脱氟南极磷虾虾糜 与大豆分离蛋白双螺杆挤压重组工艺研究
2018-03-02胡玲萍徐蓓蓓尹利昂姜晓明孙维维李兆杰薛长湖
胡玲萍,徐蓓蓓,尹利昂,姜晓明,孙维维,薛 勇,李兆杰,薛长湖
(中国海洋大学食品科学与工程学院,山东青岛 266003)
南极磷虾(Euphausiasuperba)广泛分布于环南极海域,生物量约为6.5~10亿吨[1],所含优质蛋白质丰富,且富含人体所必需的全部8种氨基酸[2],必需氨基酸的总量达到212.1 mg/g蛋白质[3],尤其是代表营养学特征的赖氨酸含量异常高。南极磷虾甲壳中氟含量极高,容易向肌肉迁移[4-5]。受此影响,南极磷虾肌肉通常含有超过人体安全摄入标准的氟,所以南极磷虾蛋白通常需要脱氟才能利用[6-7]。经脱氟处理的南极磷虾虾糜可作为一种新型蛋白质食品原料。南极磷虾虾糜受制于其自身的结构性质,不能形成如冷冻鱼糜那样高弹性的凝胶,需要借助外来作用来改变其组织结构形式。双螺杆挤压集挤压、熟化、熔融、组织化于同一过程,是蛋白组织化的一种重要方式[8-10]。
1970年,Atkinson最早开展了挤压组织化产品的制备和研究[11]。Kaoki等最先使用热塑挤压的技术来进行鱼肉蛋白质组织化的研究[12]。Miyano等对鱼糜和挤压产物的肌原纤维蛋白的变化作了对比研究[13]。我国相关科研人员和从业人员从植物蛋白及其复合蛋白开始,展开了对食品挤压组织化的研究,并取得了很大的进展,不断以创新产品满足市场对组织化蛋白多样化的需求[14-18]。刘俊荣利用Clextral BC-45型双轴挤出蒸煮机,分别对低、高湿挤压状态下挤压机系统运行状态进行研究[19]。赵桂兴等以淡水鱼糜为原料,与大豆蛋白复合物复配,经双螺杆挤压生产一种鱼肉与大豆蛋白的组织化产物[20]。卢焘利用SLG32-Ⅱ型双螺杆挤压机进行鱼肉组织化实验[21]。王净等以鱼肉、大豆蛋白为原料,以双螺杆挤压进行组织化实验[22]。水产动物蛋白组织化的研究方兴未艾,将会给水产动物蛋白带来更好的营养、感官上的价值。
本研究将脱氟虾糜与大豆分离蛋白混合物经双螺杆挤压作用进行蛋白质重组,通过响应面分析优化工艺参数,以期制备一种具有良好口感、营养即食的南极磷虾蛋白产品,拓展脱氟冷冻南极磷虾虾糜的使用途径,并研究其组成成分在组织化前后的变化,为南极磷虾蛋白组织化的工业实践提供参考。
1 材料与方法
1.1 材料与仪器
南极磷虾 辽宁省大连海洋渔业集团公司;大豆分离蛋白 益海嘉里(秦皇岛)蛋白工业有限公司;磷酸、乙醚、乙酸、无水乙醇、石油醚、氯仿、甲醇、氯化钠、无水硫酸钠、氟化钠、盐酸、硫酸、正己烷、磷酸氢二钠(Na2HPO4·12H2O)、磷酸氢二钾、磷酸二氢钠(NaH2PO4·7H2O)、十二烷基硫酸钠(SDS) 国药集团化学试剂有限公司;戊二醛 天津市致远化学试剂有限公司;5-磺基水杨酸 天津市天力化学试剂有限公司;胃蛋白酶 南京奥多福生物科技有限公司;胰蛋白酶 北京格林博远生物科技有限公司;其他试剂均为国产分析纯试剂。
SYSLG30-Ⅳ型双螺杆挤压机 济南赛百诺科技开发有限公司;TMS-PRO质构仪 美国Food Technology公司;MB23型快速水分测定仪 美国OHAUS公司;HH-4型数显恒温水浴锅 常州国华电器有限公司;DHG-9070A型电热恒温鼓风干燥箱 上海精宏实验设备有限公司;AB135-S型精密电子分析天平 瑞士Mettler-Toledo公司;JSM-840电子扫描显微镜 日本JEOL株式会社;MB23型快速水分测定仪 美国OHAUS公司。
