高浓度气田生产废水预处理工艺中试研究
2018-03-07周宁何化
周 宁 何 化
中国石油工程建设有限公司西南分公司, 四川 成都 610041
0 前言
天然气净化处理过程中未经处理的气田生产废水不仅腐蚀管线和设备,消耗溶解氧,对周边环境安全也会造成极大威胁[1-6]。气田生产废水含高浓度CODcr、油类、高分子难降解有机物等,是难处理的高浓度有机废水[7-10]。
目前,国内外气田生产废水处理有蒸发池蒸发、处理达标后排放、综合利用三种方式。2015年1月1日中国实施了修订后的《中华人民共和国环境保护法》,对环境保护的要求日益提高,蒸发池蒸发的方式将逐步退出历史舞台,处理达标后排放或综合利用将是气田生产废水的最终处置方式[11-14]。其中“物化处理+生物处理”是一种比较经济可靠的总体处理工艺,而物化预处理阶段的处理效果对总体工艺各项指标达标至关重要[15-20]。为实现物化预处理目标,保证后续生物处理效果,研制一套适合天然气行业的高浓度气田生产废水预处理工艺十分必要。
在川渝地区某天然气净化厂采集高浓度气田生产废水,中试采用“催化氧化-絮凝沉淀”预处理工艺,优选出适合高浓度气田生产废水物化预处理的最佳反应条件,保证物化预处理阶段的处理效果,为后续生化处理创造条件。
1 废水来源与水质
高浓度气田生产废水主要来自天然气净化厂检修污水。检修污水CODcr≤10 000 mg/L,含MDEA、TEG、铁、油和固体杂质等,属高浓度有机废水。
在川渝地区某天然气净化厂采集高浓度气田生产废水,CODcr为7 520 ~9 229 mg/L,BOD5为827 ~1 384 mg/L。为便于后续的连续监测,本试验过程以废水中CODcr和BOD5的变化来综合分析处理过程中水质变化的趋势。
2 工艺路线
由水质检测结果可知,试验用高浓度气田生产废水属于高浓度有机废水,成分复杂,处理难度大,在确保处理效果的前提下,需要充分考虑处理成本,故采用“物化处理+生物处理”的总体处理工艺方法,在物化预处理阶段使废水CODcr浓度明显下降,为后续生化处理创造条件。
根据小试阶段成果分析,采用“催化氧化-絮凝沉淀”预处理工艺能够有效降低废水中CODcr浓度,同时提高废水的可生化性,故需要通过中试对前期试验结果进行验证及优化。“催化氧化-絮凝沉淀”预处理工艺流程见图1。

图1 “催化氧化-絮凝沉淀”预处理工艺流程
由图1可看出,试验出水需掺和低浓度废水,使生化阶段进水CODcr保持在2 000~4 000 mg/L,此掺和比远低于现阶段天然气净化厂在运工艺(目前在运工艺一般将CODcr稀释至800 mg/L以下再进行处理)。由此可见,“催化氧化-絮凝沉淀”预处理工艺将后续生化处理阶段反应效率提高了2~5倍,同时反应器体积也可相应缩小。
3 物化处理试验
