自动横向埋弧焊的探索和研究
2018-03-22许立新张翼飞王钱浦朱庆
■ 许立新,张翼飞,王钱浦,朱庆
1. 概述
中国经济发展遇到了一个好的时代,中国造船也同样遇到了一个崭新的时代。目前,科技高速发展,制造业智能化、自动化发展迅速,而反观造船过程,目前还是大量采用手工焊和CO2半自动焊进行船体焊接,远远不能满足中国造船的发展趋势。以劳动密集型和资金密集型的方式进行生产的船体,根本不能满足时代发展的需求。而船体大量横向焊缝的焊接,依靠CO2半自动手工焊,已经适应不了船舶建造的要求。因此,我们进行自动横向埋弧焊的工艺探索和研究,将其应用于船体焊接,从而以高效、自动的焊接方法和优质的产品质量满足生产和时代发展的需求。
2. 自动横向埋弧焊机的现状及优势
自动横向埋弧焊机是一种自动化的焊接设备,是由CO2自动全位置焊接小车演变而来,具有埋弧焊不怕风、无弧光、绿色环保的优点,电弧稳定,整条焊缝的焊接一气呵成,没有手工焊的大量接头,成形美观,填充金属熔敷率高,能够确保焊接参数的准确率,保证产品质量及客户要求的实现。自动横向埋弧焊设备可以拆卸,设备轻便、灵活,操作人员只需经过短期的培训,有埋弧焊操作证就能操作焊机进行焊接,持证上岗就能满足船级社要求,在船体建造中能够得到广泛的应用。
(1)第一代自动横向埋弧焊机 是一种大型的自动化专机,在石油储罐、反应锅炉、压力容器的制造企业得到广泛应用,使用范围广(见图1)。可用于10~40mm(单侧坡口)不同等级和使用要求的各类材料(能适应埋弧焊工艺的各类材料)。对气候和环境要求低,适应野外作业,抗风能力强(CO2焊接风速要求<2m/s)。与CO2焊接工艺相比,焊接效率高。一名焊工采用CO2焊完成板厚20mm,长度为12m的横对接焊缝的时间大约为6h,采用自动横向埋弧焊的时间约为4h,同时降低了对焊缝间隙的要求(间隙0~3mm)。由于是机械操作,大大降低了人为因素对焊缝质量的影响,所以焊接内外质量都明显提高,降低了劳动强度,改善了作业环境。但设备尺寸比较大(由设备操作架、送丝机构和焊剂托带组成),调运和行走都不太适合在船上运用。
(2)第二代埋弧焊机 国内有一些横向埋弧焊机的生产厂家,它们的机械结构整体较重,并且在轨道上行走,硬质轨道与轨道衔接处很难做到平滑过渡,船体外板带有一定的弧度则无法进行焊接,另外铺设轨道的时间较长,在轨道接头处容易造成焊接缺陷。第二代横向埋弧焊机现场使用如图2所示。焊缝成形情况如图3所示。
(3)第三代自动横向埋弧焊机 该焊机是在全位置焊接小车的基础上进行的改进,有软硬两种轨道的配置,轨道只起到导向的作用,车体吸附在船体钢板上,克服了因船体线形变化而引起的焊缝线形的变化,可广泛应用于各种船体的横向焊缝(见图4)。焊缝成形情况如图5所示。

图1 第一代埋弧焊机

图2 第二代横向埋弧焊机现场使用

图3 焊缝成形情况
第三代自动横向埋弧焊机主要有以下优点:①机器的安装轻巧方便,可以灵活拆装,由一辆全位置焊接小车加上焊剂料斗部件、焊剂回收装置组成。拆除焊剂回收装置,CO2焊和埋弧焊可以相互转换。如果间隙过大,可以摆动CO2实芯焊丝打底,埋弧焊填充盖面。②采用锂电池供电,没有电源线,可以排除电源线对焊接区域的限制。同时排除了使用电源线产生的高电压在安全上的影响。③配置实时数字显示面板,实时控制电弧电压、焊接电流等焊接参数。④整车设置磁铁及磁吸附离合手柄,安装、调整位置及时到位。
3. 应用难点与改进方法
通过以上三种自动横向埋弧焊机的比较,我们通过不断的创新改进并实践,发现全位置焊接小车+送收药粉回收装置为最理想的方案之一,为在自动横向埋弧焊机船体建造中的成功应用奠定了良好的基础。

