柴油发动机燃油系统故障浅析
2018-03-06葛锐
葛 锐
(安徽江淮纳威司达柴油发动机有限公司,安徽 合肥 230601)
前言
柴油机是一种压缩式发火的内燃机,通过把热能转化为机械能的一种动力机械。它的基本工作原理是燃油直接在机体的气缸中燃烧,将燃油的化学能转化为热能产生高温高压的燃气,高温高压的燃气膨胀做功,推动活塞运动,通过曲轴连杆对外做功,从而将燃油燃烧产生的热能转化成机械能。柴油机相比于蒸汽机热效率高,经济性好,机动性好,柴油机燃油系统是柴油机的心脏。低速、中速和高速柴油机都是利用高压将适量燃油在上止点前的适当角度喷入燃烧室以提高柴油机的热效率并降低废气排放。在对新型和老型柴油机升级改造的过程当中对燃油系统的设计必须提出更高的要求。
发动机燃油管路的布置对燃油系统的性能有重要的影响,合理的布置等于给系统加了保险。另外,从柴油机安全运行的角度考虑,由于柴油机的工作特性,在工作时振动大,且本体有多个部件处于高温状态,柴油机燃油系统组件的设计,特别是燃油管路的设计及供回油管线上接头的结构设计,应考虑到泵及喷油器工作时将出现的最高峰值压力,包括由燃油喷射泵产生并传递回供回油路的任何高压脉冲,具有有效防止燃油渗漏的功能要求。
1 背景
目前市场的高端轻卡、中重卡以及商用车系列产品匹配的均为柴油发动机。一般柴油发动机采用的主要为电控共轨燃油系统,燃油管路设计结构如图1。
进油管路:高压油泵模块集成的低压输油泵,从油箱吸取柴油,低压油泵输油至燃油滤清器,后进入高压泵,燃油经过高压油泵,经过高压燃油管进入高压共轨,再由共轨分配至各缸喷油器。

图1 燃油管路设计结构
回油管路:有两路回油,从燃油泵回油及从各缸喷油器回油。
回油参数:从燃油泵端回油压力范围为0.7~2.3bar(abs),最高温度 130℃,从各缸喷油器回油压力范围为 1.9~2.9bar(abs),最高温度150℃。

图2 燃油管路设计结构
燃油回油管结构:喷油器与燃油回油管回油结构接口如图 2,喷油器端回油接口与燃油回油管端回油接头以一根橡胶管连接,在橡胶管两端加卡箍紧固加强。
2 故障描述及临时遏制措施
试验室耐久试验发现发动机缸盖罩上有柴油,经排查为燃油回油管漏油,漏油位置位于燃油回油胶管与喷油器接头连接处。如图3。

图3 回油管漏油故障现象
对发生的故障燃油管路进行排查,对试验室故障机燃油回油管拆解检查。检查项如表1:

表1 故障系统拆解排查项
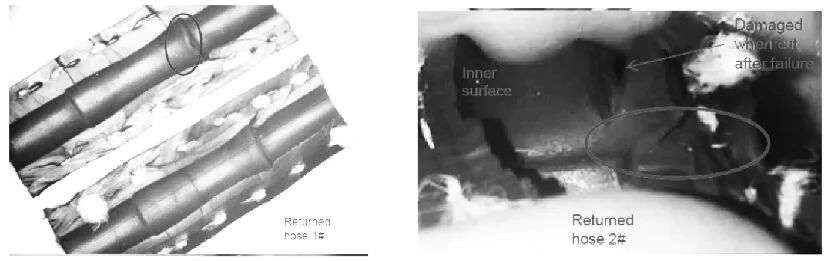
图4 漏油橡胶管剖检
对市场调查统计,排除信息不符合实际的情况反馈,对市场退回故障件进行拆检,同样发现燃油管破裂,另外对数据进行分析,有9例为更换喷油器后出现的漏油故障,即回油管二次装配后出现的漏油。基本确认为燃油回油胶管破裂或回油管二次装配导致。
结论:导致密封失效的故障为燃油回油管破裂导致。破裂原因初步分析为:a)拆装/回油管二次装配导致密封失效;b)或者发动机工作状态下胶管两端回油接头刮擦割裂胶管。
临时工艺改进措施:
1)所有机器燃油回油胶管不允许二次使用;
2)避免卡箍卡紧在接头凸起处位置导致胶管挤压剪切,要求卡箍安装边缘贴着胶管两端,且要求胶管套入两端接头深度不小于11mm。

