SNCR选择性非催化还原法脱硝技术在重油催化裂化装置的运用
2018-03-23吴章柱王本玲戴琴荣于兆臣
吴章柱,王 澍,王本玲,戴琴荣,张 磊,于兆臣
(中国石油广西石化分公司,广西 钦州 535008)
1 SNCR工艺流程
1.1 SNCR反应原理
选择性非催化还原(Selective Non-Catalytic Reduction,SNCR)工艺以炉膛作为反应器,在800~1 100 ℃的温度条件下,无催化剂存在的情况下,将还原剂氨(一般是氨或尿素)喷入烟气中,使NOx还原生成氮气和水,且无有害副产物生成。SNCR工艺利用炉内的高温驱动氨与NOx的选择性还原反应,因此不需要昂贵的催化剂和体积庞大的反应塔,具有投资低、停炉安装期短的特点,是一种经济实惠的脱硝技术。
SNCR脱除NOx的机理是利用氨(NH3)等还原剂在注入锅炉之前雾化或者注入锅炉后靠炉内的热量蒸发雾化,在炉内条件下气相的氨将NOx还原为N2和H2O。在800~1 100 ℃温度范围内,NH3还原NOx的主要反应为:

1.2 SNCR工艺流程
图1为SNCR工艺的流程示意。CO焚烧炉的SNCR脱硝系统以氨水作为反应剂。来自界外的液氨进入聚结器,除去其中的杂质和水后进入液氨储罐储存。液氨储罐中的液氨通过自压进入氨水制备器与自界外来的除盐水混合后制成质量分数20%的氨水溶液,制备好的20%氨水进入氨水储罐储存,之后通过氨水泵输送到SNCR脱硝区使用。
