83 m架高打桩船桩架制造工艺
2018-03-24谭新东顾文捷
谭新东,顾文捷
(泰州口岸船舶有限公司 技术中心,江苏泰州 225313)
0 引言
83 m架高打桩船是一艘大型打桩专用工程船,适应沿海海域多点锚泊作业和近海航区调遣,也可兼作起重使用,能打码头桩和桥梁桩。作业海域海况按蒲氏7级风设计,在蒲氏6级风以下使用。设计有义波高约H1/3=0.8 m,水流速度≤3.0 m/s(6 kn),作业水深20 m。桩架为打桩船的主要工作设备,锤击沉桩和吊举重物均要通过桩架进行。本打桩工程船桩架质量为210 t,桩架长度为76 m。
1 桩架主合拢胎架的制作
1.1 胎架的准备
桩架在2号5万吨船台前总组场地制作合拢[1],采用分片建造法建造,主体结构呈倒三角形,在胎架上组装。按桩架胎架图在总组平台面上制作桩架整体胎架[2]。
1.2 地线勘划
先在总组面上定位胎架首尾端的位置,需将桩架底部前支脚位置朝向船台设置,用激光经纬仪划出中间管中心线,并在距中心线1 m处设置一根检验线,以便检查中心线的偏差。以中间管中心线开出平台3的角尺线,根据首尾端管中心尺寸(3100,10400)划出左右两管中心线。根据三根管的中心线划出3平台、起重平台、吊锤平台位置线,然后根据桩架理论线图依次划出各平台位置线,最后划出各胎架支撑架的十字位置线,具体划线如图1所示。地线勘划完毕后,需报检合格后方可放置胎架。
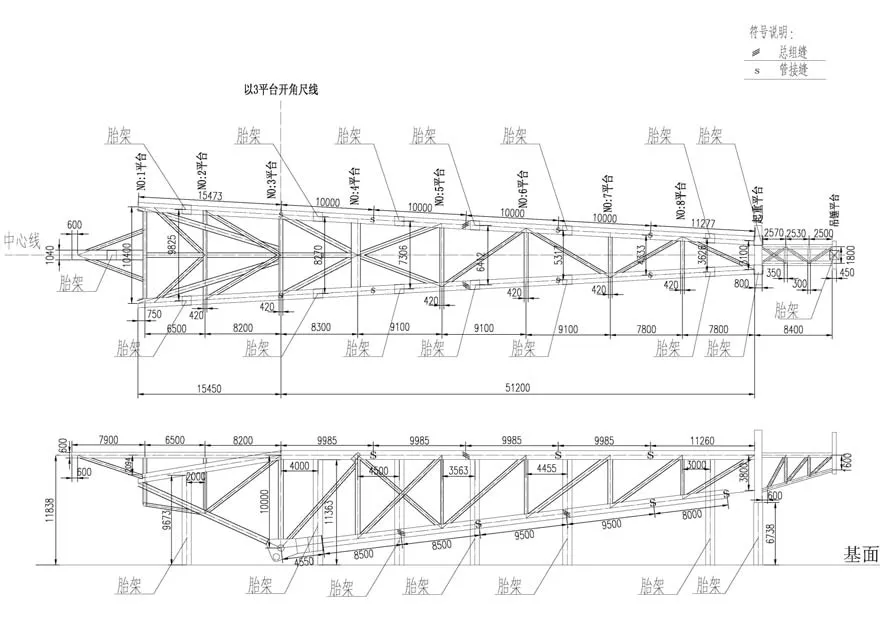
图1 胎架示意图
1.3 胎架的制作
胎架的制作过程按如下步骤进行。
1)胎架搁置
中心位置胎架及管卡板需垂直于中心线,两舷侧胎架及卡板需与中心线偏离3°,使其垂直于两舷侧管中心位置线。
2)胎架上口管卡板设置
需用激光经纬仪将两舷侧中心线引至胎架上口平台面,然后在桩架上口平台面开角尺线,开出的角尺线即为模板横向中心定位线。
3)胎架上口管卡板定位
两舷侧位置按照11363定位高度拉钢丝线,定出每个桩架平台至钢丝线中心高度。根据高度值修正胎架卡板下口余量,修正到位后吊上平台面安装。中心位置卡板中心钢丝线为一斜直线,操作方法与两舷位置相似。
桩架合拢时共计需21只胎架,根据现场实际情况需对胎架管进行适当辅助支撑加强。
所有支撑胎架管下口需与地面预埋铁有效焊接,无预埋铁位置需加斜支撑加强。
胎架制作完毕后需报质检部门认可,确认无误后方可吊装桩架合拢。
1.4 胎架的定位