物化处理试验以去除CODcr为主,考察H2O2投加量、反应时间和反应温度三种因素对CODcr去除的影响,同时考察BOD5浓度的变化情况。
3.1 试验过程

3)加入Ca(OH)2调节pH=8~9。
5)取沉淀后的上清液测定CODcr,计算CODcr脱除率。
3.2 试验结果与讨论
3.2.1 H2O2用量对CODcr脱除率的影响
废水CODcr为7 520 mg/L,BOD5为827 mg/L。
说明H2O2与Fe2+有最佳配比值,当Fe2+浓度一定时,H2O2用量超过最佳配比值会抑制反应进行。这可以解释为在H2O2用量较低时,用量的增加可使羟基自由基的生成量增大,当浓度较高时,H2O2既能淬灭羟基自由基,又能使自身无效分解。
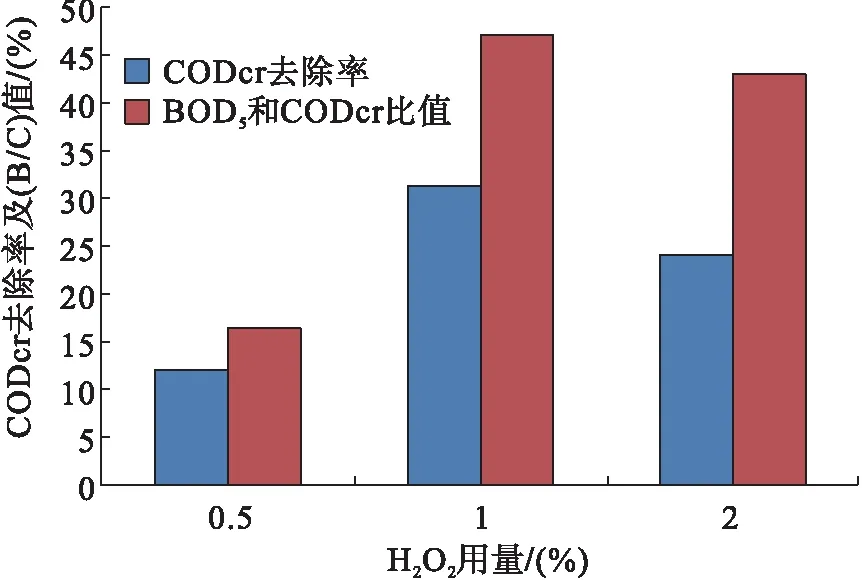
图2 H2O2用量与CODcr脱除率关系
3.2.2 反应时间对CODcr脱除率的影响
反应时间与CODcr脱除率关系见图3,在H2O2不同加量条件下,从反应时间4 h开始,CODcr脱除率随时间增加而增大,当反应时间至8 h后达最大值,再继续反应时间至12 h,CODcr脱除率趋于稳定或稍有下降。说明反应时间8 h,反应已充分进行,再加长反应时间对CODcr脱除不利。反应时间8 h为最佳反应时间。
3.2.3 反应温度对CODcr脱除率的影响
22~25 ℃温度条件下,3个平行样的试验数据见表1。
30 ℃温度条件下,3个平行样试验数据见表2。
40 ℃温度条件下,3个平行样试验数据见表3。
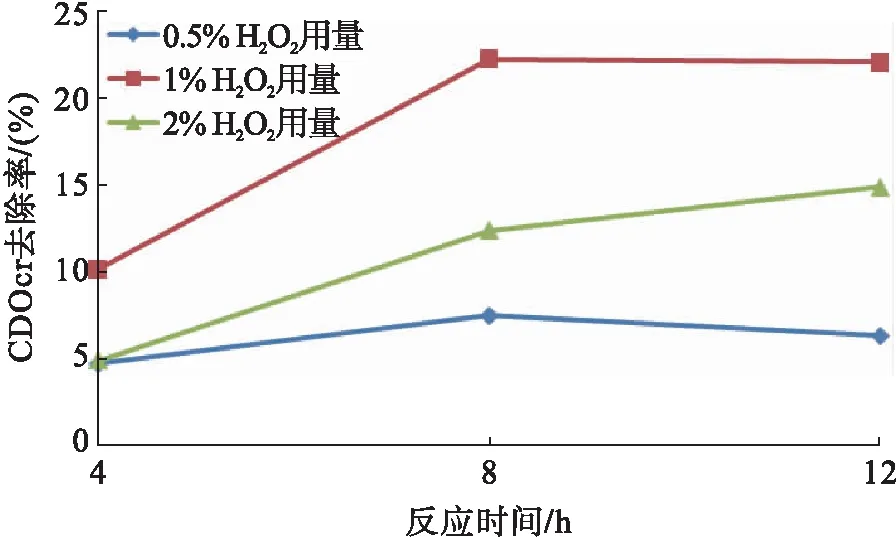
图3 反应时间与CODcr脱除率关系
表122~25℃温度条件下CODcr脱除率

实验号试验用废水含CODcr/(mg·L-1)H2O2加量/mL反应时间/hFeSO4·7H2O投加量/g01%PAM加量/g絮凝反应后2h,滤液CODcr/(mg·L-1)CODcr脱除率/(%)出水滤液BOD5/(mg·L-1)沉淀量/(%)干渣量/(%)18041100820010~505654296923752021928041100820010~505518313827032019838041100820010~5053983287237521208 注:絮凝前加入Ca(OH)2调节pH=8~9,CODcr平均脱除率3132%,平均B/C值达到045。
表230℃温度条件下CODcr脱除率

实验号试验用废水含CODcr/(mg·L-1)H2O2加量/mL反应时间/hFeSO4·7H2O投加量/g01%PAM加量/g絮凝反应后2h,滤液CODcr/(mg·L-1)CODcr脱除率/(%)出水滤液BOD5/(mg·L-1)沉淀量/(%)干渣量/(%)19229100830010~506568288327592021529229100830010~506757267929732022039229100830010~5069932423251721213 注:絮凝前加入Ca(OH)2调节pH=8~9,CODcr平均脱除率2662%,平均B/C值达到041。
