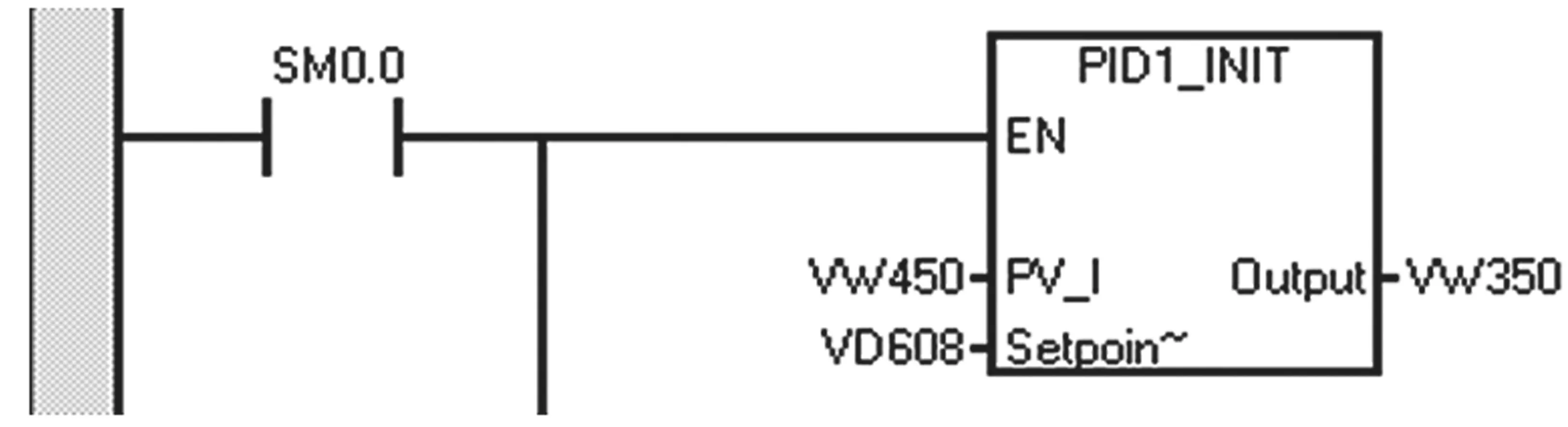
图3 调用PID子程序
4 上位机设计与调试
4.1 上位机与下位机的通信连接
双击“新建”,在此设备中,设备配置向导会显现。第一步单击PLC,选择西门子项目下的S7-200系列,选择PPI的通信协议,而后点击“下一步”。逻辑名称PLC224的文件被创建,之后点下一步。COM4是本设计中所选用的串口,之后点下一步。地址被配置为2:0,其中,2代表了PLC的地址;通信波特率9.6kbps被0表示,在STEP 7-Micro/WIN系统块里的通信端口中,其具体项目可以找到,包括当前波特率he PLC地址。之后点下一步直至完成向导,这样以来就成功设置通信连接。其中,配置向导的过程如图4所示。