将焊好后的胎架按定位十字线竖起,检测其中心线是否与平台管中心线对准,前后、左右垂直。后主管第一根胎架中心距桩架后夹脚轴承座孔中心向前3 017 mm定位,后主管的其它胎架按图纸标识间距定位。完毕后用激光经纬仪或者拉钢丝线,找出胎架高度线(此线为一倾斜直线),校正模板中心高度,最终安实际尺寸切割模板,打磨完毕。同样,前主管胎架按照此方法设置胎架卡位模板。
胎架竖立好找准后,检测胎架的高度是否符合桩架胎架图的要求,前主管中心是否在一个水平点上,并测量两前主管胎架中心线的距离是否符合要求。误差需控制在±1 mm以内。
2 桩架建造工艺
2.1 组装要点及四分线设置
1)组装要点
相邻两主管的纵向接缝相差180°,并确保合拢后管的纵向接缝在左右两舷方向,严禁卷管缝出现在上下口位置。
2)管对接前四分线的设置
将管对接缝隙转动到水平位置,用一校直木样条上搁水平尺找出水平位置线,并在木样条上标出中心线。上下口用线锤找出管上下口中心位置。最后将四分线全部用样铳打上100 mm长度的样铳点。所有管按以上方法依次划出四分线,管节点放样按四分线展开的薄膜样板划线,管两端位置标划清楚。管子上应标出编号及上下位置,以免安错位置。
2.2 桩架前主管分片小组
1)地线勘划
在总组胎架旁地上划出两管中心线及各平台中心线,划出撑管中心线,勘划完毕后逐一检测主管与撑管之间的对角线是否相等。
2)胎架制作
此前主管采用龙口面做小组胎架面,用角钢等型材、卡位模板做左右主管的平台胎架,胎架高度约800 mm,宽度约为1 000 mm,保证模板胎架中心线对准管中心线,检测模板的平直度,检查无误后将胎架加支撑,固定焊牢,报验合格后方可吊装。
3)吊装前主管
将左右两主管依次吊上平台胎架,管的中心线与模板中心线对准,纵向端口线需与各平台线标注尺寸保持一致,并需控制两端横截面在同一平面内。相邻两管的纵向接缝相差180°,并确保合拢后管的纵向接缝在左右两舷。两管定位后,测量两管中心线之间的距离是否符合图纸要求。
将两主管支架的撑管、平台管从上至下逐一吊上平台胎架,进行定位,管的轮廓线与地线的位置线校准,定位焊。
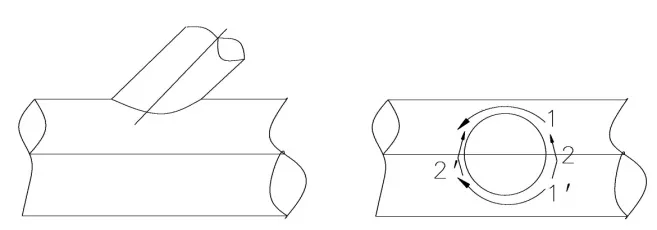
图2 双数焊工对称施焊
平台5与平台6之间的主管接缝不焊,待翻身至主胎架合拢时再焊接。
焊接过程[3-4]中先焊主管对接缝,后焊支架与主管的焊缝。每条焊缝应在一个热周期内完成,尽可能避免中断。采用双数焊工对称施焊时,焊接顺序如图2所示。
采用单个焊工单独焊接一个管节点时,焊接顺序如图3所示。
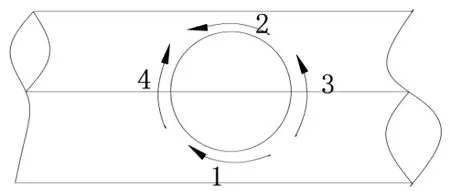
图3 单个焊工单独焊接