由图1可见,来自氨水储罐的20%氨水经精确计量后进入氨水混合器中,除盐水通过除盐水泵加压后从除盐水罐输送至氨水混合器,混合后的稀氨水进入喷枪。自界外的雾化风减压后按一定比例进入喷枪,将稀氨水雾化,雾化后的氨水液滴喷射入炉膛,与烟气中的NOx反应生成N2和H2O。此外,每支喷枪还配有冷却风系统,防止喷枪因温度过高而减少使用寿命。
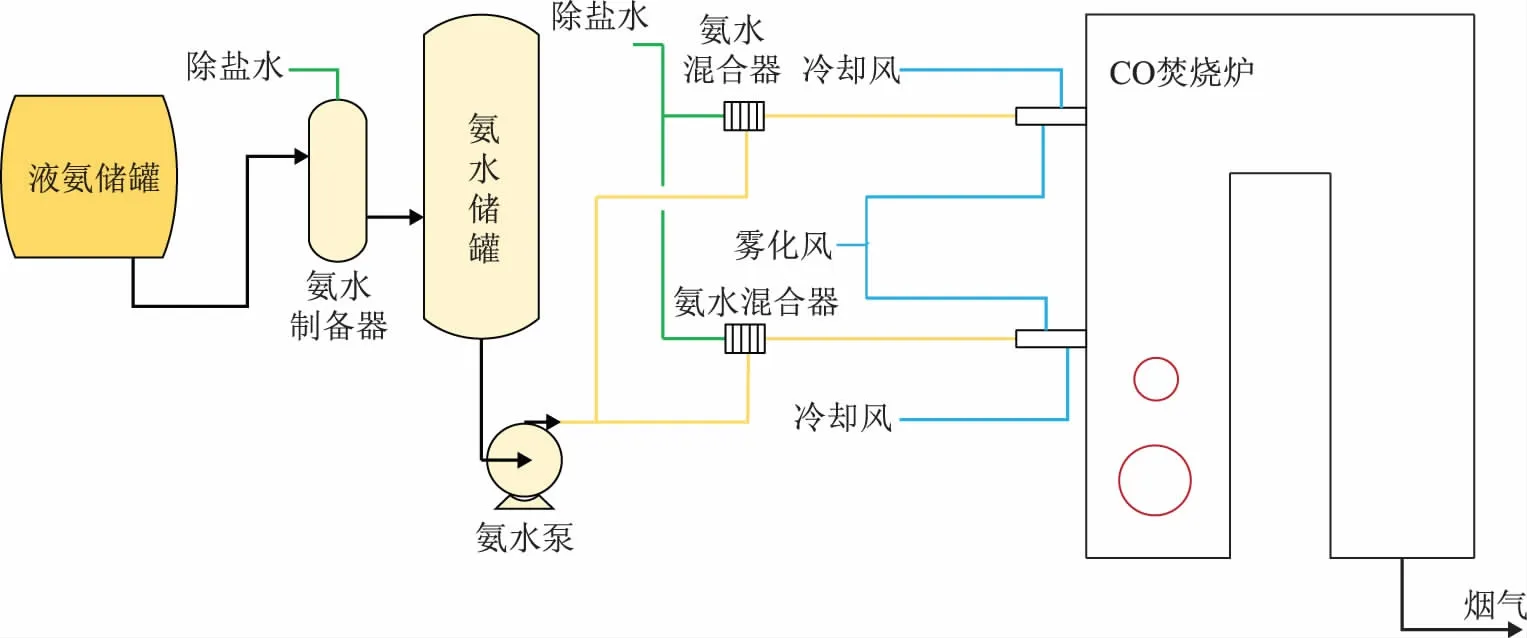
图1 SNCR工艺流程示意
图2为SNCR工艺中喷枪位置示意。由图2可见:系统有2个喷射区域,共12支喷枪;喷射一区位于CO焚烧炉17 500 mm位置,以圆周形式均匀分布6支喷枪;喷射二区位于CO焚烧炉22 500 mm位置,以圆周形式均匀分布6支喷枪。两个喷射区域用来适应焚烧炉负荷的变化。CO焚烧炉的热电偶安装位置位于图2中火嘴上方烟道水平管。
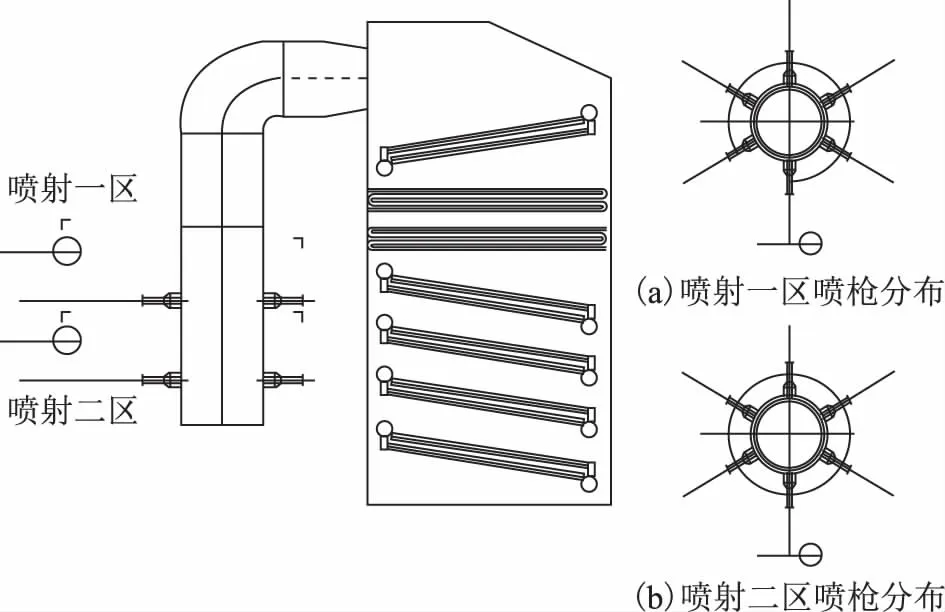
图2 SNCR喷枪位置示意
2 结果分析
2.1 CO焚烧炉入口烟气参数及脱硝操作参数
催化装置CO焚烧炉通过补燃燃料气将催化裂化再生烟气中的CO进行燃烧。CO焚烧炉入口烟气参数如表1所示。
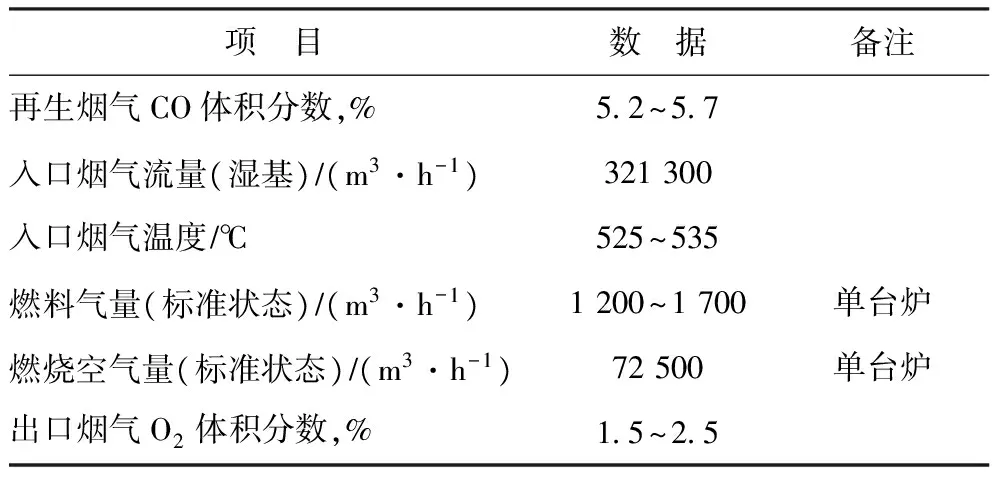