4.2 组态王工程的建立和调试
本设计主要是在计算机的组态王软件上设计上位机界面,人们需要学会利用组态王软件,其主要的设计过程如下。
4.2.1 创建项目
在组态王软件中新建一个工程项目,将其命名为“PIDXiangDao”。
4.2.2 建立新画面
打开新建的项目,在其“画面”中建一个新的画面“ShiShiJianKong”,在画面中将各个需求的组件添加进来,如加热炉、管道、电泵、进出料池、启停开关、指示灯、温度值、实时曲线等,图5是其完成后的画面。
5 结论
笔者成功地运用西门子公司的S7-200系列PLC和组态王设计了一个可以开展上位机监控的加热炉控制系统。系统采用串级PID控制,运用粗调及细调得到一个反应比较迅速、控制精度较高的温度控制系统。组态王操作方便,有利于人们直观地观察温度变化曲线和控制温度。本设计在理论上能够满足实时显示与自动控温的项目需求,所以它可以说是成功的。
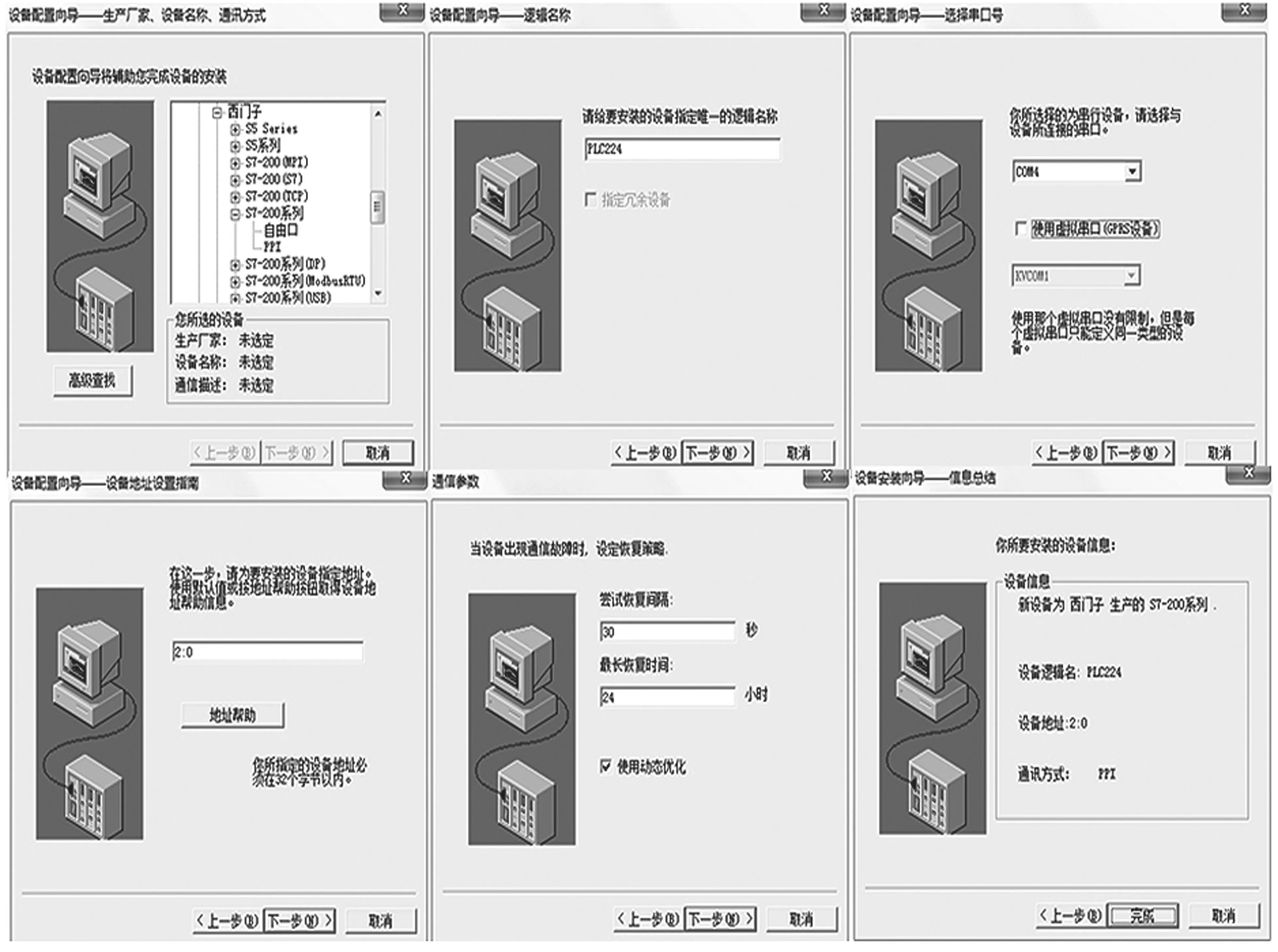
图4 设备配置向导过程
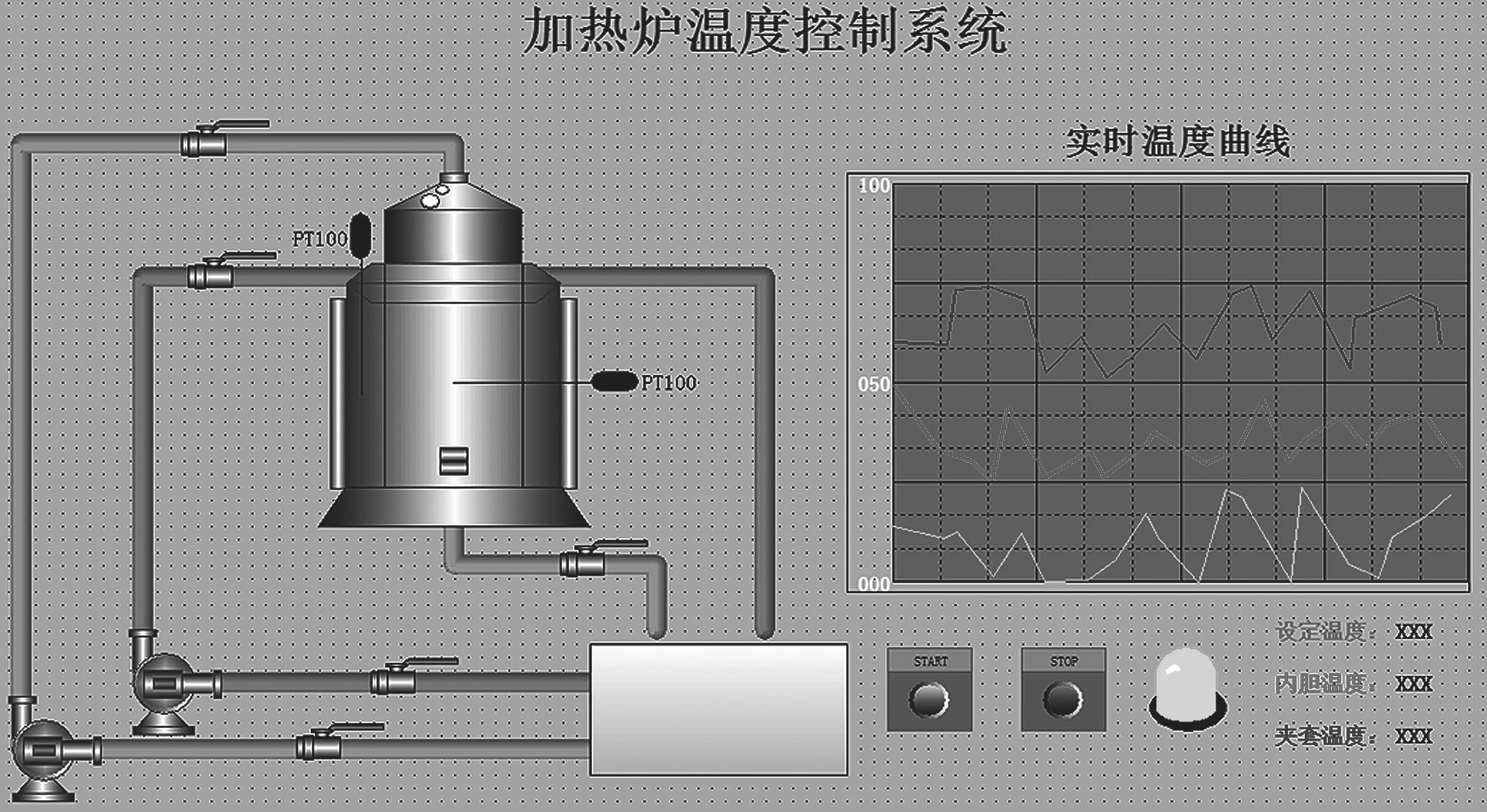
图5 组态王显示控制界面
当然,本控制系统还有不足的地方:人机界面内容不够丰富,例如,不能在人机界面中设定其PID参数,没有报警与报表界面等。在未来的研究过程中,人们可以深入分析更加先进的控制算法,独立使用或者和本此设计的PID算法结合使用,以期达到更佳的控制效果。