1.2 实验方法
1.2.1 脱氟冷冻南极磷虾虾糜的制备 冷冻南极磷虾块在微波源频率915 Hz条件下经微波快速解冻5 min至个体间离散,以采肉机采取虾肉,一次采肉得率为82.53%,加入3倍的4 ℃蒸馏水,充分均质,以浓度为10 mol/L磷酸溶液粗调,2 mol/L的磷酸溶液微调,调节均质液pH至4.5,放置30 min,每隔5 min间歇调整pH,使保持pH4.5基本不变。4000×g离心10 min,取沉淀部分,加入3倍的4 ℃蒸馏水,重复均质、等电点沉淀、脱氟、离心等操作,得沉淀部分。向沉淀中加入食用纯碱调节其pH至中性,将该中性物料塑形、冷冻,得到脱氟冷冻南极磷虾虾糜。
1.2.2 磷虾虾糜与大豆蛋白的双螺杆挤压组织化工艺 虾糜解冻→物料调配→参数设置→升温→进料→双螺杆挤压→成品
1.2.3 单因素实验
1.2.3.1 虾糜和大豆分离蛋白复配比例的选择 通过调节磷虾虾糜(水分77.96%)与大豆分离蛋白(水分8.13%)混合物料的复配比例,使混合物料的水分含量分别达到30%、35%、40%、45%和50%。设置双螺杆挤压机机筒的四个加热区温度分别为70、90、120和140 ℃,开机升温至该温度后,调节双螺杆转速为25 Hz(1 Hz对应7.2 r/min)、进料速度为15 Hz(1 Hz对应2 kg/h),测定各挤出样品的组织化度,研究物料复配比例对组织化效果的影响。
1.2.3.2 机筒Ⅳ区加热温度的选择 机筒Ⅳ区温度是组织化的实际温度,其他三区的温度对组织化的影响有限,所以仅选择Ⅳ区温度进行单因素实验。混合物料水分设置为40%,双螺杆挤压机机筒的前三个加热区温度分别为70、90、120 ℃,先后分别设置机筒的Ⅳ区加热温度为130、140、150、160和170 ℃。调节双螺杆转速为25 Hz、进料速度为15 Hz,测定各挤出样品的组织化度,研究机筒Ⅳ区加热温度对组织化效果的影响。
1.2.3.3 双螺杆转速的选择 混合物料水分设置为40%,双螺杆挤压机机筒的四个加热区温度分别为70、90、120和140 ℃,设置进料速度为15 Hz,先后分别调节双螺杆转速为15、20、25、30和35 Hz,测定各挤出样品的组织化度,研究双螺杆转速对组织化效果的影响。
1.2.3.4 进料速度的选择 混合物料水分设置为40%,双螺杆挤压机机筒的四个加热区温度分别为70、90、120和140 ℃,设置双螺杆转速为25 Hz,先后分别调节进料速度为5、10、15、20和25 Hz,测定各挤出样品的组织化度,研究进料速度对组织化效果的影响。
1.2.4 响应面法优化组织化工艺 根据单因素的实验结果,以组织化度(Y)为响应值,选取物料水分(X1)、机筒Ⅳ区加热温度(X2)、螺杆转速(X3)及进料速度(X4)四个因素,根据单因素实验组织化效果,每一因素水平选取高中低三个水平(-1,0,1),进行响应面分析实验。用Matlab软件对所测得的数据进行二次回归方程的拟合分析。

表1 双螺杆挤压响应面分析的因素与水平Table 1 Factors and levels of response surface methodology of twin-screw extrusion
1.2.5 组织化度的测定 参照李里特[23]对组织化度的测定方法。切开组织化样品,分别测定其横向和纵向上的剪切力,以横向对纵向剪切力的比值定义组织化度。