表340℃温度条件下CODcr脱除率

实验号试验用废水含CODcr/(mg·L-1)H2O2加量/mL反应时间/hFeSO4·7H2O投加量/g01%PAM加量/g絮凝反应后2h,滤液CODcr/(mg·L-1)CODcr脱除率/(%)出水滤液BOD5/(mg·L-1)沉淀量/(%)干渣量/(%)19229100830010~508174114332703231529229100830010~507513185925543533939229100830010~5076861672292133308 注:絮凝前加入Ca(OH)2调节pH=8~9,CODcr平均脱除率1558%,平均B/C值达到037。

图4 反应温度与CODcr脱除率关系
反应温度与CODcr脱除率关系见表1~3和图4,由表1~3和图4可知,在22~25、30、40 ℃条件下,随着温度升高CODcr脱除率呈下降趋势,可生化性B/C比例降低,说明温度过高对反应不利。可确定最佳反应温度应在20~30 ℃之间。
4 反应条件的优化
通过上述单因素影响试验,考虑CODcr的最高去除率和B/C的最高值,可确定“催化氧化-絮凝沉淀”预处理工艺最佳反应条件为:
4.1 优选方案实施步骤
通过考察CODcr、BOD5脱除率和B/C比值的变化,得到优选方案“催化氧化-絮凝沉淀”预处理工艺实施步骤:
4)加Ca(OH)2调节pH=8~9。
4.2 优选方案试验结果
1)试验用废水1 m3,CODcr为9 229 mg/L(废水浅黄色,浑浊,有刺鼻臭味),BOD5为1 292 mg/L,B/C为0.14,反应温度30 ℃。做4组平行试验,实验数据见表4。
表4优选物化方案实验数据
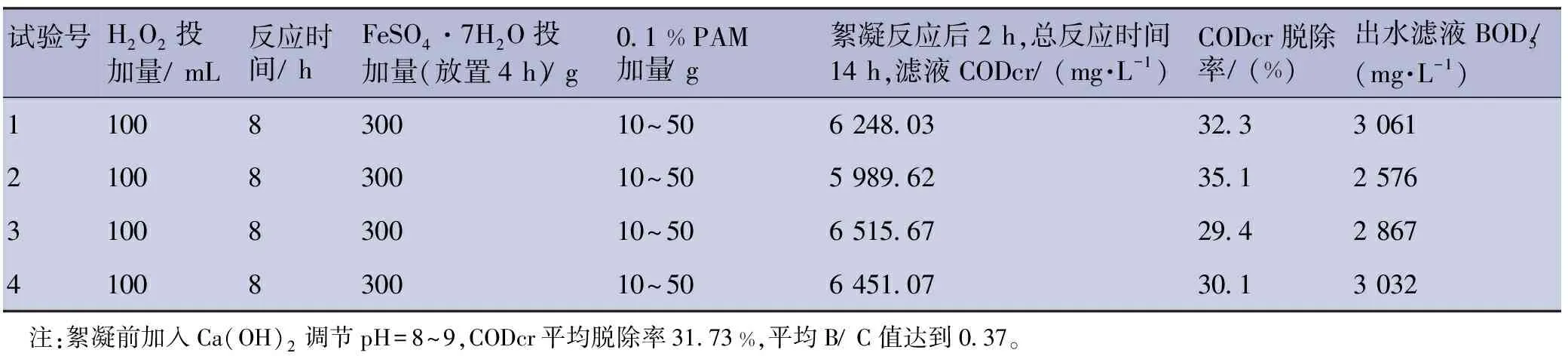
试验号H2O2投加量/mL反应时间/hFeSO4·7H2O投加量(放置4h)/g01%PAM加量/g絮凝反应后2h,总反应时间14h,滤液CODcr/(mg·L-1)CODcr脱除率/(%)出水滤液BOD5/(mg·L-1)1100830010~5062480332330612100830010~5059896235125763100830010~5065156729428674100830010~506451073013032 注:絮凝前加入Ca(OH)2调节pH=8~9,CODcr平均脱除率3173%,平均B/C值达到037。
5 结论
