轴向定位顶尖的设计及其在轴类零件中的应用
2018-03-05卢晓伟吴新刚
卢晓伟,吴新刚
(山西经纬纺织机械专件有限公司,山西 晋中 030601)
1 顶尖的分类及缺点
目前,在机械加工行业中,无论是外圆磨床、数控车床或以中心孔为基准加工的设备,使用的顶尖有两种:一种为活络顶尖,核心采用轴承作为旋转件,转动灵活,能与零件一块旋转,不破坏中心孔,缺点是径向定位误差受轴承误差影响;另一种为死顶尖,即刚性顶尖,旋转时顶尖与中心孔产生滑动摩擦,优点是无误差,径向定位精度高,缺点是易破坏中心孔[1-2]。这两种顶尖在加工轴类零件时,中心孔大小影响轴向尺寸,产生偏差。在批量生产中,很难控制轴向尺寸的一致性(除非中心孔尺寸非常一致)。要使中心孔尺寸一致,就必须依托高精度数控车床;但批与批或者是更换中心钻之后,中心孔尺寸又会有变化,因此控制中心孔尺寸的难度很大。在实际加工中,控制轴类零件的长度尺寸,一般工艺首先采用外圆磨两顶尖磨轴类零件的一个端面,靠出端面即可,然后采用端面磨床以磨出端面为基准,磨出另一端面来控制长度[3-4]。因此,这两种顶尖都无法有效控制轴类零件的轴向尺寸,并且加工效率低,不适应大批量生产,给工艺流程带来麻烦。
2 普通顶尖无法解决的工艺问题
2.1 锭距一致性差
细纱罗拉(见图1)6个工作面采用两顶尖顶紧进行加工,轴向定位方式采用中心孔定位,故中心孔大小直接影响罗拉工作面锭距的一致性,锭距控制不稳定,给后续磨加工的锭距控制带来很大难度[5]。我公司采用普通车床或普通数控车床加工中心孔,采用中心孔深度量规进行控制,但毕竟不及高精度数控车床,故而误差依然很大。目前,采用的方法为加大工作面轴向尺寸,在后续磨加工把多余尺寸磨掉,来弥补中心孔大小不一致带来的锭距误差。这种加工方法效率低,综合成本高。

1,4—小凹下;2—工作面;3—凹下;5,7—中心孔;6—轴承挡肩面。图1 细纱罗拉示意
2.2 重复对刀
细纱罗拉采用外圆磨各档锭距尺寸时,受中心孔大小的影响,在加工锭距尺寸时,每节罗拉必须重新对刀才能磨削,加工难度大且效率低。
3 轴向定位顶尖的结构和工作原理
为了解决目前轴类零件轴向加工尺寸不一致的问题,在中心孔定位基准不变的前提下,同时为了精密控制轴向长度,增加端面刚性定位,重新设计轴向定位顶尖结构专利号为ZL201420080465.8,以达到中心孔定位及长向刚性定位的目的。
3.1 定位原理
通过定位套筒实现长向定位为基准,径向依然采用顶尖顶两头中心孔定位。顶尖由两部分组成,一部分为内置弹簧的活络顶尖,另一部分为用于刚性定位的套筒。旋转采用一对角接触球轴承,可以承受径向力及轴向力,故为一种轴向刚性定位活络顶尖。在端面刚性定位时,可根据零件的长度不同,选用不同的定位套筒,莫氏锥柄根据机床锥度确定。图2为新设计的顶尖结构。
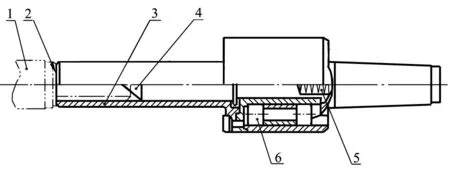
1—罗拉或其他轴类零件;2—轴承挡肩面;3—定位套筒;4—顶尖;5—弹簧;6—轴承;7—莫氏锥柄。图2 轴向刚性定位活络顶尖结构
内置弹簧的活络顶尖设计。尾端莫氏锥柄与轴承外壳为一体,可根据机床锥度确定选用,为了轴承加油及拆卸方便,设计加油孔和拆卸孔。旋转采用一对角接触球轴承,可以承受径向力及轴向力。由于顶尖悬臂较长,如果采用一个轴承,则轴承内外圈倾斜,轴系旋转精度低,在弯曲力矩的作用下,会使角接触的球体产生很大的附加载荷,使轴承工作条件恶化,导致过早失效。为改变这种不良的工作状况,采用两个轴承支撑。由于一个轴承只承受一个方向的载荷,且采用串联配置的安装方式,提高了轴承的刚性和旋转精度,延长了轴承的使用寿命。顶尖设计与轴承套为紧间隙配合,要求安装后顶尖伸缩灵活。
3.2 定位套筒
刚性定位套筒与轴承盖连接,在端面刚性定位时,可根据零件的台阶长度不同,选用不同长度的定位套筒。安装完加油后,要求套筒相对锥柄转动灵活,并且测量悬臂外端跳动量和套筒端面跳动量满足使用要求。
该顶尖应用于罗拉搓齿工序,每节罗拉以轴承档端面定位,提高了每节罗拉锭距一致性;也可应用于外圆磨各档凹下锭距尺寸,不需要每次对刀,效率大大提高,实现批量生产。
4 使用效果
该顶尖与原顶尖相比,能使轴类零件的轴向尺寸得到有效控制,简化工艺流程,提高加工效率,降低成本,提升产品质量。如加工罗拉产品,在搓齿工序采用该轴向定位顶尖,控制了罗拉的工作面锭距,使得搓丝板刀具宽度由50 mm减小为35 mm,与罗拉工作面宽度一致,减少了不必要的浪费,大大降低搓齿板刀具的原材料成本。同时提高了后续成型磨削工序的磨削效率。
5 结语
轴向刚性定位活络顶尖是一种轴向精确定位顶尖,用于轴类零件加工过程中轴向定位和轴向尺寸的控制。该顶尖具有活络顶尖和刚性顶尖的优点,特别适用于批量生产工艺,简化工艺流程,方便生产加工,提高生产效率,降低生产成本,有很好的借鉴和推广价值。
[1] 成大先.机械设计手册[M].北京:化学工业出版社,2002.
[2] 刘美玲,雷振德.机械设计基础[M].北京:科学出版社,2005.
[3] 成大先.机械设计图册[M].北京:化学工业出版社,2000.
[4] 赵志修.机械制造工艺学[M].北京:机械工业出版社,1985.
[5] 顾熙棠,金瑞琪,刘谨.金属切削机床:上[M].上海:上海科技出版社,1993.
