基于PLC的可逆冷轧机直流调速系统设计
2018-03-21郭昊坤徐王俊
郭昊坤,徐王俊
(江阴职业技术学院电子信息工程系,江苏江阴,214405)
0 引言
钢铁行业是一个国家国民经济的基础产业,是社会发展和综合国力的重要体现,轧钢生产是钢铁行业的一个重要分支,其中冷轧钢材的生产最为复杂,其技术含量最高、难度最大[1]。
我国目前常用的冷轧机中部分还有着轧辊数多、轧制温度高、换辊复杂、配辊困难、辊系不稳定等缺陷[2-3],因此有必要对其进行研究改造。本文基于PLC设计了一种可逆冷轧机直流调速系统,以达到减少故障发生的目的,且其加工精度满足工艺要求。
1 总体方案设计
可逆冷轧机的电气系统改造,主要是为了增强设备的可靠性,提高设备的利用率。从增强可靠性来说,主要解决设备的故障问题;从提高利用率来说,主要为了提高工作效率,扩大可用度。由于可逆冷轧机调速系统的好坏直接影响到电机的运行情况,从而影响到被加工的产品质量和设备安全,故可逆冷轧机主要先考虑机床的拖动动力系统,再考虑电气的控制方式。
若采用继电器控制,则需要大量继电器,其控制电路板十分复杂,对以后的提升功能和升级改造会很大困难。而采用PLC控制的话,即以一台PLC,几个继电器和几个接触器来控制整个系统,其控制电路板的连线简单,方便将来改造升级。
如图1所示,为直流调速器的启动过程,先通入直流调速器的控制电源(AC220V),调速器端口C9输出+24V的直流电给B9端口,检测调速器控制系统是否正常工作,调速器上的端口B1和B6所接的24V继电器吸合,调速器的端口C5就输入24V电源,直流调速器控制系统启动完毕。