各焊接参数如表1和表2所示。须注意,实际操作时焊接工艺参数允许上下15%调节。前片建造完毕后反线要求:两前片建造完毕后为方便在总组胎架面的合拢及检测,需将地面中心线反至前片的各平台下口,并偏移1 000 mm打上检验线及样铳眼。各平台中心线也须反在平台箱梁下口并做好标记。
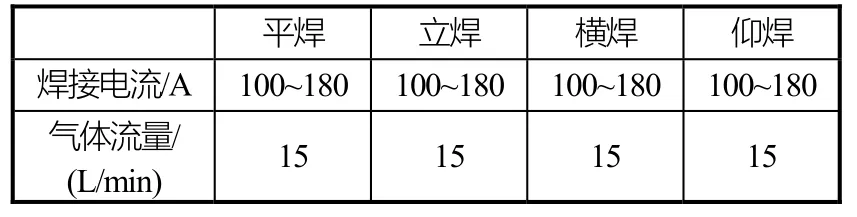
表1 主管氩弧焊打底的参数
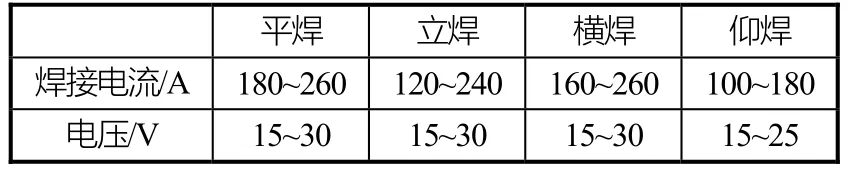
表2 CO2药芯焊丝气体保护焊参数
3 主桩架合拢
3.1 桩架后夹脚预定位
将组装好的后夹脚吊上胎架平台,将后夹脚中心轴承孔横向定位于3号平台线,纵向中心与桩架中心线保持一致。在撑杆转轴下方搁置400 mm高钢支撑箱或圆钢管,将后夹脚慢慢向下搁置,一直座落至胎架9的卡板及支撑箱上面,核对中心线及平台线,确认无误后将后夹脚定位焊牢。
3.2 后主管定位
后主管分五小片吊上胎架进行合拢,为防止调整纵倾时钢管的滑动,需对钢丝绳做双扣捆绑形式。吊装合拢时靠后夹脚的管需预先合拢,划出对管中心线及外圈轮廓线。第一根后主管与后夹脚组装完毕后将第二根后主管吊装合拢需缓慢对接至第一根管合拢端口,另一端顺势搁置于胎架的模板面。粗定位后,核对管中心线与地线的纵向偏差,高度偏差,横向偏差三者均需控制在±1mm。第二根管定位完毕后,再依次吊装后面的管,按照前面方法定位及检测。在复检无误后,用马板将所有管定位好后再焊接。
3.3 前主管定位
前主管也分两大片吊上胎架进行合拢,将对接好的第一片(此片做定位片)前主管翻身后吊上胎架,前后按平台6~8轮廓线找准位置,两端横截面中心线与卡位模板中心线对准,片中心线与中纵线重合(用偏移的1 000 MARK检验线核对),比对管中心线与地线的偏差值是否满足要求,其偏差应控制在5 mm以内,完毕后用水平软管检测其四角水平,定位焊。然后吊装第二片前主管,一端中心线对准定位管中心线,另一端中心线垂直平台中心线,用水平软管检测四角水平,定位焊。
3.4 两侧斜撑管以及中间平台的安装
除平台1即抱桩平台需预制外,其他平台均需逐一吊装至总组段上安装。斜撑管的安装顺序如图4所示,按自上而下,自左向右安装。
3.5 吊桩平台及吊锤平台的安装
起重平台与吊锤平台分别制作完毕后与中间连接管总组成一个小段后再与主管合拢[5]。
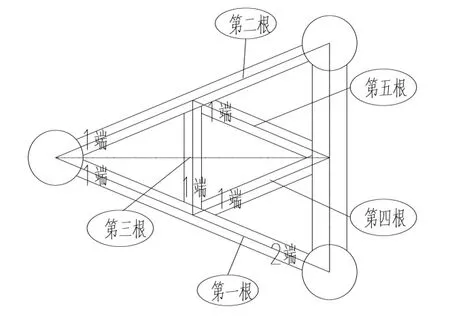
图4 平台管安装顺序图
合拢前在吊桩平台下口需标划上主管位置线和外圈的100 MARK检验线,供合拢对位检验用。吊装时水平软管测量横向水平,垂向投影线与地上平台位置地线对准后,与胎架撑牢加固定位后再焊接。