3)试验得出,在高浓度气田生产废水预处理阶段,“催化氧化-絮凝沉淀”预处理工艺在降解高分子有机物、脱除CODcr、提高废水可生化性等方面具有良好的效果,为高浓度气田生产废水转入后续生化处理创造了条件,同时提高了后续阶段反应效率、缩小了反应器体积,环保、经济效益明显。
[1] 黎邦成.四川气田水处理技术及工程中的应用研究[D].成都:西南交通大学,2006.
Li Bangcheng. Study on the Gas-field Water Treatment Technology in Sichuan Province and Apply in Engineering [D]. Chengdu: Southwest Jiaotong University, 2006.
[2] 彭天杰.工业污染治理技术手册[M].成都:科技出版社,1985.
Peng Tianjie. Handbook of Industrial Pollution Control Technology [M]. Chengdu: Science and Technology Press, 1985.
[3] 胡 侃.水污染控制工程[M].武汉:武汉工业大学出版社,1998.
Hu Kan. Water Pollution Control Engineering [M]. Wuhan: Wuhan Industry University Press, 1998.
[4] 刘 峰.靖边气田污水处理技术研究及优化[D].西安:西安石油大学,2007.
Liu Feng. Technology Research and Optimization of Sewage Treatment in Jingbian Gas Field [D]. Xi’an: Xi’an Shiyou University, 2007.
[5] 赵 琼,陈朝晖,张永红.克拉2气田水处理装置设计浅析[J].天然气与石油,2006,24(3):30-32.
Zhao Qiong, Chen Chaohui, Zhang Yonghong. Analysis on Engineering Design of Water Treatment Unit in Kela 2 Gas Field [J]. Natural Gas and Oil, 2006, 24 (3): 30-32.
[6] 胥尚湘.试论威远气田水的治理[J].石油与天然气化工,1985,14(2):53-61.
Xu Shangxiang. Analysis of Produced Water Treatment in Weiyuan Gas-field [J]. Chemical Engineering of Oil & Gas, 1985, 14 (2): 53-61.
[7] 杨 晔,陆 芳,潘志彦,等.高盐度有机废水处理研究进展[J].中国沼气, 2003, 21 (1): 22-24.