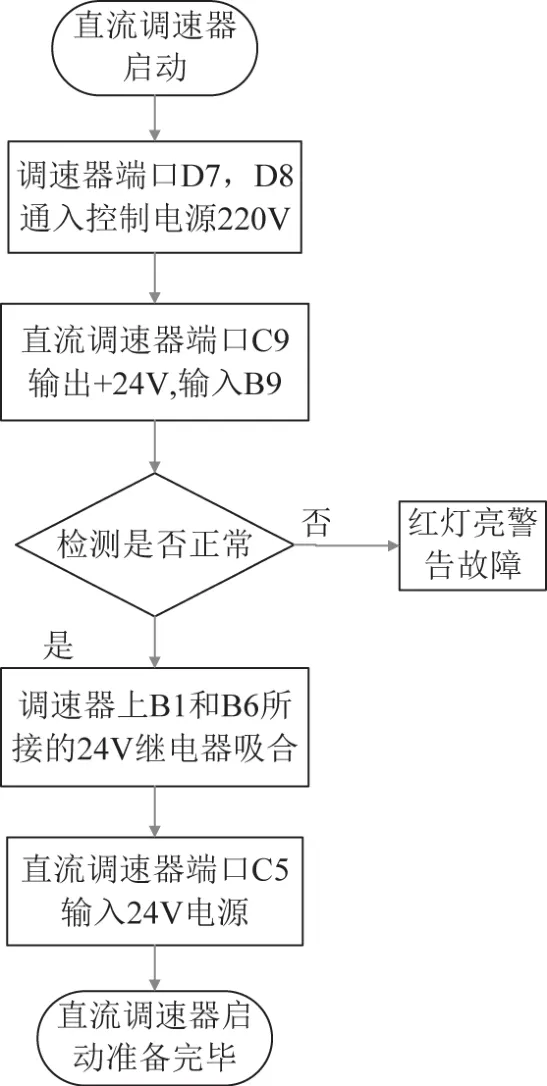
图1 直流调速器的启动流程图
如图2所示,为直流调速器启动直流电机的过程,按下启动按钮,继电器1KK1吸合,调速器端口C3输入24V电压,调速器端口D5和D6接触器吸合,直流电机散热系统启动,风机启动,直流调速器输入三相电源,调速器输出180V的直流励磁电源。
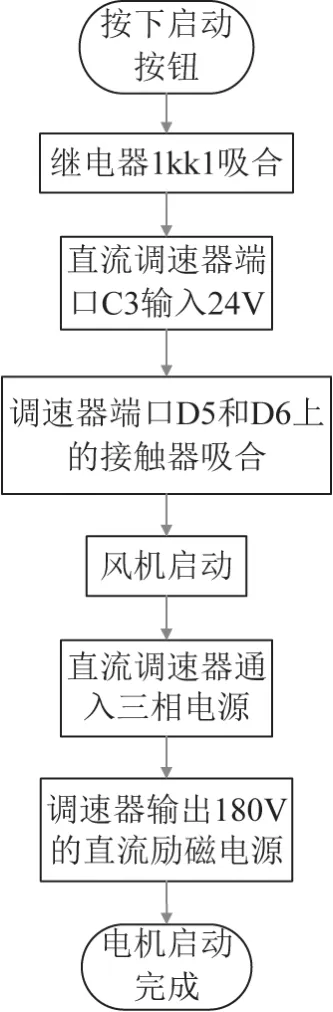
图2 直流调速器启动直流电机过程图
2 控制电路图
如图3所示,为主电路上内抬压电机和外抬压电机的电路图,OQ1,OQ2分别是内抬压电机、外抬压电机的开关电源。接触器OKM1A和OKM1B控制内抬压电机的正反转,就是控制压抬。内抬压电机和外抬压电机在设备上主要作用于调节要扎钢带的厚度。通过两台电机独立的调节辊轮之间的间隔,让辊轮挤压钢带,使得钢带变薄,生产成所需要的产品。主电路上的润滑泵电机、液压泵电机、乳化液电机、冷却泵电机的电路图及其工作原理与内抬压电机和外抬压电机相同。
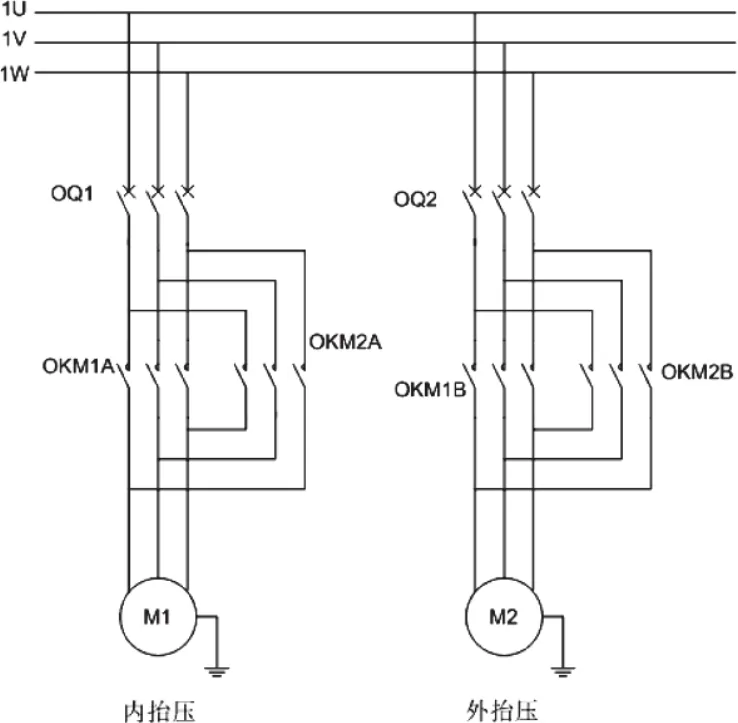
图3 主电路上内抬压电机和外抬压电机的电路图