1.2.6 组织化前后物料主要成分的测定 依据南极磷虾虾糜-大豆分离蛋白(AKS-SPI)组织化的最优工艺制备双螺杆挤出产物,测定组织化前后,混合物料和挤出产物的水分、蛋白质、脂肪、灰分含量及氨基酸组成。
水分含量测定:参照GB 5009.3-2016,中国人民共和国国家标准-食品中水分的测定[24]。蛋白质测定:参照GB 5009.5-2016,中华人民共和国国家标准-食品中蛋白质的测定[25]。灰分含量测定:参照 GB5009.4-2016,中华人民共和国国家标准-食品中灰分的测定[26]。氨基酸组成分析:参照GB 5009.124-2016,中华人民共和国国家标准-食品中氨基酸的测定[27]。
脂肪含量测定:分别进行游离脂肪和结合脂肪的测定。游离脂肪的测定:分别称取组织化前后样品3~5 g进行测定,测定方法参照GB 5009.6-2016食品安全国家标准 食品中脂肪的测定(第一法)的方法[28]。结合脂肪的测定:参照卢焘等的方法[21]并加以改进,取一定比例的索氏抽提后的物料残渣置于安瓿瓶,加入10 mL浓盐酸,封口,于90 ℃消化6 h,取出冷却。加入10 mL无水乙醇,混合之后转移至锥形瓶中,以少量乙醚冲洗安瓿瓶并转移至锥形瓶。轻轻摇动锥形瓶1 min,静置30 min。将上层液体转移至旋蒸瓶,减压浓缩,最后于105 ℃干燥1 h,置于干燥器内冷却后称重。旋蒸瓶净增重即为结合脂肪的质量。
1.2.7 蛋白质体外消化率的测定 参照董海洲等人的方法[18]。准确称取1 g样品于锥形瓶,加入25 mL磷酸盐缓冲液(pH2.0,0.1 mmol/L)和10 mL盐酸(0.2 mmol/L),加入1 mL新配制的胃蛋白酶溶液(75 mg/mL),调节至pH2.0,于36.5 ℃恒温水浴振荡消化8 h。之后加入10 mL磷酸盐溶液(pH6.8,0.02 mmol/L)和5 mL NaOH溶液(0.6 mmol/L),加入1 mL新配制的胰蛋白酶溶液(110 mg/mL),调节至pH6.8,于36.5 ℃恒温水浴振荡消化24 h。结束后,加入5 mL 20%的磺基水杨酸溶液,静置20 min,抽滤,取残渣测其蛋白质含量。根据以下公式计算蛋白的消化率:
蛋白体外消化率(%)=(初样的蛋白质含量-滤渣的蛋白质含量)/初样的蛋白质含量×100
1.2.8 组织化前后微结构的观察 观察对象为混合物料(轻微挤压捏合使成型)和优化工艺条件下的组织化样品。参考Benjakul的方法[29-30],将观察对象切成小块样品,经戊二醛固定、乙醇脱水、干燥喷金,用扫描电镜(SEM)对样品进行观察。
1.3 数据分析
各样品平行测定3次,取3次测定的平均值进行分析。以Matlab软件对二次回归方程进行方差分析。
2 结果与分析
2.1 南极磷虾虾糜脱氟效果
南极磷虾虾糜氟的脱除率为87.29%,平均含氟量79.79 mg/kg干重,符合美国食品药品监督管理局关于食品中氟的安全限量(100 mg/kg干重)[31]。
2.2 组织化单因素实验
2.2.1 虾糜和大豆分离蛋白复配比例的选择 由图1可知,随着水分含量的增加,物料组织化度呈现先升高后降低的趋势,物料水分含量为40%时,组织化效果最佳。可能因为这时水分与蛋白原料融合起到了明显的增塑作用,使挤压蒸煮中的蛋白质发生塑化,快速进入熔融状态,有利于挤出组织化的物料。然而,当水分含量高于40%后,多余的水分吸收能量,加剧了体系的不稳定,且极易发生危险的喷出[32-33]。因此,复配物料的水分含量选择在40%附近。
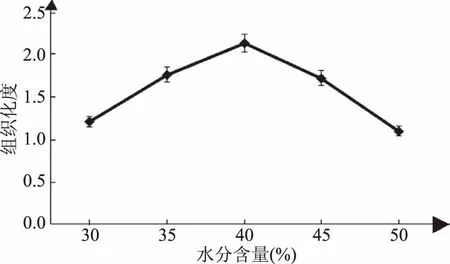
