谈清远抽水蓄能电站水轮机座环蜗壳安装的控制
2018-03-07吕志鹏黄运福
吕志鹏,黄运福
(1.中国南方电网调峰调频发电公司清远蓄能发电有限公司,广东省清远市 511853;2.中国水利水电第十四工程局清蓄机电安装项目部,广东省清远市 511853)
1 工程概况
清远抽水蓄能电站机组由日本东芝设计,国内(东芝水电)生产制作,单机容量为320MW。其座环蜗壳采用两瓣结构,第1瓣蜗壳重约104t,第2瓣蜗壳重约85.5t,座环法兰面内径5.61m。厂内制造后与导水机构部件预装,各项装配精度检查合格后,分解运至现场后在现场完成拼装、焊接和安装,座环各法兰面不再进行二次加工。根据设计要求在座环蜗壳现场安装、浇筑后,座环法兰面水平值应在0.05mm/m范围内,以保证座环与导水机构的装配精度。
2 工艺难点和主要控制措施
由于该电站座环蜗壳现场不再进行二次加工,必须通过有效的施工工艺,控制好焊接变形、安装精度以及混凝土浇筑时位移变化,并对各道工序严格把关。
针对主要工序存在风险,采用的主要施工措施如下:
(1)在安装间座环蜗壳拼装时,为防止座环法兰面变形,预先把合座环组合法兰面螺栓,在预紧力约束下完成座环组合缝焊接。
(2)在座环蜗壳在机坑就位调整后,临时安装底环、顶盖、导叶等部件,通过导水机构对座环蜗壳夹紧约束,减小焊接变形对座环水平的影响。
(3)在浇筑前,将底环、锥管与肘管连接,安装足量锚杆,加以蜗壳保压状态时的重量,远大于混凝土浇筑的上浮力,可防止其上浮。
(4)浇筑过程中,采用多层浇筑方式和合理的浇筑顺序,并通过有效的监控措施指导浇筑,减小混凝土浇筑对座环水平影响。
3 主要工艺流程
根据制定的控制措施,制定的工艺流程为:
施工准备→座环蜗壳拼装→座环蜗壳机坑就位→导水机构与座环蜗壳临时把合→蜗壳组合缝焊接→蜗壳延伸管焊接→座环蜗壳整体加固→水压试验套件安装→蜗壳水压试验→座环蜗壳保压浇筑→完成与数据复测。
4 施工工艺
4.1 座环蜗壳拼装
分瓣座环蜗壳运至厂房后,桥机卸车至安装间,注意用钢支墩和楔子板配合将其垫高,同时也以便座环水平度的调整工作。
清扫座环分瓣组合法兰面后,用桥机完成拼装组合,见图1。
在焊接前,对座环法兰面把合螺栓预拉伸,拉伸值为设计50%,焊接后再完成100%的拉伸。要求组合缝应无间隙,局部间隙不能大于0.05mm[1]。
为便于在组合缝焊接时对座环法兰面的水平监控,座环上法兰整体水平波浪度调整在0.20mm以内(即小于0.04mm/m),测量仪器采用高精度(0.01mm)水准仪测量。水平合格后,内径千分尺测量、记录座环镗口内径,应符合厂家设计要求。