4 桩架龙口吊装
吊装前根据桩架两前支管中心线,用激光经纬仪找点,拉出龙口高度定位线,并拉出桩架中心线。吊装龙口,定位时其中心线与桩架中心线对准,两边锤滑道与两条高度定位线平齐,龙口上下端对准桩架上相应位置,定位。
5 铸、锻件镗孔时机
1)后夹脚下拔销轴承座:桩架结构全部制造完毕后精镗到位;
2)后夹脚撑杆转轴轴承座:在精加工车间精镗到位后分段安装;
3)滑道上拔销轴承座:桩架结构全部制造完毕后精镗到位;
4)前支脚套筒铸钢件:桩架结构全部制造完毕后精镗到位;
5)前支脚本体套筒锻钢件:待分段合拢完毕后在象鼻梁上安装,焊接结束后拉线精镗到位;
6)变幅油缸底座锻钢件:待桩架船台合拢定位完毕后,现场精镗到位。
6 注意事项
前支脚轴中心及后夹脚上下拔销轴中心、变幅油缸底座轴中心线平行度控制有如下注意事项。
1)上下插拔销轴中心需按照定位尺寸定位施工,最终二轴拔销孔中心线平行度控制在0.05 mm以内。
2)为保证前支脚轴中心与前支脚座轴中心、后夹脚上下插拔销轴中心的平行度,须严格控制各轴安装时与中心线、平台角尺线的尺寸数据,如发现超差须及时整改。另前支脚安装时须综合考虑后夹脚与前支脚座的轴中心平行度误差,在将两者安装尺寸确定并比对后,再依据最终调整的尺寸安装前支脚座。安装焊接时需随时监测前支脚两边同心度,须严格控制焊接变形。
3)变幅油缸底座安装时须在打桩船主船体合拢结束后安装,安装时须开出前支脚中心线、角尺肋位线作为安装基准线。先粗定位,在复核完实际测量数据不超过镗孔余量(余量12 mm)后方可烧焊,最后进行变幅油缸底座的精加工。
7 结论
打桩船桩架的装配和焊接工艺程序是保证桩架建造质量的根本。严格遵循科学规律,用科学的态度制订合理的施工工艺程序,并切实遵守工艺程序施工就可以保证桩架的安装质量。本文对83 m架高打桩船桩架的建造方案、焊接工艺、检验措施进行了详细的研究,并制定了桩架的装配焊接工艺流程。实船焊接结果表明,通过此工艺装配焊接的桩架,焊接变形较小,装配精度满足要求。
[1]中国船级社. 钢质海船入级与建造规范[M]. 北京:人民交通出版社, 2015.
[2]徐兆康. 船舶建造工艺学[M]. 北京: 人民交通出版社, 2000.
[3]吴纯辉. 船舶焊接工艺[M]. 哈尔滨: 哈尔滨工程大学出版社, 1996.
[4]芮树祥. 焊接工艺学[M]. 哈尔滨: 哈尔滨工程大学出版社, 1998.
[5]施克非. 船舶装配工[M]. 北京: 国防工业出版社,2008.