图1 物料水分含量对挤压组织化的影响Fig.1 Effect of moisture content of material on extrusion texturization
2.2.2 机筒Ⅳ区加热温度的选择 由图2可知,随机筒Ⅳ区温度的升高,组织化度先升高后降低。这是因为在较低温度(130 ℃)时,物料因热量不够未能形成充分的熔融态,而在140 ℃时,进入熔融态的物料能够连续的组织化,挤出产物连续而平滑。温度继续升高后(150~170 ℃),过多的热量使熔融态物料的压力急剧增加,在挤出后因压力的突然释放导致挤出产物的紧缩、凹陷,甚至出现挤出的产物急速喷出。故机筒Ⅳ区温度宜选择140 ℃附近。

图2 机筒Ⅳ区温度对挤压组织化的影响Fig.2 Effect of temperature of zone Ⅳ on extrusion texturization
2.2.3 螺杆转速的选择 螺杆转速对组织化效果的影响见图3,当螺杆转速15~25 Hz期间,物料逐步得到充分的混合、摩擦和剪切,容易形成组织化的纤维蛋白;在转速高于25 Hz之后,物料在机筒内随螺杆转动过快,挤压和剪切作用不充分,导致组织化不充分,未能形成均匀的质地,组织化度也逐渐下降。因此,螺杆转速优选为25 Hz附近。
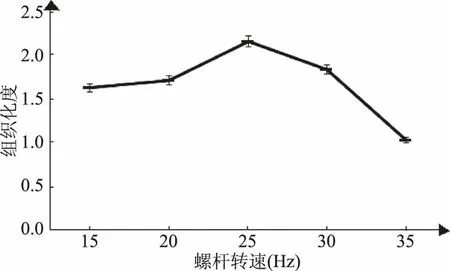
图3 螺杆转速对挤压组织化的影响Fig.3 Effect of speed of twin-screw on extrusion texturization
2.2.4 进料速度的选择 由图4可以看出,与螺杆转速的影响类似,组织化效果随进料速度的提高而先升后降。适当的进料速度能使物料经受充分的挤压、剪切作用,恰当的进入熔融态,进而顺利组织化;而进料过慢或过快,都将影响物料在机筒内的受热受力,使物料不能均匀的组织化。综合考虑,应该选择15 Hz左右的进料速度。
2.3 响应面法对挤压组织工艺的优化
组织化度的响应面实验方案及对应的响应值结果如表2所示。利用Matlab软件对表2中的数据进行多元回归拟合,得到组织化度(Y)对物料水分(X1)、机筒Ⅳ区加热温度(X2)、螺杆转速(X3)及进料速度(X4)四个变量的二次回归模型:
Y=-64.7342+0.3613X1+0.7662X2+0.1870X3+0.4833X4-0.0008X1X2+0.0014X1X3+0.0005X1X4-0.0001X2X3+0.0006X2X4-0.0038X12-0.0026X22-0.0045X32-0.0194X42。
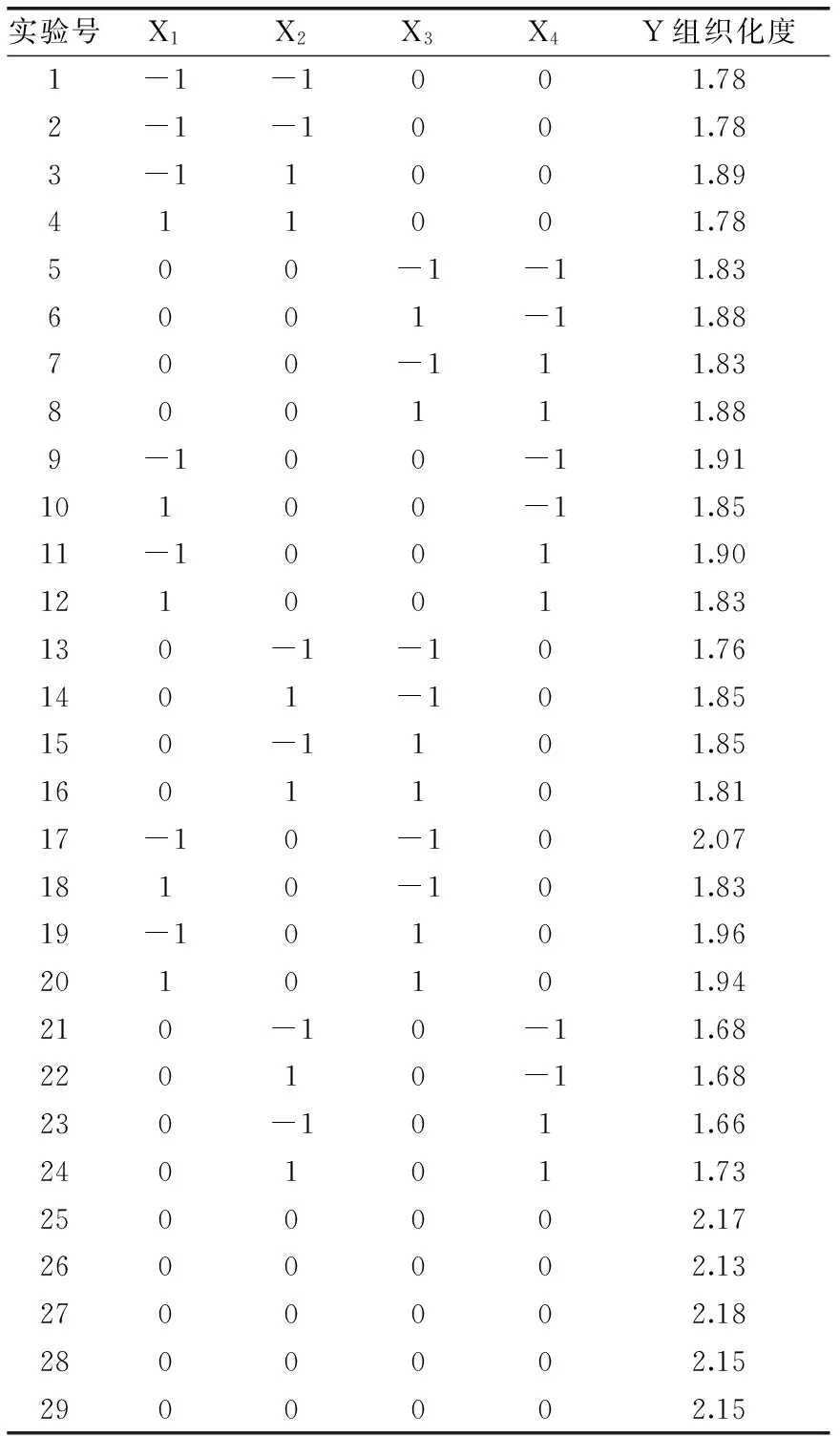
表2 响应面分析方案及响应值结果Table 2 Experiment design and results of response surface methodology
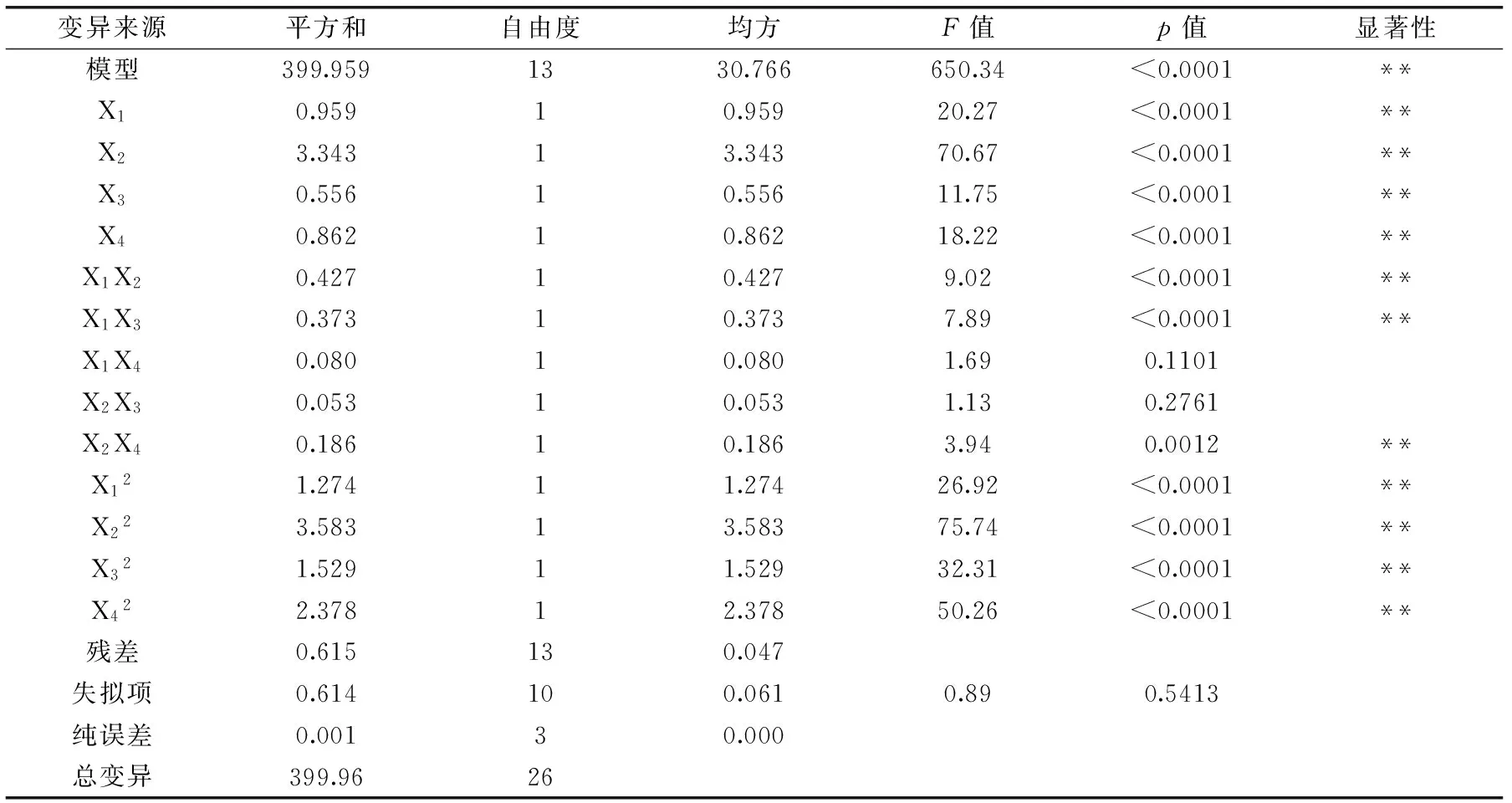
表3 回归模型的方差分析Table 3 Analysis of variance of regression model
注:p≤0.01的项对响应值影响极显著,用**表示;p≤0.05的项对响应值影响显著,用*表示;p>0.05的项对响应值影响不显著。