图1 安装间座环蜗壳拼装图Fig.1 Installation of the ring casing assembly drawing
组合面长2.8m、宽约0.5m,为了减少焊接对座环水平影响,组合缝的焊接顺序定为:固定导叶区域→座环立面内侧→座环立面外侧立焊→座环平面区域平焊→座环平面区域仰焊→上下法兰面平焊、仰焊,图2为焊接顺序图。
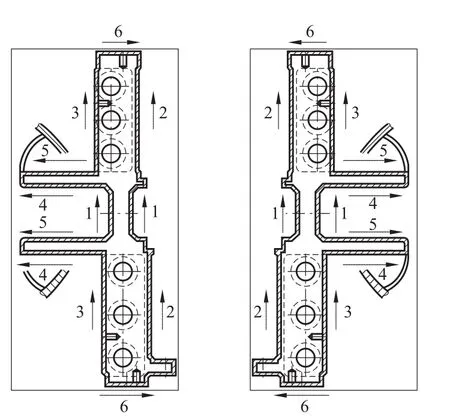
图2 座环组合缝焊接顺序Fig.2 Sequence of welding seam welding
焊接采用手工电弧焊,4名焊工对称、分段、多层、多道焊接。
注意在填充焊接时,应用锤击法对焊缝消除应力,除打底和盖面焊接外。
打底焊的预热采用火焰加热,温度为100~120℃;填充焊接,使用加热块预热至100~120℃;焊接后进行后热处理,后热时间1h,温度控制在200~250℃,降温时温差应小于30℃/h。
焊接过程中用百分表对座环的法兰面实时监控,当天开始焊接前,再用高精度水准仪测量复测,如发现有较大变形,及时采用反变形的措施,确保座环的水平。
焊接完成后,所有焊缝外观进行100%的检查,由于是填充焊仅进行PT无损探伤检查。另外,测量座环上法兰整体水平波浪应小于0.20mm。
4.2 座环蜗壳机坑就位
座环组合缝焊接合格且机坑基础具备条件后,座环蜗壳吊装就位。按要求调整高程、水平和中心至设计要求值。
4.3 导水机构与座环蜗壳临时把合
为了防止蜗壳组合缝焊接时出现的焊接应力,造成座环水平发生变形,将安装顶盖、底环、导叶和水导轴承座,对座环蜗壳夹紧约束后,实施蜗壳组合缝的焊接,以达到控制座环水平的目的。
组装流程为:座环蜗壳调整合格→底环与锥管组装→底环与锥管吊入机坑与底环把合→导叶(奇数或偶数号)吊装就位→顶盖吊装就位→导轴承座安装→座环蜗壳水平整体调整。
在导水机构各部件吊装过程中,应实时对座环上兰面水平监控,如果水平超标及时调整。
4.4 蜗壳组合缝焊接
焊前检查蜗壳组合缝的错牙情况,如错牙超过5%的厚板,用压码、楔子板和千斤顶进行校正。焊工经考试合格后方可施焊[1],然后按焊接作业指导书的要求做好预热、焊接。
焊接预热采用加热块进行,基本与座环组合缝预热试一致。
由于该电站蜗壳组合缝采用单“V形”坡口,采用焊接顺序见图3。采用4名焊工在两条组合缝的对称部位,力求以尽可能相同的焊接工艺及参数施焊——焊接电流、焊接速度、焊接方向、焊接道数和层数,进行多层、多道镶边、对称、分段(分段长度一般为100~150mm)焊接。禁止采用直通的焊接方法,焊接要连续,尽量避免中断。