图4 第三代横向埋弧焊机基本结构

图5 焊缝成形情况
(1)送收药粉装置的改进 第一步,送收药粉装置是一个与全位置焊接小车同步的装置,因此是一个同步控制器控制的一个整体,由焊接小车控制行走速度,橡胶托粉带与船体之间通过橡胶的弹性进行贴合,当船体有一定线形时,可以通过橡胶的弹性,保证与船体之间紧密贴合,减少漏药粉的情况产生。
(2)数字显示面板的安装 自动横向埋弧焊机,安装数字显示面板,能够及时的反应实时的焊接电流、电弧电压,使埋弧焊能够满足焊接参数的要求,确保焊接质量
(3)改进成应用灵活的焊接方式 船体建造过程中,横对接线形比较复杂,当板缝间隙>3mm时,可关闭药粉回收装置,打开CO2气体装置,利用φ1.6mm实芯焊丝打底,确保背面成形良好,然后打开药粉回收装置,关闭CO2气体,接入压缩空气,进行埋弧焊进行填充及盖面。当板厚较大时,可利用双丝双电单熔池的方式,进行填充和盖面,可大大提高焊接效率。
(4)更适应现场的需要 自动横向埋弧焊机,利用平特性气体保护焊电源实现埋弧焊作业,无需添置专用的埋弧焊接电源,采用船舶制造厂家大量使用的CO2气体保护焊机和送丝机构作为焊接电源,选择使用φ1.4mm和φ1.6mm的实芯埋弧细焊丝实现单丝、双丝摆动或不摆动焊接作业,优质高效、最大化发挥焊接设备的优势。
4. 焊接工艺试验及结果
通过大量的试验及现场操作,采用GWL—W14H焊丝在横向位置进行成形焊接,成形层只需要一层,使用φ1.6mm实芯焊丝,焊接时使用GXL—122焊剂进行保护,焊接参数如表1所示。对焊接试件进行力学性能测试,结果如表2所示。同时对焊接接头进行硬度测试,测试点位置分布如图6所示,硬度结果如表3所示。

表1 埋弧焊接参数

表2 力学试验结果

图6 硬度取样分布
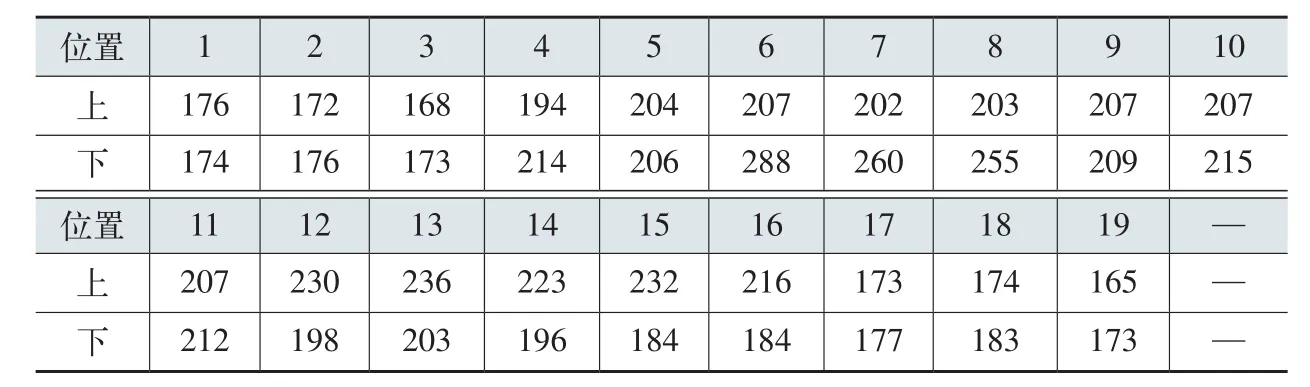
表3 硬度分布数据 (HV10)
5. 结语
通过对横向埋弧焊机的不断改进,使其使用范围得到更大的扩展,不仅仅局限于平直区域,带有较大线形的区域也可以使用。通过现场验证,横向埋弧焊机可以提高焊接自动化率,降低CO2半自动焊过程中可能产生的缺陷,提高焊接质量,减少返工作业,从而提高效率。