图5 橡胶管与两端金属接头安装位置
对于已经发生燃油回油管管的市场和试验室故障机器,采取更换燃油回油管总成的措施。工艺要求严格按照 2.3.2规定操作。
3 原因分析
为进一步确认失效模式,进行进一步分析如下:
为验证是否由于回油接头割伤燃油回油胶管导致燃油管破破裂,协同回油管供应商进行回油管端接头进行过程割伤风险分析:
1)安排30件回油管端接头与胶管装配如图6,装配后拆检,对胶管进行剖切。装配仅由压痕未发现胶管破损。

图6 30件回油管端接头与胶管装配
2)安排10件回油胶管与回油管端回油接头与胶管装配后老化试验,老化试验条件为保温箱100℃,24h。
结果:仅有压痕,但未出现割破的现象。如图7:

图7 回油胶管与回油管端回油接头老化试验结果
3)安排10件回油胶管与喷油器端回油接头与胶管装配后老化试验,老化试验条件为保温箱100℃,24h
结果:10件样品中有4件出现胶管损坏,在发动机振动工况下有漏油风险。如图8

图8 回油胶管与喷油器端回油接头老化试验结果
4)安排对安装不装卡箍的回油胶管与喷油器端回油接头套装后进行老化试验,老化试验条件为保温箱100℃,24h。
结果:压痕相对有卡箍的要浅,没有出现胶管割裂的现象,图9:

图9 回油胶管与喷油器端回油接头(不安装卡箍)老化试验结果
结论:通过试验验证,得出结论,胶管破裂位置在喷油器端接头与胶管连接处。
根本原因分析,对喷油器端回油接头和回油管端回油接头结构进行对比发现:喷油器端接头存在倒角较小的尖角,且过渡不如回油管端接头平缓,尖角存在易形成较大应力,切割胶管,若胶管材料没有较大的抗剪切性能,易出现胶管破裂。

图10 回油接头结构对比
装配时,由于喷油器端操作空间小,卡箍卡紧位置难以控制,导致卡箍直接卡在回油接头尖角处,进一步加大的喷油器端接头尖角割伤回油胶管的风险。如图11:

图11 胶管上的卡箍卡紧位置过于靠近接头尖角
4 优化方案及验证确认
根据上述分析:优化方案可从两个角度进行。重新选择抗剪切能力较强的胶管—提供 Conti胶管替代原现有胶管,同时采用规格10的卡箍(原为10.5),两种胶管参数对不如下:

图12 胶管结构对比

表3 胶管参数对比
优化接头,优化喷油器端接头—消去尖角避免对胶管形成过大剪切力。
在现有基础上优化设计,仅消去尖角,保留现有其他结构尺寸。

图13 接头优化方案1
5 结论
本论文通过对柴油机燃油回油管渗漏油故障进行分析,针对问题点,逐步细化查找原因,综合考虑产品应用及维护等方面,制定多种解决方案,依次验证排除,经过充分的试验验证,得出最优的设计改进方案,将改进后的失效风险降至最低。对以后的故障解决和设计改进提供进经验和方法。
a)产品设计过程中,对于同样的功能结构,应保持产品一致性,以便于对同一种功能设计进行更充分的验证。同样的充分的验证也保证了产品功能的可靠性;
b)产品设计及改进过程中,应综合考虑成本、设计改动代价、产品维护、产品现有状态存续期处理以及工艺性,在各类方案中权衡选取,力求以最小的改动达到最大的改进效果;
c)故障分析解决过程,需要遵循严格的分析流程,对故障解决方案进行充分的验证,避免由于设计改动后,进一步加大了故障风险或引起其他系统的故障。
[1] 周龙宝.内燃机学.[M]机械工业出版社.
[2] 余晨光.柴油机燃油供给系统的故障与排除.[M]农机使用与维修2014.4.
[3] 朱双艳.柴油机供油系设计方法研究与应用.吉林大学硕士学位论文2005.4.