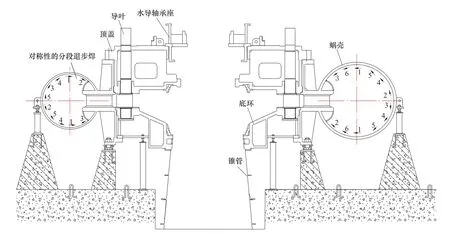
图3 蜗壳环节焊接顺序Fig.3 Welding sequence of spiral case
焊接变形监控采用精度水准仪对座环上法兰水平变化监测(16个点),同时用框式水平仪测量底环抗磨板水平辅助。水平出现异常现象立刻停止焊接,并对所测得的数据进行分析,采用反方向控制焊接顺序,调整焊接速度,直至合格为止。
焊接完成后,所有焊缝外观进行100%的检查,采用TOFD无损探伤检查。
4.5 蜗壳延伸管安装
到货的蜗壳延伸管有配割余量,在蜗壳组合缝焊接完成后,应根据实际情况配割,完成后安装与蜗壳对接调整、焊接。
焊接方法与蜗壳环缝的焊接工艺、无损探伤检测一样。
4.6 座环蜗壳整体加固
蜗壳焊缝焊接完成后,按顺序拆除水导轴承座、顶盖、导叶。完成后,重新复测座环上法兰的水平波浪度,要求控制在0.20mm以内,防止后序工序使水平加大而不能满足设计要求。验收合格后,对座环蜗壳的基础板、楔子板、拉锚等紧固件按厂家要求最终焊接固定,以防止蜗壳水压试验时出现位移和水平变化。
4.7 蜗壳水压试验套件安装
按照设计图纸将打压设备(延伸管闷头、座环封水环)及管路组装完成,并将蜗壳上的法兰和测量管妥善封堵,防止水压试验时渗漏,图4为封水环固定示意图。
为便于在蜗壳水压试验时监控蜗壳的外形和水平变化,蜗壳周边布置百分表监控蜗壳的膨胀情况,测点6点,底环抗磨板处布置框式水平仪监控水平变化情况,测点4个。
4.8 蜗壳水压试验
按蜗壳水压试验程序进行蜗壳注水、增压、保压、降压。加压时,控制升压速度、压力,实时监控蜗壳各部位的变形情况,如发现漏水、蜗壳变形量太大、座环蜗壳整体位移等异常情况要第一时间停止试验,在经过处理并再次验收合格后方可进行试验。水压试验合格后,对座环上法兰面的水平重新复测,合格后方可进入下一道工序。
4.9 蜗壳保压浇筑
为防止对蜗壳浇筑混凝土时,产生座环蜗壳浮动、位移,采用全面分层方式浇筑蜗壳,分层高度为1.0~1.5m。第一层先完成锥管的浇筑,先将锥管浇筑固定。第二层浇筑至蜗壳底部位置。由于底环已与座环把合,底环浇筑后可对座环蜗壳的中心进行固定和约束,此时基本无混凝土浮力。第三层浇筑至蜗壳中间位置,以避免产生更大的浮力。第四次浇筑至蜗壳顶部40cm。