对二次回归模型的方差分析结果见表3。Matlab分析的复相关系数R2为0.9980,校正后的R2为0.9964,模型p≤0.01,极显著,失拟项的p值为0.5413,对响应值影响不显著(p>0.05),说明该模型的拟合程度好,实验误差小,可以用于分析和预测物料水分、机筒Ⅳ区加热温度、螺杆转速和进料速度对组织化效果的影响。
由表3中F值可以看出,各因素对组织化效果的影响大小顺序:机筒Ⅳ区加热温度>物料水分含量>进料速度>螺杆转速。对组织化度影响极显著的交互项为X1X2、X1X3、X2X4,X1、X2、X3、X4、X12、X22、X32、X42对组织化度的影响极显著(p≤0.01)。
2.4 组织化最优条件的预测及验证
根据回归方程做出交互项对组织化度的响应面分析图(图5~图9)进行交互作用分析。由图5可知,在物料水分含量<40%时,组织化度随机筒Ⅳ温度的升高呈先明显上升后轻微下降的趋势。由等高线可知,在物料水分37%~39%和机筒Ⅳ温度145~150 ℃范围内,组织化度出现最大值。若物料水分在40%以下,随机筒Ⅳ区温度的升高组织化度呈增大趋势,因此应将机筒Ⅳ区温度设置在145~150 ℃的高位温度,能取得比较好的组织化效果。

图5 物料水分与机筒Ⅳ区温度 交互作用对组织化度的影响Fig.5 Effect of material moisture and temperature of zone Ⅳ on extrusion texturization index
由图6可知,当物料水分处于40%以下时,组织化度随螺杆转速的升高呈先明显上升后下降的趋势,适当提高螺杆的转速,能够较好地实现组织化。这是因为高频率的挤压、剪切弥补水分缺失导致塑化作用的弱化,使物料在高温高压下进入熔融状态,组织化度提高。在高物料水分(>40%)时,随着螺杆转速的增大,组织化度呈明显下降趋势,这与王洪武[10]的报道就高水分含量下,螺杆转速不宜太高的说法相一致。
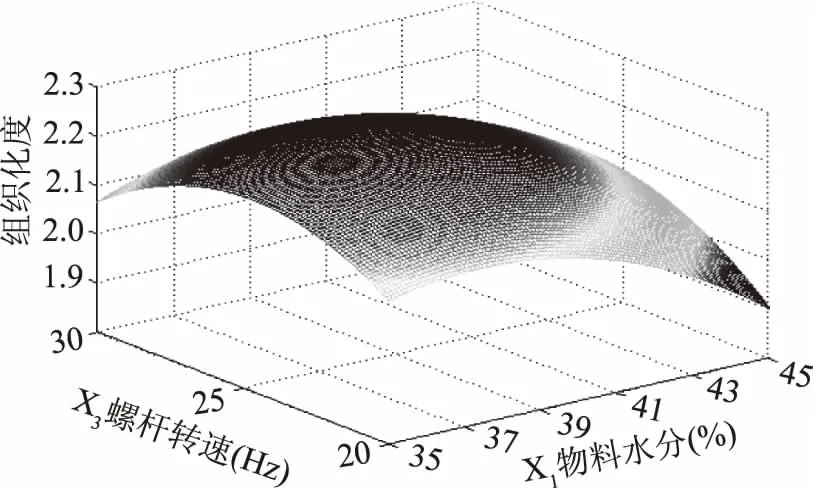
图6 物料水分与螺杆转速交互作用对组织化度的影响Fig.6 Effect of material moisture and screw speed on extrusion texturization index
由图7可知,在高或低的进料速度下,组织化度均随机筒Ⅳ温度的升高呈先缓慢增大后迅速减小的趋势。由等高线可以看出,在机筒Ⅳ区温度140~145 ℃,进料速度16~18 Hz范围内,组织化度出现最大值。机筒在高温(>140 ℃)运行下,螺杆转速对组织化度的影响明显,应及时调高物料的进料速度,这样机筒给体系提供的大量热量能够被更均匀的吸收,而不至于因物料接续不利同时机筒热量过高,而导致的不能顺利进料或者物料倒流现象。
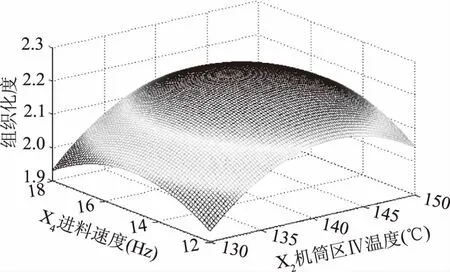
图7 机筒Ⅳ区温度与进料速度 交互作用对组织化度的影响Fig.7 Effect of temperature of zone Ⅳ and feeding rate on extrusion texturization index
由图8可知,物料水分和进料速度对组织化度有明显的交互作用。在进料速度为14~18 Hz时,组织化度随物料水分的增加呈先升高后缓慢下降的趋势。物料水分低于40%,在较低进料速度(<14 Hz)下组织化度较低,应适当提高进料速度,防止物料不足在机筒内发生碳化,而当水分过高时(45%),或高或低的进料速度产物的组织化度均较低。由等高线可知,组织化度在物料水分约40%,进料速度15 Hz出现最大值。组织化度随物料适中的物料水分(约40%)与适当的进料速度(15Hz)配合能得到组织化度高的挤出产物。

