基于PID的中频加热弯管机温度控制系统的研究
2018-03-06冯晓严静樊占全
冯晓 严静 樊占全
摘 要:针对中频加热弯管机在温度控制过程中温度波动范围大、干扰源多等问题,本文对中频加热弯管机的加热系统进行了详细分析,建立了加热系统的传递函数,并将PID控制技术引入中频加热弯管机的温度控制系统。实验结果表明,PID控制技术的引入确保了中频加热温度控制系统的准确性和弯管质量的高水平。
关键词:温度控制 PID 中频加热 弯管机
中图分类号:TP273.5 文献标识码:A 文章编号:1672-3791(2018)08(b)-0098-03
在石化、电力、城建等行业,钢管的弯曲加工有着十分广泛的应用。目前,国内外对大型钢管主要采用中频加热弯管机进行弯制,其加工工艺参数已有较多可参考文献和比较成熟的经验[1-3],但弯管工艺对钢管的加热速度和温度都有较高要求,如果控制不当将引起钢管的开裂、褶皱、椭圆化等缺陷[4-5]。基于此,本文将对中频加热弯管机的温度控制系统进行详细分析,并将PID调节引入温度控制系统中,以确保中频加热温度控制系统的准确性和弯管的高质量。
1 中频加热弯管机的工作原理
中频加热弯管机的总体结构简图如图1所示,主要由机械装置、中频加热系统、液压系统、冷却系统及电气控制系统等组成。其基本过程是:中频加热系统采用感应加热方法对钢管待弯部分中的极窄区域进行局部加热至塑性状态,同时液压机构沿钢管轴向施加推力,钢管在4个滚轮夹持下沿推力方向运动,但轴心固定的机械转臂限制了钢管的直线运动,迫使钢管在加热部分绕机械转臂的轴心发生弯曲,感应加热线圈的位置相对机床是固定的,所以在推力的作用下钢管发生变形的部分逐渐移出加热区,并被强迫冷却。加热、推弯和冷却过程的连续进行即可实现钢管弯制[6-7]。
由中频加热弯管机的工作原理可知,中频加热系统和液压系统是整个弯管机的核心系统,其中,中频加热系统对钢管加热温度的控制,直接关系着钢管的弯曲效果,如果控制不当将引起钢管的开裂、褶皱、椭圆化等不利情况,因此,本文将重点研究中频加热弯管机的加热控制系统,以保证弯管质量。
2 中频加热系统温度控制设计
2.1 中频加热系统结构
中频加热系统主要由中频电源、中频淬火变压器、感应线圈等组成,其结构如图2所示。该系统的加热原理为:当感应线圈中流过一定频率的交流电流时,将产生相同频率的交变磁通,交变磁通又在钢管中产生感应电动势,从而形成感应电流,产生热量,實现钢管的加热。在中频加热弯管过程中,应保持加热温度的稳定,故本文将采用单回路闭环控制系统实现中频加热弯管机的温度控制。
2.2 温度保持系统设计
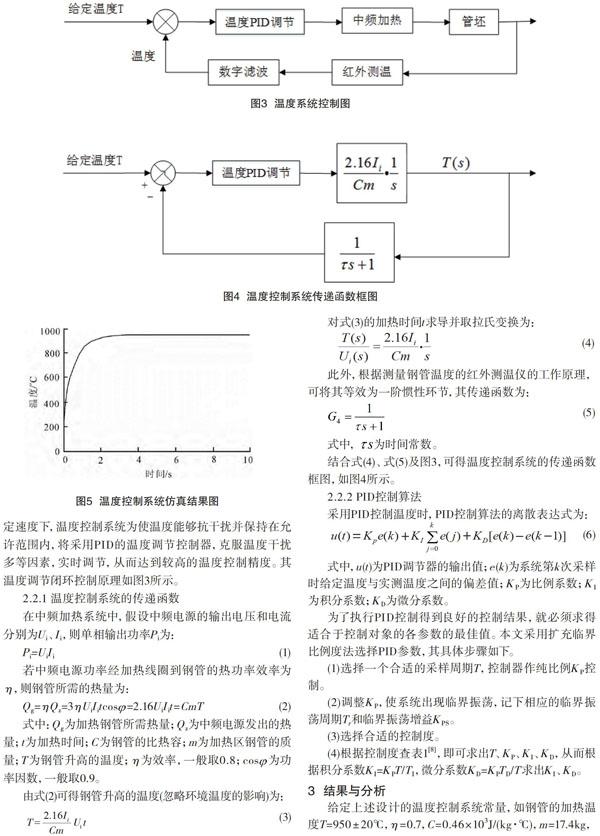
本文在给定输出功率保持稳定,液压推管保持系统给定速度下,温度控制系统为使温度能够抗干扰并保持在允许范围内,将采用PID的温度调节控制器,克服温度干扰多等因素,实时调节,从而达到较高的温度控制精度。其温度调节闭环控制原理如图3所示。