表1 CO焚烧炉入口烟气参数
SNCR脱硝单元的操作参数如表2所示。
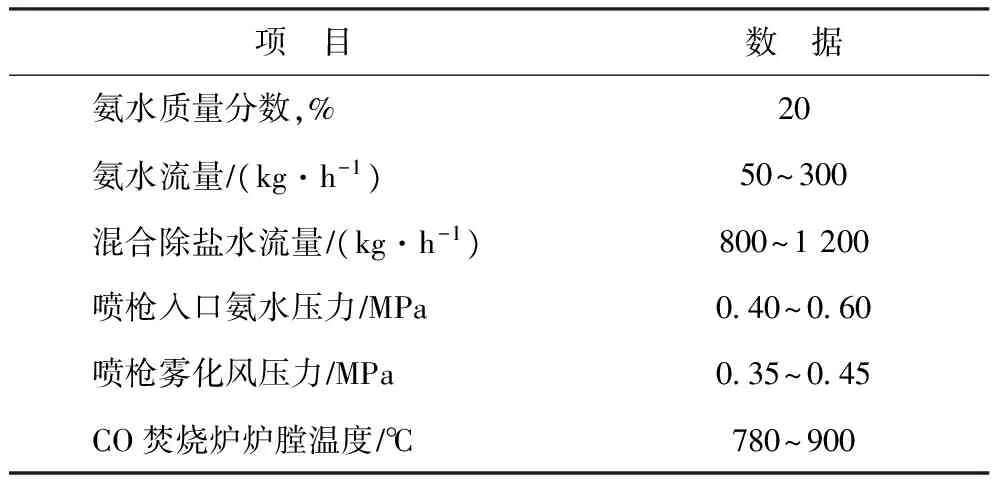
表2 SNCR脱硝操作参数
2.2 烟气NOx浓度与炉膛温度的关系
对于催化裂化工艺,再生温度一般在700 ℃左右,CO焚烧炉的炉膛温度一般也仅有900 ℃左右,并非热力型NOx生成的适宜温度。瞬时型NOx的生成受温度影响较小,但其生成效率非常低[2-4]。本套催化裂化装置为不完全再生型催化裂化装置。在不完全再生情况下,烟气中会存在HCN和NH3,烟气中的HCN和NH3在CO焚烧炉中与O2反应生成NOx,同时不完全再生过程产生的CO也促进NOx进一步转化为N2[2]。图3为烟气中NOx的浓度随炉膛温度的变化情况。从图3可以看出,炉膛温度越高,NOx的浓度越高,烟气中NOx的浓度随炉膛温度呈线性增长关系。
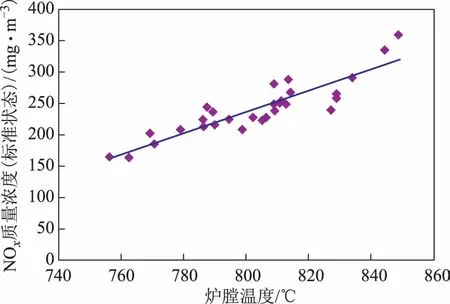
图3 烟气NOx浓度与CO焚烧炉炉膛温度的关系
2.3 脱硝效率与炉膛温度的关系

图4 炉膛温度与脱硝效率关系趋势
2.4 脱硝效率与氨水注入量的关系
控制炉膛温度为脱硝效率最高时的800 ℃,考察氨水注入量从50 kgh增大至280 kgh时脱硝效率的变化情况,结果见图5。从图5可以看出:随着氨水注入量增大,脱硝效率逐渐增大;在氨水注入量为50~160 kgh范围间,脱硝效率快速增长;当氨水注入量大于160 kgh时,脱硝效率增长变缓。