表4 挤压组织化前后各成分的含量和蛋白质消化率Table 4 Basic composition and digestibility of material before and after extrusion texturization
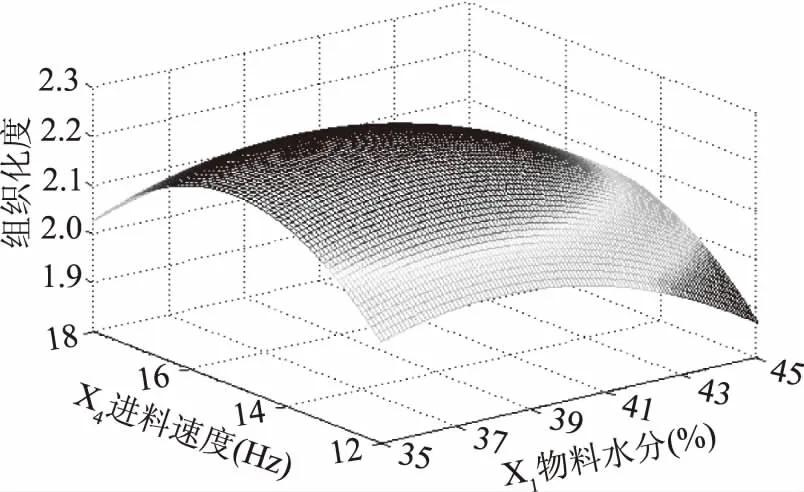
图8 物料水分与进料速度交互作用对组织化度的影响Fig.8 Effect of material moisture and feeding rate on extrusion texturization index
注:除水分外,成分比例均以干重表示。
由图9可知,在低螺杆转速20 Hz和高螺杆转速30 Hz下,组织化度都随机筒Ⅳ区温度呈先缓慢增大后明显下降的趋势,在机筒Ⅳ区温度140~150 ℃时之间出现极大值,在机筒Ⅳ区温度低于135 ℃时,无论螺杆转速快慢,组织化度均较低。在机筒温度设置为高温时,一般应提高螺杆的转速,防止物料在高温高压的机筒内滞留而引发物料的碳化或水分的严重汽化。机筒Ⅳ区的加热温度应在140~145 ℃,这样可以对应范围较广的螺杆转速,维持组织化的效果。
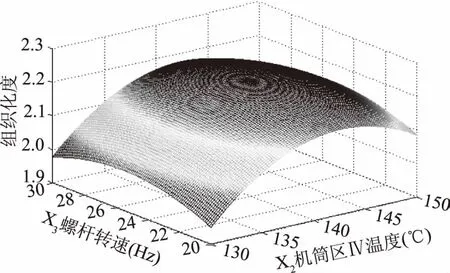
图9 机筒Ⅳ区温度与螺杆转速交互作用对组织化度的影响Fig.9 Effect of temperature of zone Ⅳ and screw speed on extrusion texturization index
以上交互作用的影响,可以总结为:为获得良好的组织化效果,物料水分高,机筒加热温度也要相应提高;物料水分处于低位时,应适当提高螺杆的转速和进料速度;机筒加热温度较高时,应适时调高进料速度;而较高的机筒加热温度与较快的螺杆转速相配合。
2.5 组织化最优条件的预测及验证
通过Matlab软件对回归方程求解得到AKS-SPI组织化的最优工艺:混合物料水分39.81%,机筒一至四区的加热温度为70、90、120、140.10 ℃,螺杆转速25.21 Hz,进料速度14.83 Hz。根据实际情况,将最优条件修正为混合物料水分40%,机筒一至四区加热温度为70、90、120、140 ℃,螺杆转速25 Hz(18 r/min),进料速度15 Hz(30 kg/h),在此条件下的组织化度预测为2.17。对预测值进行验证,得到的组织化产物的组织化度为2.18,相对误差为0.46%。说明优化符合预期,可以用所建立的回归模型对组织化进行预测。
2.6 主要组成成分的变化
由表4可以看出,物料水分在组织化挤压前后变化最大,水分子在高温高压的机筒内发挥传递热量、溶剂与增塑的作用,与物料形成融合态,在挤出时,随压力瞬间突降而大量释放和挥发。蛋白质、灰分和总脂肪在挤压前后总量的变化并不明显,值得关注的是,物料中的部分游离脂肪转化成结合脂肪,使后者占总脂肪的比例有所升高,这与卢焘在鱼肉组织化研究中的发现相似[21]。可能是由于组织化过程中,部分游离脂质能够与蛋白发生复合,随着蛋白结构的变化与之进行紧密的结合。结合脂质的增加能减缓挤出产物的氧化速度,提高挤出产物的贮藏温度性。
由表5可知组织化前后物料中氨基酸含量的变化,在挤压组织化之后,各种氨基酸均出现不同程度的损失。氨基酸的这种变化,可能是在挤压过程中与物料中的还原糖发生了一定程度的美拉德反应;还可能是在机筒的高温高压环境下,氨基酸发生了不同程度的降解,通过脱氨基作用生成挥发性氨。