2.2.1 温度控制系统的传递函数
式中,u(t)为PID调节器的输出值;e(k)为系统第k次采样时给定温度与实测温度之间的偏差值;KP为比例系数;KI为积分系数;KD为微分系数。
为了执行PID控制得到良好的控制结果,就必须求得适合于控制对象的各参数的最佳值。本文采用扩充临界比例度法选择PID参数,其具体步骤如下。
(1)选择一个合适的采样周期T,控制器作纯比例KP控制。
(2)调整KP,使系统出现临界振荡,记下相应的临界振荡周期Tr和临界振荡增益KPS。
(3)选择合适的控制度。
(4)根据控制度查表1[8],即可求出T、KP、KI、KD,从而根据积分系数KI=KPT/TI,微分系数KD=KPTD/T求出KI、KD。
3 结果与分析
给定上述设计的温度控制系统常量,如钢管的加热温度T=950±20℃,η=0.7,C=0.46×103J/(kg·℃),m=17.4kg,Ii=1200A,=0.001,并根据表1中的经验值对PID参数进行Matlab整定仿真,通过对仿真的PID参数进行二次整定,可得KP=0.7,KI=2.2,KD=0时,温度控制符合(950±20)℃要求,其温度控制系统的仿真结果如图5所示,图中过渡过程为2.5s,超调量为0,温度控制范围最大波动为15℃。
根据设计的温度控制系统,实时在线检测外径1016mm的钢管在950℃弯制90°时的数据,如表2所示,表2记录了10s内的时间、温度、速度、中频电压、中频电流、中频功率等数据。从检测数据可看出控制系统能够使温度上下波动的范围控制在±10℃内,且温度随速度变化而做出调整,满足实际控制要求。
4 结语
本文对弯管机控制系统的温度控制系统进行了分析,然后根据具体参数得到了温度控制系统的传递函数,并在温度控制系统中引入PID控制算法,最后通过仿真和实验验证了基于PID中频加热弯管机温度控制系统的可行性,保证了弯管的温度误差控制在指定的温度范围以内。
参考文献
[1] 吴鹏.PLC在数控弯管机上的应用[J].科技资讯, 2010(18):51.
[2] 方秀荣,孟祥焱,范海峰.大型推弯式弯管机超低恒速液压控制系统研究[J].机床与液压,2017,45(19):61-64.
[3] 杨再忠,彭承,李勤.中频弯管机工艺参数自动化控制系统的改造[J].改装与维修,2018(4):143-147.
[4] 严方.中频加热弯管机加工工艺仿真及控制算法研究[J]. 热加工工艺,2015,44(9):148-154.
[5] 谭宝成,张海东.大口径弯管机控制系统建模与实现[J]. 西安工业大学学报,2014,34(2):167-172.
[6] 方秀荣,曹文胜.大口径弯管机中频加热装置的技术研究与实现[J].现代制造工程,2011(3):85-87.
[7] 邵作之.电站大型管道的腿弯工艺及其计算机辅助设计[J].中国电机工程学报,1999,19(6):85-88.
[8] 王田苗,丑武胜.机电控制基础理论及应用[M].北京:清华大学出版社,2003:94-100.