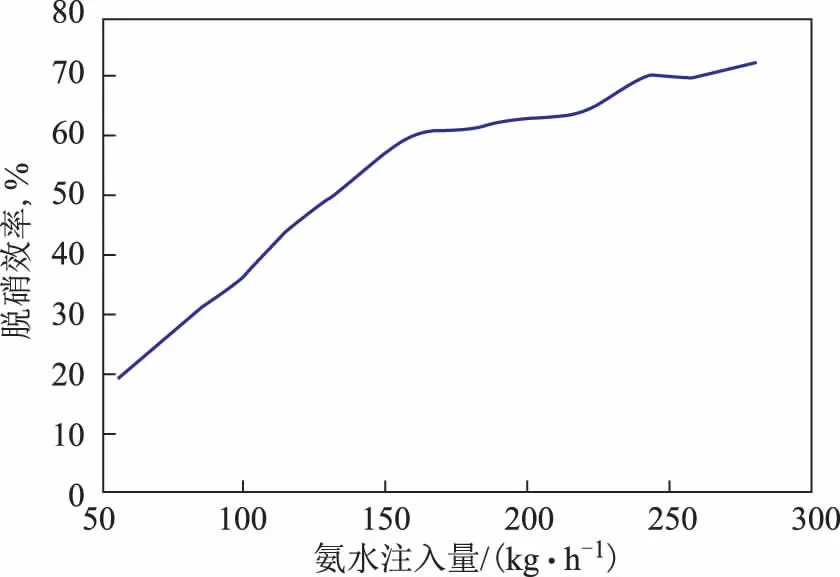
图5 脱硝效率与氨水注入量的关系
2.5 脱硝效率与喷射区域的关系
SNCR工艺在设计过程中,根据CO焚烧炉的负荷选择使用的喷枪。当焚烧炉低负荷运行,炉膛温度较低时,采用下层喷枪注入氨水。当焚烧炉负荷较高,炉膛温度较高时,采用上层喷枪注入氨水。在CO焚烧炉负荷为85%~90%,氨水注入量为200 kgh时,测试分别使用上下两层喷枪的效果,结果如图6所示。从图6可以看出,当炉膛负荷较高时采用上层喷枪效率时的脱硝效率比使用下层喷枪时的脱硝效率平均高10%~15%。
2.6 脱硝效率与氨逃逸量的关系
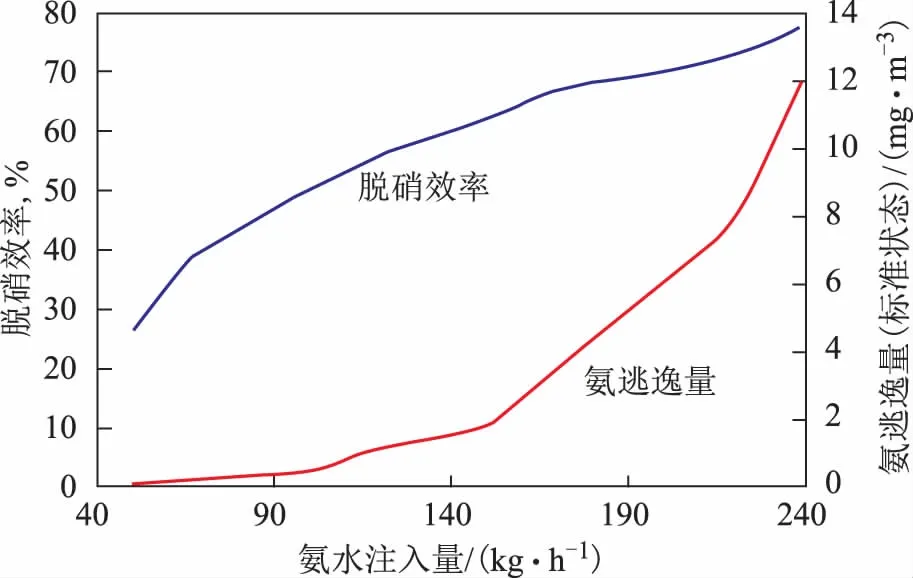
图7 脱硝效率与氨逃逸量的关系
在脱硝过程中,气态NH3除了与烟气中的氮氧化物NOx发生反应,还同时与烟气中的SO3在低温下发生副反应,生成硫酸铵和硫酸氢铵。硫酸铵在高温状态下易分解为硫酸氢铵。硫酸氢铵呈酸性,腐蚀性极强[5]。SNCR工艺设计氨逃逸量为8 mgm3(标准状态),工业实际运转中,在保证较高脱硝效率的情况下,一般控制较低的氨逃逸率以降低硫酸铵和硫酸氢铵的生成,保证设备长周期运行。