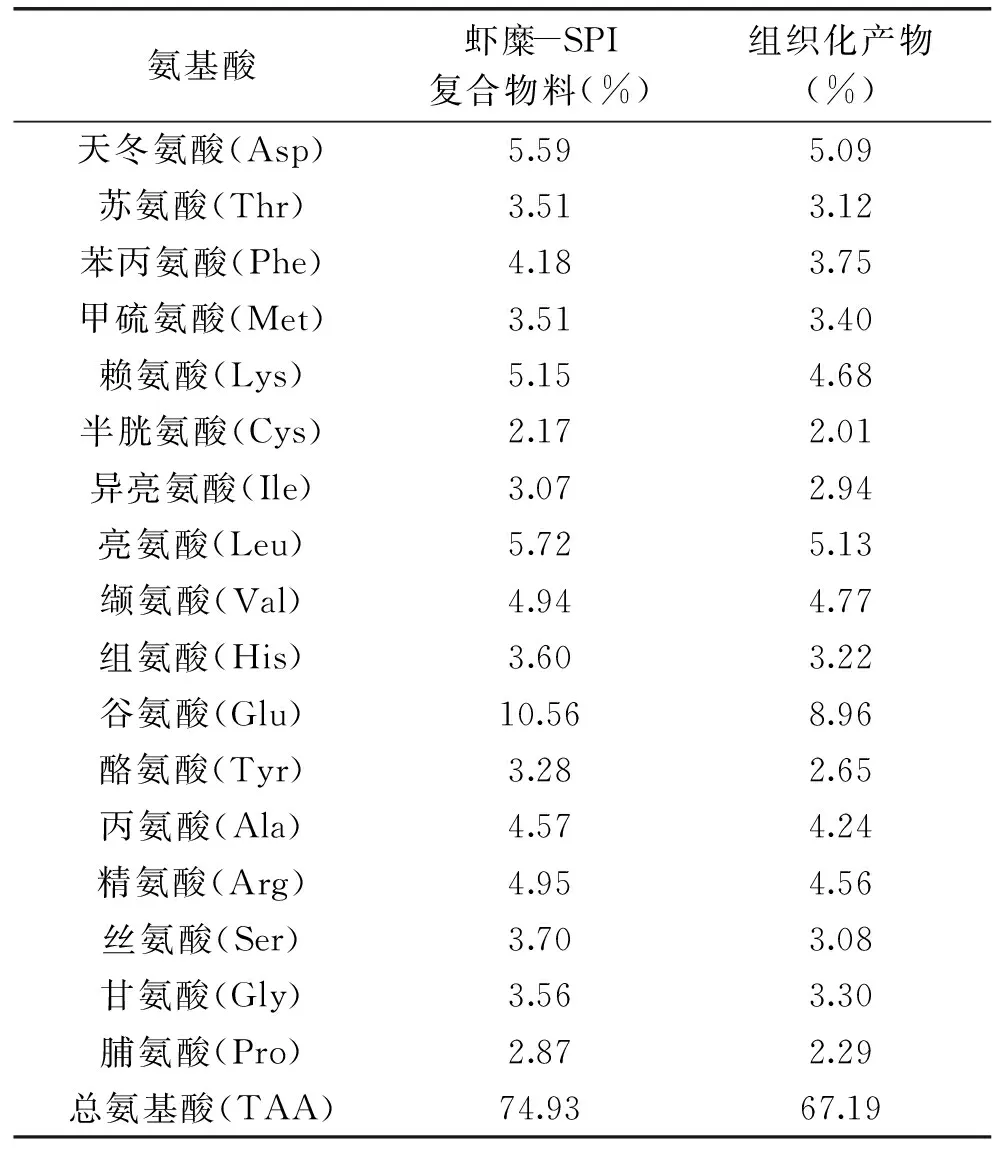
表5 AKS-SPI复合物料及其组织化产物的氨基酸含量Table 5 Amino acid content of krill surimi-SPI composite and its texturization product
2.7 蛋白质体外消化率的变化
蛋白质体外消化率用来模拟蛋白质被人体消化的效率。在挤压组织化前后,蛋白质体外消化率由93.66%提高至97.13%,说明AKS-SPI组织化产物是一种具有良好消化性的即食产品。根据董海洲[18]和左进华等[34]的研究,蛋白质在温度场、剪切场、压力场和水等联合作用下,重组为纤维状机构,期间发生蛋白质热变性等多重复杂变化,使蛋白质的消化性得到显著提高。
2.8 微观结构的变化
虾糜-SPI混合物料双螺杆挤压前后的扫描电镜图像见图10。由图10可得,相对于虾糜疏松、中空的空间结构特点,挤出产物在空间上呈现致密、有规则的纤维网状交织的特征,并具有一致的排列方向。说明虾糜和SPI在双螺杆挤压作用下,发生了空间质构的形变,形成了致密的纤维网状结构,宏观表现为坚硬而有韧性的特点。
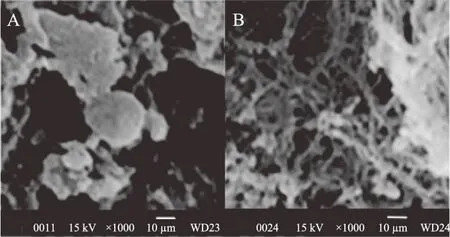
图10 双螺杆挤压前后样品的扫描电镜图Fig.10 Scanning electron microscopy of sample before and after extrusion 注:A为挤压前的样品,B为挤压后样品。
2.9 虾糜组织化产物的定位和用途
AKS-SPI双螺杆挤出产物为暗红色、条状。感官体验方面,该挤出物具有虾肉特征气味,口感劲道、柔韧,内部呈多孔性肉状纤维组织,类似大豆组织蛋白的纹理。
综合考虑,AKS-SPI复合蛋白组织化产物可用作以下途径:作为一种即食性休闲食品,如果经事先调味和抗氧化处理,在风味和口感上会有更好表现;作为改进食品物性的添加剂,用于肉制品、水产调理食品及糕点类食品等;于组织化之前加入宠物味素、叶绿素成分等,来制作有良好咀嚼感的高端宠物小食品。AKS-SPI的组织化作为脱氟虾糜的重要应用方式,拓展了南极磷虾蛋白制品的范围,具有良好的产品定位和市场前景。
3 结论
以脱氟冷冻南极磷虾虾糜、大豆分离蛋白为原料,进行双螺杆挤压组织化实验,以组织化度为指标,通过单因素优化和响应面分析优化工艺,得到AKS-SPI组织化的最优工艺为:混合物料水分40%(AKS∶SPI=4∶5),机筒一至四区的加热温度为70、90、120、140 ℃,螺杆转速25 Hz(180 r/min),进料速度15 Hz(30 kg/h)。根据最优工艺,制备到组织化度为2.18、暗红色的条状组织化产物,说明脱氟冷冻南极磷虾虾糜的双螺杆挤压组织化在工艺上是可行的。
对组织化前后物料的基本组成、体外消化率、氨基酸含量、游离脂质和结合脂质含量进行分析,并对其超微结构进行了扫描电镜观察。结果显示,蛋白质、灰分和总脂含量在挤压前后的变化不明显;部分游离脂质转化成为结合脂质;各氨基酸含量略有下降;挤压组织化提高了复合蛋白的体外消化率;组织化产物的微结构呈致密、规则的纤维网状交织,具有一致的排列方向。感官鉴定AKS-SPI挤出产物有虾肉特征气味,口感柔韧有嚼头,断面有致密的纤维,说明该挤出产物具有潜在的食用价值。
[1]王璐.南极磷虾中氟的风险评估[D].青岛:中国海洋大学,2013.
