汽车大梁钢AG700L开平翘头原因探讨
2018-03-26杨立庆饶静邓杭州
杨立庆,饶静,邓杭州
(安阳钢铁股份有限公司第二炼轧厂,河南 安阳455004)
安钢1780热连轧机组是一条常规热连轧产线,经过多年的技术研发与改进,逐渐形成了以汽车大梁钢为主的产品结构,其中AG700L汽车大梁钢在国内市场有较高的占有率。
2017年10月,用户开平过程中连续反映AG700L开平翘头问题。现场跟踪开平情况:开平后,钢板头部沿板长纵向方向整体向上翘曲,即通常所说的L翘,严重时翘曲高度可达150mm以上(见图1)。在对开平机做相应调整后,下一张开平时会出现下扣现象,翘曲部分沿钢板横向相对平直,无龟背、波浪等缺陷,翘曲的位置相对钢卷长度方向上的位置不固定,或在原卷的头部,或在中间。每一卷出现频次也不相同,或一张或两张,多时可达6张,翘头严重时甚至造成用户无法正常使用。
1 原因推测
1.1 现场调查
针对用户反馈的问题进行现场调查,部分数据见表1。调查发现开平后翘头的钢卷基本都存在以下两个问题:一是翘头前后位置的板材存在显著的厚度差,最大可达到0.1mm以上;二是异常卷都是1#加热炉的加热坯,由此推测可能是由于板坯的温度波动造成了带钢纵向厚差。

图1 AG700L开平后翘头现象
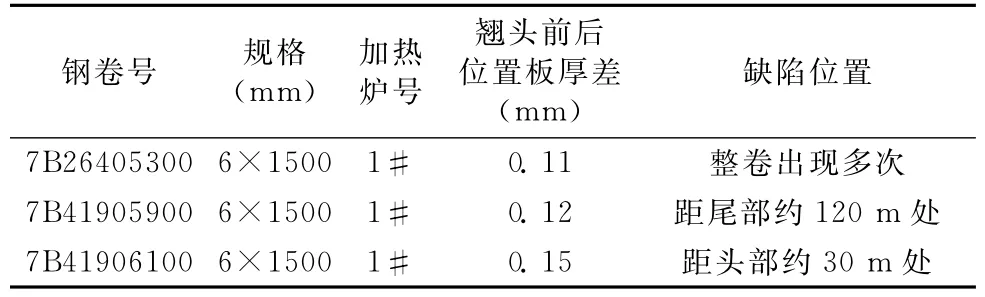
表1 钢卷异常信息
调查异常卷7B41906100精轧入口温度FT0曲线(见图2)发现:中间坯温度沿长度方向上呈现6个间距基本相等的温度陡降区(如图2实线圈识),4个间距基本相等的温度缓降区(如图2虚线圈识),这种周期性等距分布的温度变化规律与加热炉水梁的布置形式完全吻合,见图3。加热炉高温段共有10根水梁,其中6根固定梁,4根步进梁,每根梁等距分布,间距1070mm,由此推断6个温度陡降区对应的是加热炉的6根固定梁的位置。同时,中间坯头部4m处的温度陡降幅度最大,此时中间坯厚度43mm,成品目标厚度6mm,推算此温度陡降区在成品卷的位置应该是距头部28m左右。而开平时该卷翘头的位置在距头部约30m处,两者基本吻合。应当指出,此温度是精轧进钢前的FT0温度,是板坯出炉后一定程度均匀化的结果,实际的炉内温差应大于图2所示温差。

图2 钢卷7B41906100精轧FT0温度曲线
1.2 现场验证
针对以上调查结果,跟踪验证现场实际情况。利用1#加热炉大修时间,对炉内水梁状况进行检查,发现高温段固定水梁确实存在多处耐材剥落现象,部分水梁甚至直接裸露在外,见图4。
根据以上数据分析及现场验证结果推断:1#加热炉固定水梁耐材剥落造成板坯水梁黑印,由此造成板坯加热不均引起带钢纵向厚差,同时引起带钢性能的波动,从而产生开平翘头。
发现加热炉水梁耐材剥落问题之后,对炉底所有水梁全部重新修复和铺设耐材,大修后,板坯水梁黑印缺陷明显改善,同时针对AG700L严格执行工艺参数规范,保证足够的加热温度和在炉时间,使板坯温度尽量均匀化,后续生产中,AG700L未再出现开平翘头问题。
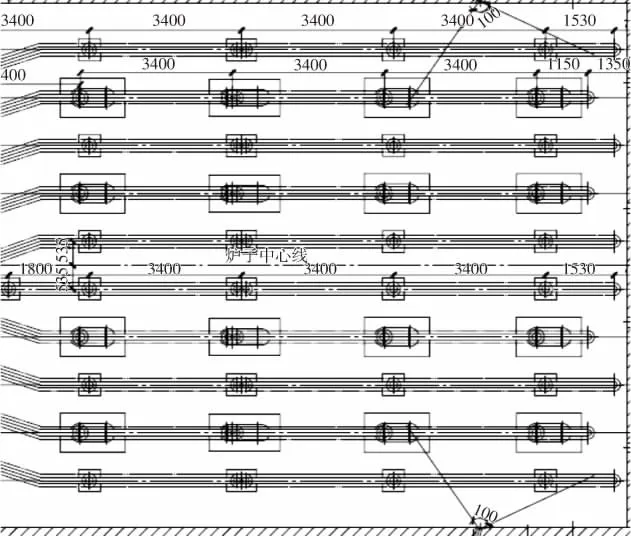
图3 加热炉水梁布置图

图4 加热炉水梁耐材剥落照片
2 原因分析
2.1 加热温度对带钢性能的影响
AG700L采用C-Mn-Nb-Ti微合金化成分体系,合金强化的主要机理是固溶强化和析出强化。实际生产中高温段加热温度控制在1240~1300℃,目标温度1270℃。对不同加热温度实验的性能分析表明[1,2]:加热温度在1209~1272℃范围内,屈服强度明显增加,可提高90~100MPa,是强度提升最显著的阶段。在目标温度1270℃时,屈服强度达到694 MPa,在控制温度的下限1240℃时,屈服强度只有650MPa,两者相差44MPa。而炉底水梁黑印造成的板坯温度陡降区恰好在强度显著波动区域,由此可以产生强度的显著变化(见图5)。

图5 加热温度与屈服强度变化的关系
2.2 带钢性能对开平板平直度的影响
开平机在进行矫平时不仅要克服带钢的原始曲率,同时也要对带钢实施一定程度的反弯以克服板带的挠度曲率,即开平机压力等于板带原始曲率与压下挠度曲率之和[3]。在来料规格确定的情况下,带钢的强度成为影响矫平曲率的主要因素,如果来料强度突然降低,带钢弯曲就会相应增加,开平板会出现翘头的现象。如果此时为保证开平板的平直度,将开平机进行调整,抬起辊缝,则在后续开平中强度恢复到正常水平时,弯曲减小,开平板出现下扣现象。
3 结论
(1)加热炉炉底水梁耐材剥落造成板坯加热不均是引起AG700L开平翘头的主要原因。
(2)加热炉炉底水梁黑印造成的板坯温度陡降,导致带钢强度的显著波动,在开平过程中引起反弯率的变化,从而产生翘头。