如图4所示,为控制电路和24V直流电源的电路图,控制电路部分主要控制内外抬压电机、润滑泵电机、乳化液电机、冷却泵电机和液压泵电机,24V直流电源部分给设备中部分系统供电。该控制电路图有OKM1A,OKM1B,OKM2A,OKM2B,OKM3,OKM4,OKM6,OKM7的线圈和OKM1A,OKM1B,OKM2A,OKM2B的辅助触点。而其中的OK1,OK2,OK3,OK4则是继电器的常开触点(主要由PLC输出信号控制),控制着线圈OKM1A,OKM1B,OKM2A,OKM2B。OKM1A和OKM1B辅助触点相互互锁,跟OKM2A和OKM2B的辅助触点作用一样。线圈OKM3,OKM4,OKM6,OKM7分别由操作台上的开关OSA1,OSA2,OSA3,OSA4控制。其中还有4个热继电器分别过载保护着,符号分别为OKA3,OKA4,OKA6,OKA7。
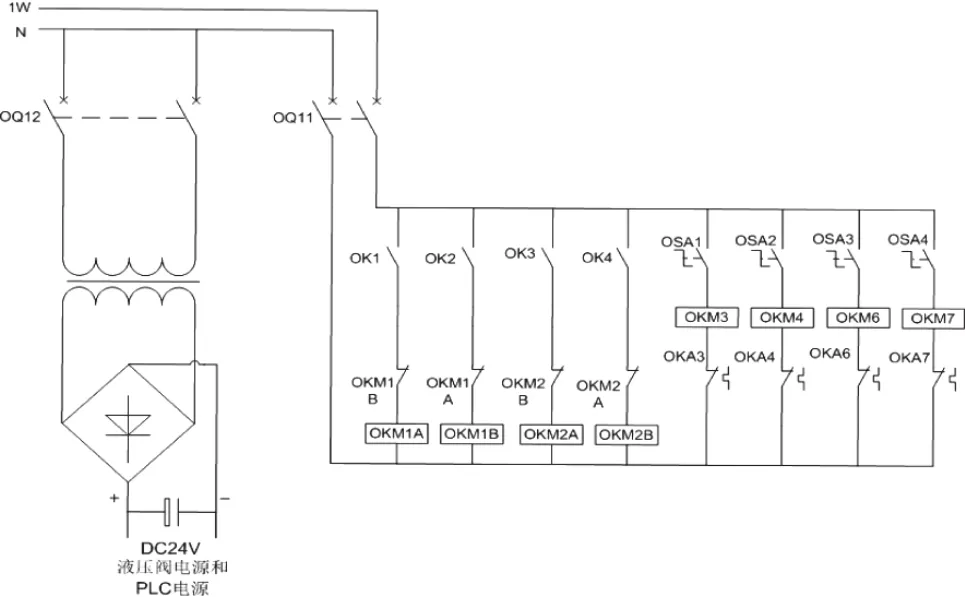
图4 控制电路和电源电路
3 硬件接线图
图5和图6为该设备控制系统PLC的硬件接线图,是设备主要控制器。图5是PLC主机,使用西门子“S7-200 CPU 226”。图6是PLC的扩展模块,使用型号“EM 222”的扩展模块。
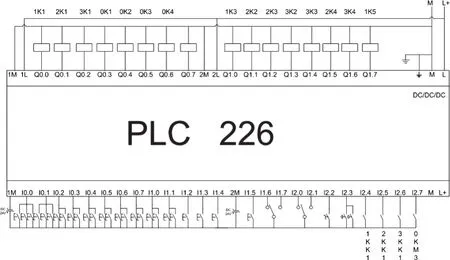
图5 PLC主接线图
以上PLC主接线图及其扩展模块接线图中的地址分配如表1所示。
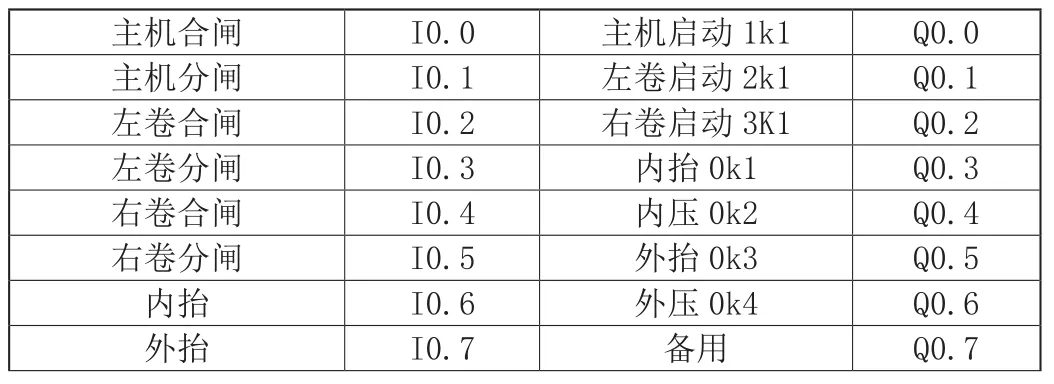
表1 PLC地址分配
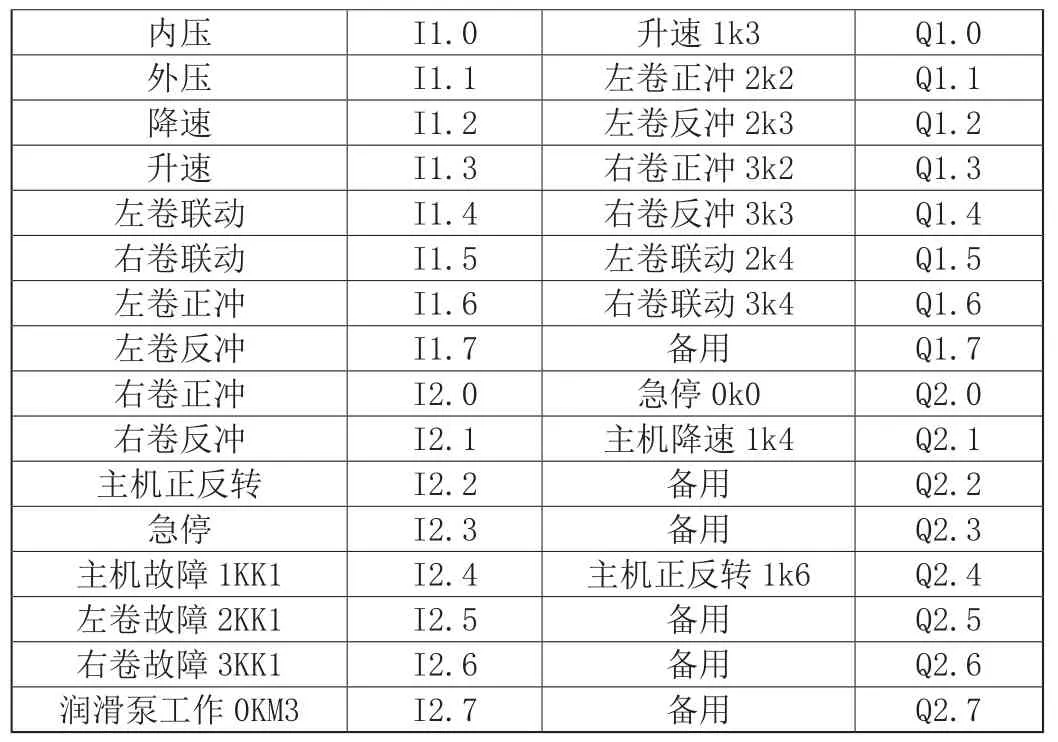