另一方面,较高的氨逃逸也会造成烟气脱硫外排污水的氨氮含量过高。在炉膛温度795~805 ℃下,逐渐增加氨水注入量,测试了氨逃逸量随氨水注入量的变化情况,并与脱硝效率随氨水注入量的变化情况一起绘制于图7中。从图7可以看出:随着氨水注入量增大,脱硝效率增大,氨逃逸量也随之增大;当脱硝效率低于60%时,氨逃逸量低于3 mgm3(标准状态);当脱硝效率高于60%时,随着氨水注入量增加,氨逃逸速率快速增大;当氨水注入量达到220 kgh时,氨逃逸量达到设计值8 mgm3(标准状态),此时脱硝效率为72%。
2.7 SNCR工艺对CO焚烧炉及烟气脱硫外排污水的影响
SNCR工艺在CO焚烧炉上进行改造,并在运行过程中向CO焚烧炉中喷入少量氨水及除盐水。当喷入除盐水的量为1 000 kgh、注入20%氨水的量为200 kgh时,对焚烧炉炉膛温度、压力及对烟气脱硫外排污水的影响见表3。从表3可以看出,炉膛压力无变化,炉膛温度下降5 ℃,对CO焚烧炉的操作和烟气脱硫洗涤塔外排污水的pH及氨氮含量无影响,CO焚烧炉出口烟气的NOx浓度(标准状态)由200~400 mgm3降低至70~130 mgm3。
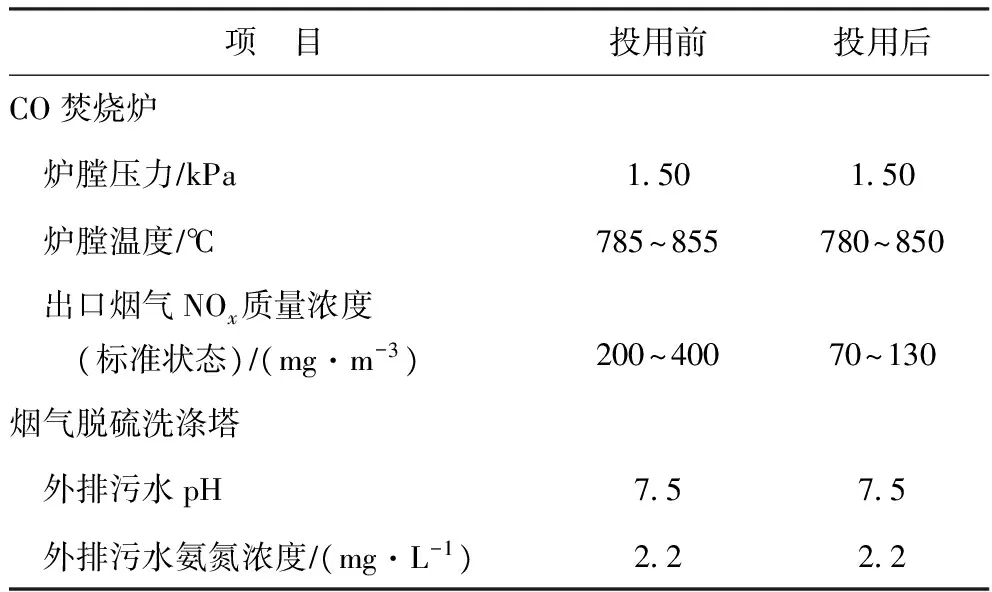
表3 SNCR脱硝投用前后相关参数变化
3 结 论
