液压滑台式自动攻螺纹机的PLC控制设计
2018-03-16周岳斌
易 琳, 周岳斌, 刘 乐
(湖北文理学院机械与汽车工程学院,湖北 襄阳 441053)
引言
螺纹加工在机械制造的零件生产中极为常见,螺纹加工的质量将直接影响到工件的质量,从而影响到产品的质量。丝锥攻螺纹的加工主要用于加工小孔径的内螺纹,而在特殊的零件中只能用到攻螺纹的加工方法,因此,高效、精准的攻螺纹加工方法尤为重要[1]。
滑台式组合机床是以通用部件为基础,配以按工件特定外形和加工工艺设计的专用部件和夹具组成的半自动或自动专用机床[2]。传统的液压滑台式自动攻螺纹机一般采用继电器进行控制,操作繁琐、复杂,且易出现故障。可编程逻辑控制器PLC具有抗干扰能力强、可靠性高、便于维护的特点,本文采用PLC对自动攻螺纹机的控制方式进行改进[3-4]。
1 系统总体设计
液压滑台式自动攻螺纹机工作流程如图1所示。攻螺纹机的攻螺纹动力头安置在滑台上,滑台在原位置由液压装置驱动,按下SQ1按钮,滑台快速向前运动。前进到一定位置时,按下SQ2按钮,滑台转为慢速向前,当滑台前进到达攻螺纹进给位置时按下SQ3按钮,滑台停止前进。此时攻螺纹主轴转动,丝锥离开原来的位置向前攻入,当攻螺纹转动到规定的深度时,按下SQ5按钮,主轴快速制动,并开始反转,同时丝锥开始反转。按下SQ4按钮,此时丝锥退出。当丝锥退到原位置时按下SQ3按钮,滑台快速制动,退出至原点位置。按下SQ1按钮,滑台停止运动。
2 I/O分配与控制电路
三菱FX2N系列PLC具有速度快、功能逻辑选件高级、定位控制准等特点,在基本单元上连接扩展单元或扩展模块,可进行16-256点的灵活输入输出组合。内置800步RAM,最大可扩充至16k步。可根据电源及输出形式,自由选择扩展模块进行扩展,还具有指令数字开关的数据读取、16位数据读取、矩阵输入读取、7段显示器输出等功能,可满足各种不同工业现场的应用需求[5]。

图1 自动攻螺纹机工作流程图
根据前述的液压式滑台自动攻螺纹机工作流程,可知该系统需要输入点与输出点各7个,因此选用具有8点输入和8点输出的三菱FX2N-16MR型PLC即可满足控制系统需要,各类元器件以及PLC输入与输出I/O对照关系见下页表1(表中指示灯L1、L2、L3分别代表液压换向阀YV1、YV2、YV3的开关状态)。
为了满足系统工作需要,控制电路需要连接两个电机 M1,M2 和 4 个接触器 KM1、KM2、KM3、KM4。PLC外部接线如下页图2所示,主控制电路如下页图3所示。
3 梯形图设计
梯形图语言沿袭了继电器控制电路的形式,梯形图是在常用的继电器与接触器逻辑控制基础上简化了符号演变而来的,具有形象、直观、实用等特点,是目前被应用上最多的一种PLC的编程语言。在PLC程序图中,左、右母线类似于继电器与接触器控制电源线,输出线圈类似于负载,输入触点类似于按钮。梯形图由若干阶级构成,自上而下排列,每个阶级起于左母线,经过触点与线圈,止于右母线[6]。