[2]孙雷,周德庆,盛晓风.南极磷虾营养评价与安全性研究[J].渔业科学进展,2008,29(2):57-64.
[3]Chen Y C,Tou J C,Jaczynski J. Amino acid and mineral composition of protein and other components and their recovery yields from whole Antarctic krill(Euphausiasuperba)using isoelectric sol-ubilization/precipitation[J].Journal of Food Science,2009,74(2):31-39.
[4]曹明秀,张海燕,王媛,等.南极磷虾贮藏过程中氟赋存形态转化与其品质变化的相关性分析[J].食品工业科技,2016,37(16):325-329.
[5]朱兰兰,赵彦玲,周德庆,等.南极磷虾冻藏过程中氟的迁移变化规律[J].中国食品学报,2015,15(4):81-86.
[6]郭帆,施文正,汪之和.南极磷虾酶解液脱氟工艺的研究[J].食品工业科技,2016,37(9):245-249.
[7]李红艳.南极磷虾酶解液脱氟技术的研究[D].青岛:中国海洋大学,2011.
[8]安红周,贾旭,李盘欣,等.双螺杆挤压对大豆组织蛋白组织化度的影响研究[J].粮油加工,2010(7):33-35.
[9]郎珊珊,阎树田.结构参数对花生蛋白挤压组织化感官评定的影响[J].中国油脂,2013,38(4):31-34.
[10]王洪武,周建国,林炳鉴.双螺杆挤压机工艺参数对组织蛋白的影响[J].中国粮油学报,2001,16(2):54-58.
[11]Atkinson A,Siegel V,Pakhomov E A,et al.A reappraisal of the total biomass and annual production of Antarctic krill[J]. Deep-Sea Research I,2009,56:727-740.
[12]Aoki K,Hara F,Ohmichi M,et al. Texturization of surimi using a twin-screw extruder[J]. Nippon Shokuhin Ko-gyo Gakkaishi,1989,36(9):748-753.
[13]Miyano S,Satoh K,Kitazume K,et al.Change in myofibrillar protein of fibrous product from walleye pollack surimi by extrusion cooking[J]. Nippon Suisan Gakkaishi,1992,58(4):693-699.
[14]杜双奎,魏益民,张波.挤压膨化过程中物料组分的变化分析[J].中国粮油学报,2005,20(3):39-44.
[15]张汆,魏益民,张波.脱脂花生粉特性对其挤压产品结构的影响[J].中国粮油学报,2007,22(2):55-56.
[16]常晓明,刘恩岐.原料体系对大豆蛋白挤压组织化的影响[J].农产品加工学刊,2007,88(1):20-23.
[17]刘恩岐,贺菊萍,刘全德,等. 高水分组织化大豆蛋白的挤压工艺和原料体系研究[J].食品科学,2009,30(12):
181-184.
[18]董海洲,左进华,代养勇,等.双螺杆挤压对大豆蛋白体外消化率的影响[J].中国粮油学报,2009,24(7):28-32.
[19]刘俊荣.热塑挤压蒸煮技术对鱼蛋白质组织化的应用研究[D].青岛:中国海洋大学,2005.
[20]赵贵兴,张光,毕伟伟.大豆蛋白和鱼肉复合挤压工艺参数的优化[J].粮食与饲料工业,2007,1:19-27.
[21]卢焘.双螺杆挤压重组鱼肉加工新技术研究[D].杭州:浙江工业大学,2007.
[22]王净,张光,Tatyana K K,等.鱼肉与大豆蛋白复合挤压组织化特性研究[J].大豆科技,2015(3):31-39.
[23]李里特.食品物性学[M].北京:中国农业出版社,2001,6:179-182.
[24]中华人民共和国卫生部.GB5009.3-2016.中国人民共和国国家标准-食品中水分的测定[S]. 北京:中国标准出版社,2016.
[25]中华人民共和国卫生部.GB5009.5-2016.中华人民共和国国家标准-食品中蛋白质的测定[S]. 北京:中国标准出版社,2016.
[26]中华人民共和国卫生部.GB5009.4-2016.中华人民共和国国家标准-食品中灰分的测定[S]. 北京:中国标准出版社,2016.
[27]中华人民共和国卫生部.GB 5009.124-2016.中华人民共和国国家标准-食品中氨基酸的测定[S]. 北京:中国标准出版社,2016.
[28]中华人民共和国卫生部.GB 5009.6-2016.中华人民共和国国家标准-食品中脂肪的测定[S]. 北京:中国标准出版社,2016.
[29]Benjakul S,Chantarasuwan C,Visessanguan W.Effect of medium temperature setting on gelling characteristics of surimi from some tropical fish[J]. Food Chemistry,2003,82(4):567-574.
[30]Benjakul S,Visessanguan W,Tanaka M,et al.Effect of frozen storage on chemical and gel-forming properties of fish commonly used for surimi production in Thailand[J]. Food Hydrocolloids,2005,19(2):197-207.
[31]柳先娜.南极磷虾脱氟方法研究[D].上海:上海海洋大学,2015.
[32]孙志欣.高湿挤压技术生产组织化大豆蛋白工艺研究[D].哈尔滨:东北农业大学,2009.
[33]赵贵兴,陈霞,刘丽君,等.大豆蛋白挤压组织化过程中水分的作用[C].全国大豆科研生产研讨会. 2014.
[34]左进华,董海洲,武建堂,等.挤压蒸煮对豆粕体外消化率的影响研究[J].食品与发酵工业,2008,34(5):98-101.