通过计算座环蜗壳以及内部的存水,再加上导水机构、封水环、锥管等的总重量,约为浇筑混凝土时的浮力的3倍,只要混凝土浇筑均衡,蜗壳不会上浮。另外,座环蜗壳周边设置大量的拉紧产生侧向下拉力,以及座环蜗壳基础螺栓等也可以保证蜗壳不产生位移。
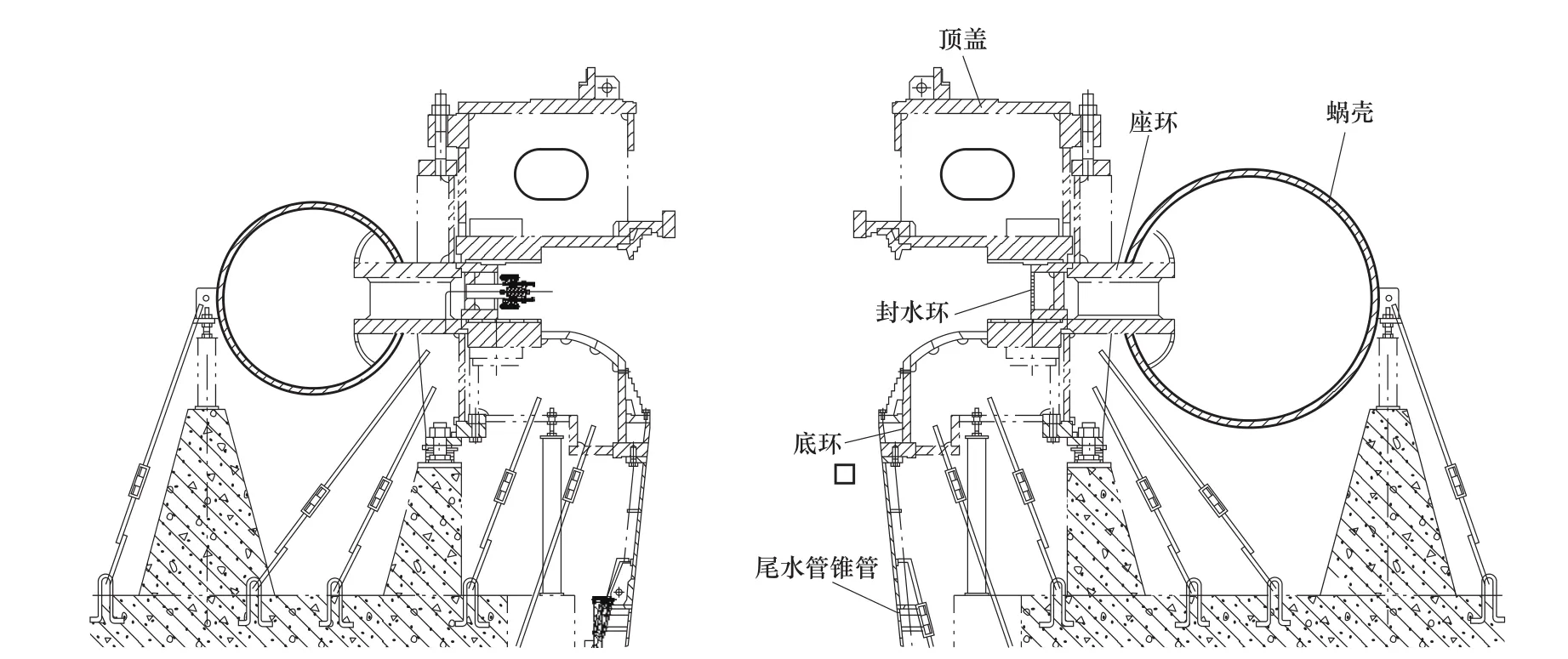
图4 封水环固定示意图Fig.4 Schematic diagram of sealing water seal ring
每一层混凝土浇筑应对称进行,控制混凝土浇筑上升速度在200~300mm/h。液态混凝土高度控制在300mm左右。
由于底环、座环、蜗壳阴影区域是无法浇筑密实,浇筑前应对称预埋浇筑钢管,以便混凝土填充,出口混凝土压力应小于10bar(1bar=105Pa),注意将座环蜗壳所有的排气管、灌浆管口打开。
在进行蜗壳本体浇筑前,务必将蜗壳内部水压力增压至设计要求值,并持续保压至灌浆完成,过程中全程监控保压,防止混凝土热量使压力升高。
在完成锥管浇筑后固定后,以锥管内支撑为固定,设置监控平台,安装百分表监控座环蜗壳位移变化情况,要求在第二层和第三层浇筑时进行全程对底环的水平面监控。通过数据指导混凝土浇筑。
5 结束语
座环蜗壳不进行二次加工的优势主要表现为:①对制造加工、现场安装调整及混凝土浇筑的精度要求较高,但整个工期会缩短很多,安装工序也更简约;②在工厂内部可以进行预装,能及时发现问题在厂内进行处理,先期解决了一些现场安装可能出现的问题;③工厂的加工精度比现场进行二次加工的精度更高,保证了设备的质量。
清远抽水蓄能电站4台机组的座环蜗壳已完成浇筑工作,各台机组的座环水平度均匀控制在0.04mm/m,整体水平波浪度小于0.20mm。实践证明清远抽水蓄能电站座环蜗壳不进行二次加工通过采用上述有效的施工工艺进行安装控制,是可行的,可供同类型工程借鉴。
GB/T 8564—2003水轮发电机组安装技术规范[S].北京:中国标准出版社,2003.
GB/T 8564—2003 Technical specification for installation of hydro generating units[S].Beijing:Standards press of China,2003.
吕志鹏(1983—),男,工程师,主要研究方向:电力系统运行检修和基建工作等。E-mail:254223354@qq.com
黄运福(1983—),男,工程师,主要研究方向:水轮发电机安装及维护工作。E-mail:resetboy@126.com