表1 I/O分配表

图2 PLC外部接线图
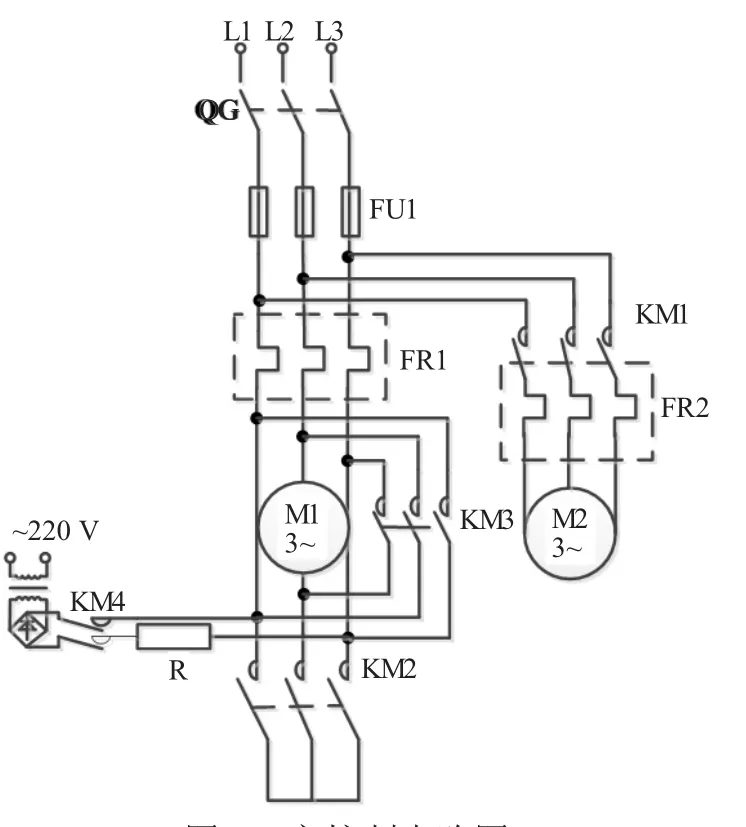
图3 主控制电路图
系统的PLC梯形图如图4所示:
1)使用M8002初始化脉冲,使中间继电器M0到M20置零;
2)当得到X0上升沿脉冲时,M1得电,随即M1失电,M1下降沿脉冲使M2得电,此时M2动合触点动作使M2保持得电,使Y0和Y3输出;
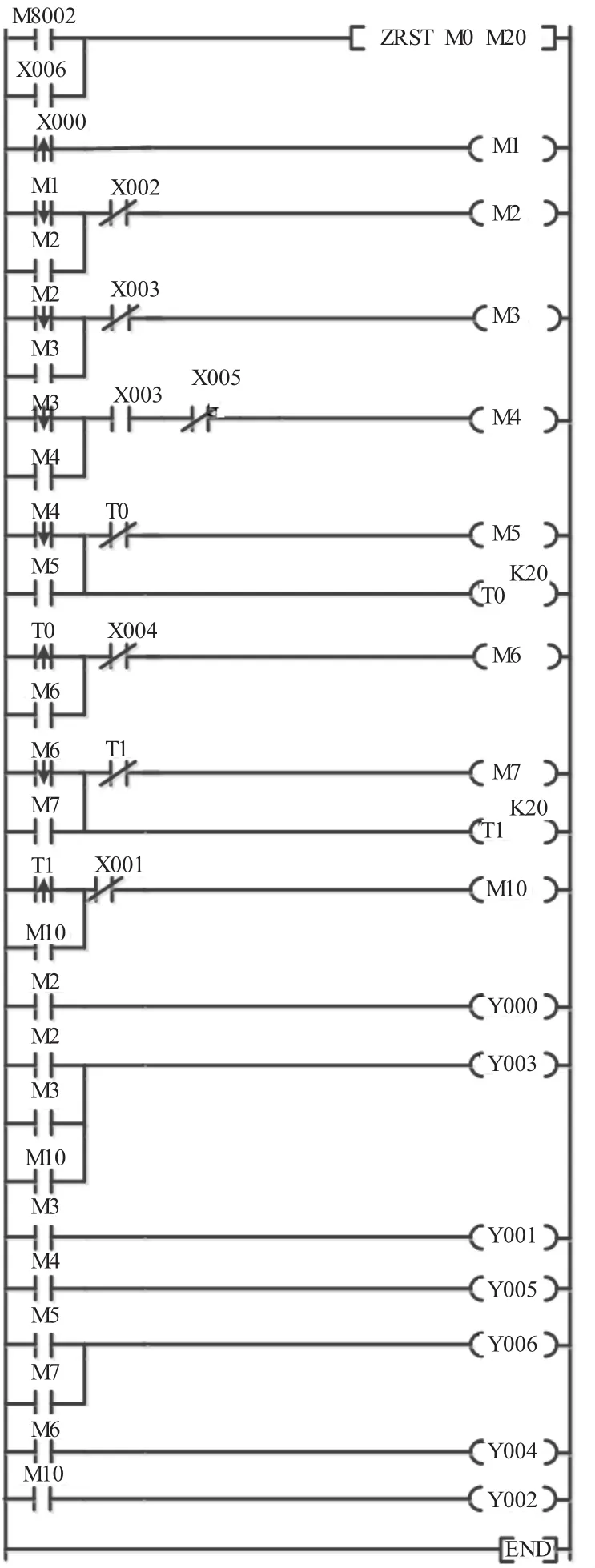
图4 梯形图
3)当X2动断触点断开时,M2失电,M2下降沿脉冲使M3得电,此时M3动合触点动作使M3保持得电,使Y1和Y3输出,Y0断开;
4)当X3动断触点断开时,M3失电,X3动合触点闭合;当得到M3下降沿脉冲时会使M4得电并保持,使Y5输出,Y1和Y3断开;
5)当X5动断触点断开时,M4失电,M4下降沿脉冲使M5得电并保持,使Y6输出,Y5断开;M5动合触点使时间继电器T0开始计时,达到2 s后,T0动断触点将M5断开,T0上升沿脉冲使M6得电并保持,使Y4输出,Y6断开;
6)当X4动断触点断开,M6失电,此时M6下降
沿脉冲使M7得电并保持,使Y6输出,Y4断开。M7动合触点使时间继电器T1开始计时,达到2 s后,T1动断触点将M7断开,T1上升沿脉冲使M10得电并保持,使Y2输出,Y6断开;
7)当X6动合触点闭合,重新进行初始化,程序结束。
4 结语
本设计采用三菱FX2N系列PLC改良液压滑台式自动攻螺纹机的控制,可满足全自动化的工作需求,不仅确保了加工零件的质量,节约了大量的人力物力,还使工作环境得以改善。通过PLC控制改进的液压滑台式自动攻螺纹机,维修方便,便于调节,使得原有设备的稳定性与可靠性也有所提高。
[1]王先逵,艾兴.机械加工工艺手册(单行本)——螺纹加工[M].北京:机械工业出版社,2008.
[2]张红霞,桂伟.基于S7-200PLC的液压滑台式自动攻螺纹机系统改造设计[J].信息通信,2013(8):65-66.
[3]王洪峰.车床用自动攻螺纹装置的改进[J].金属加工,2006(12):35-36.
[4]冯清秀,邓星钟.机电传动控制:第5版[M].武汉:华中科技大学出版社,2010.
[5]三菱微型可编程控制器手册[Z].MITSUBISHISOCIO TECH,2003.
[6]黄中玉,于宁波.PLC应用技术[M].北京:人民邮电出版社,2009.