广西石化通过对CO焚烧炉进行技术改造,使用SNCR工艺进行烟气脱硝,将催化裂化装置出口烟气中NOx的质量浓度(标准状态)由改造前的200~400 mgm3降低至改造后的70~130 mgm3,排放值满足《石油炼制工业污染物排放标准》中大气污染物NOx排放值不大于200 mgm3(标准状态)的要求,实现了达标排放,并对催化裂化装置CO焚烧炉炉膛温度影响很小,对炉膛压力及对烟气脱硫装置外排污水的pH和氨氮含量无影响。SNCR工艺操作简单,改造量小,物耗、能耗低,在氨逃逸量小于设计值8 mgm3(标准状态)的情况下脱硝效率高达72%。
[1] 张磊,田文君,熊新军,等.开工汽油技术在广西石化3.5 Mta催化裂化的应用[J].化工技术与开发,2011,40(10):69-71
[2] 陈俊武,许友好.催化裂化工艺与工程[M].3版.北京:中国石化出版社,2015:1512-1514
[3] 魏晓霞,齐慧敏,王明星,等.分区控氨技术在炼油厂选择性催化还原烟气脱硝中的应用[J].石油炼制与化工,2017,48(5):76-80
[4] 黄富,王清和,宋春峰,等.烟气脱硫脱硝技术在催化裂化装置中的应用[J].石油炼制与化工,2017,48(10):56-59
[5] 马健,李元,蒲亨林.SCR脱硝系统中控制胺盐的烟温选择和预热器适应性改造[J].东方电气评论,2016,30(118):27-35