内压 I1.0 升速1k3 Q1.0外压 I1.1 左卷正冲2k2 Q1.1降速 I1.2 左卷反冲2k3 Q1.2升速 I1.3 右卷正冲3k2 Q1.3左卷联动 I1.4 右卷反冲3k3 Q1.4右卷联动 I1.5 左卷联动2k4 Q1.5左卷正冲 I1.6 右卷联动3k4 Q1.6左卷反冲 I1.7 备用 Q1.7右卷正冲 I2.0 急停0k0 Q2.0右卷反冲 I2.1 主机降速1k4 Q2.1主机正反转 I2.2 备用 Q2.2急停 I2.3 备用 Q2.3主机故障1KK1 I2.4 主机正反转1k6 Q2.4左卷故障2KK1 I2.5 备用 Q2.5右卷故障3KK1 I2.6 备用 Q2.6润滑泵工作0KM3 I2.7 备用 Q2.7
4 结语
为减少冷轧机故障发生,且不影响其加工精度的条件下,设计了一种基于PLC的可逆冷轧机直流调速系统,详细讲述了其工作原理与流程,给出了其控制电路及硬件接线图,并进行详细介绍其工作原理。
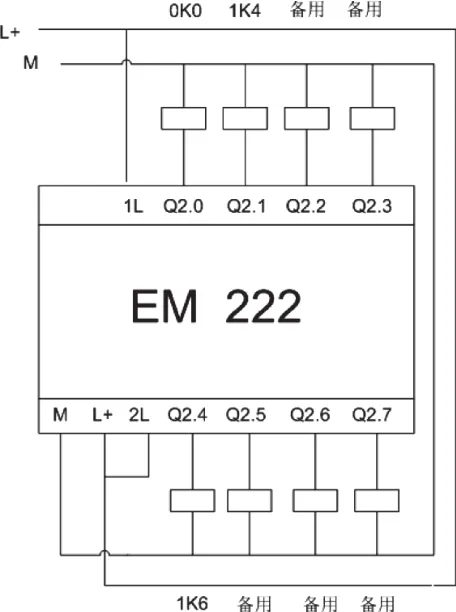
图6 PLC扩展模块接线图
[1]翁宇庆,康永林.中国轧钢进年来的技术进步[J].钢铁 ,2010,45(9): 1-13.
[2]唐荻,米振莉. 轧钢技术的现状和新发展[J].钢铁,2007,42(11): 41-44.
[3]盛佩兴.森吉米尔二十辊轧机的传动及控制系统[J].上海金属 , 1999, 21(2): 38-43.