Yang Ye, Lu Fang, Pan Zhiyan, et al. Review of High-salinity Organic Wastewater Treatment [J]. China Biogas, 2003, 21 (1): 22-24.
[8] 薛建良,赵东风,李 石,等.炼化企业含盐废水处理的研究进展[J].工业水处理,2011,31(7):22-26.
Xue Jianliang, Zhao Dongfeng, Li Shi, et al. Study on Brine Wastewater Treatment in Refineries [J]. Industrial Water Treatment, 2011, 31 (7): 22-26.
[9] 党争光,马 楠,杨 磊.石油化工企业含硫污水处理技术[J].环境保护与循环经济,2014,34(7):40-41.
Dang Zhengguang, Ma Nan, Yang Lei. Refineries Sour Water Treatment Technology in Petrochemical Industry Enterprise [J]. Environmental Protection and Circular Economy, 2014, 34 (7): 40-41.
[10] 孙炳科,郭金昌.炼油厂含硫废水的治理[J].中国给水排水,2003,19(增刊1):149-150.
Sun Bingke, Guo Jinchang. Treatment and Control of Sulfur-containing Wastewater from Oil Refinery [J]. China Water & Wastewater, 2003, 19 (Suppl 1): 149-150.
[11] 钟朝前,侯 梅,杨 静,等.气田水处理药剂的筛选及应用[J].油气田环境保护,2005,15(1):15-17.
Zhong Chaoqian, Hou Mei, Yang Jing, et al. Selection and Application of Reagent for Gas-Field Water Treatment [J]. Environmental Protection of Oil & Gas Fields, 2005, 15(1): 15-17.
[12] 王 兵,冯 英,张太亮.电解絮凝法处理气田废水实验研究[J].西南石油学院学报,2005,27(5):65-67.
Wang Bing, Feng Ying, Zhang Tailiang. The Disposition of Gas Field Waste Water by Electrocoagulation [J]. Journal of Southwest Petroleum Institute, 2005, 27 (5): 65-67.
[13] Kuhn A T, Chana M S, Kelsall G H. A Review of the Air Oxidation of Aqueous Sulfide Solution [J]. Journal of Chemical Technology and Biotechnology, 1983, 33 (8): 406-414.
[14] 杨德敏,王 兵,李永涛,等.过硫酸铵氧化处理高浓度含硫废水的研究[J].石油化工,2012,41(1):87-91.
Yang Demin, Wang Bing, Li Yongtao, et al. Treatment of High Concentration Sulfide Wastewater by Ammonium Persulfate Oxidation Method [J]. Petrochemical Technology, 2012, 41 (1): 87-91.
[15] Campos J C, Borgesa R M H, Filho A M O, et al. Oilfield Waste-water Treatment by Combined Microfiltration and Biological Processes [J]. Water Research, 2002, 36 (1): 95-104.
[16] Gao Ping, Chen Xueming, Shen Feng, et al. Removal of Chromium (Ⅵ) from Wastewater by Combined Electrocoagulation-Electroflotation without a Filter [J]. Separation & Purification Technology, 2005, 43 (2): 117-123.
[17] Ebrahimi M, Willershausen D, Ashaghi K S, et al. Inve-stigations on the Use of Different Ceramic Membranes for Efficient Oil-Field Produced Water Treatment [J]. Desalination, 2010, 250 (3): 991-996.
[18] Ebrahimi M, Ashaghi K S, Engel L, et al. Characterization and Application of Different Ceramic Membranes for the Oil-Field Produced Water Treatment [J]. Desalination, 2009, 245 (1): 533-540.
[19] Lehman S G, Liu L. Application of Ceramic Membranes with Pre-ozonation for Treatment of Secondary Wastewater Effluent [J]. Water Research, 2009, 43 (7): 2020-2028.
[20] Lefebvre O, Moletta R. Treatment of Organic Pollution Industrial Saline Wastewater: A Literature Review [J]. Water Research, 2006, 40 (20): 3671-3682.