基于Atmega16的电火花穿孔机加工脉冲电源的设计
2018-02-28刘雨兰
刘雨兰
摘要
针对现有电火花穿孔机加工脉冲电源的问题,设计了一种新型的数字式加工脉冲电源,采用Atmegal6单片机实现脉冲电源的核心控制,详细介绍了整体设计要求,硬件电路设计和软件设计。实际应用结果表明,该加工脉冲电源参数设置范围宽,操作简便且显示直观,波形稳定,加工效率高,实现了加工脉冲电源的先进控制。
【关键词】电火花穿孔机 加工脉冲电源 数字式 单片机 Atmega16
1 引言
电火花穿孔机由机床本体、加工脉冲电源、主轴旋转头、高压水泵等构成,其中,加工脉冲电源的性能直接影响着孔加工的精度、效率及其稳定性。目前大多数电火花穿孔机加工脉冲电源有着诸多缺陷,其一仍采用RC振荡电路和74系列的数字芯片作为核心电路实现信号输出,其输出波形的参数不够理想,致使加工精度低,其二脉宽、脉间、电流等参数设定仍然是码盘式和波段开关结构,大小无法直观显示,只能凭经验判断,其三由于采用码盘操作,此开关容易坏,故障率非常高。鉴于此,本文利用Atmegal6单片机优势,设计了一种新型的数字式加工脉冲电源,可满足不同材质、不同厚度的孔加工工艺要求,实现了孔加工的优良性能控制。
2 整体设计要求
为适应各种材料的高速电火花穿孔加工,本文设计的加工脉冲电源具体技术要求为:
(1)脉冲参数大范围可调:脉冲频率:500Hz-50KHz,无级可调;占空比:10%-50%,无级可调。
(2)具有大的脉冲加工能量,加工电流大小:0A-40A可调。
(3)加工波形稳定,负载运行无失真。
3 硬件设计
3.1 结构框图
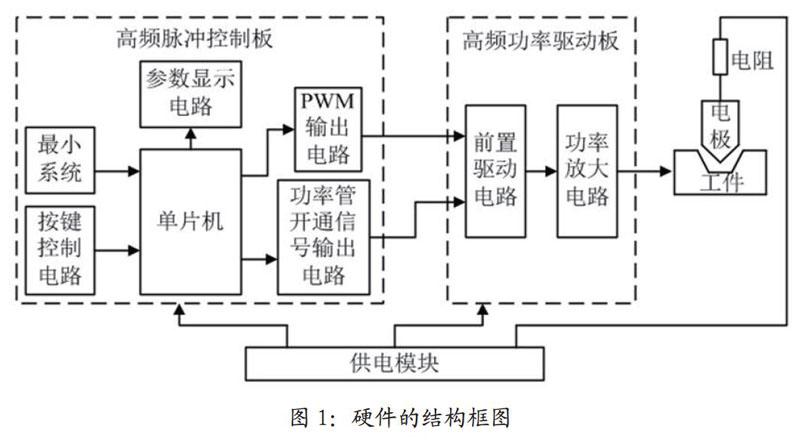
加工脉冲电源由高频脉冲控制板、高频功率驱动板、供电模块组成,如图1所示。供电模块具有较强的稳压,分别提供5V、15V、80V可靠的直流电源,使用安全,可靠性高,在损坏时也不会对负载造成危害。
高频脉冲控制板主要包括单片机最小系统、参数显示电路、按键控制电路、PWM脉冲波形输出电路、功率管开通信号输出电路。操作者可通过按键控制电路进行参数设定,设定合适的脉冲频率、占空比、加工电流,单片机根据接收到的设定,运算后产生相应PWM波形输出,并同时输出功率管开通信号。
高频功率驱动板接受到这些信号后,经过前置驱动电路、功率放大电路,形成具有一定能量的脉冲波,加到电极与工件两端,从而进行电火花穿孔加工。
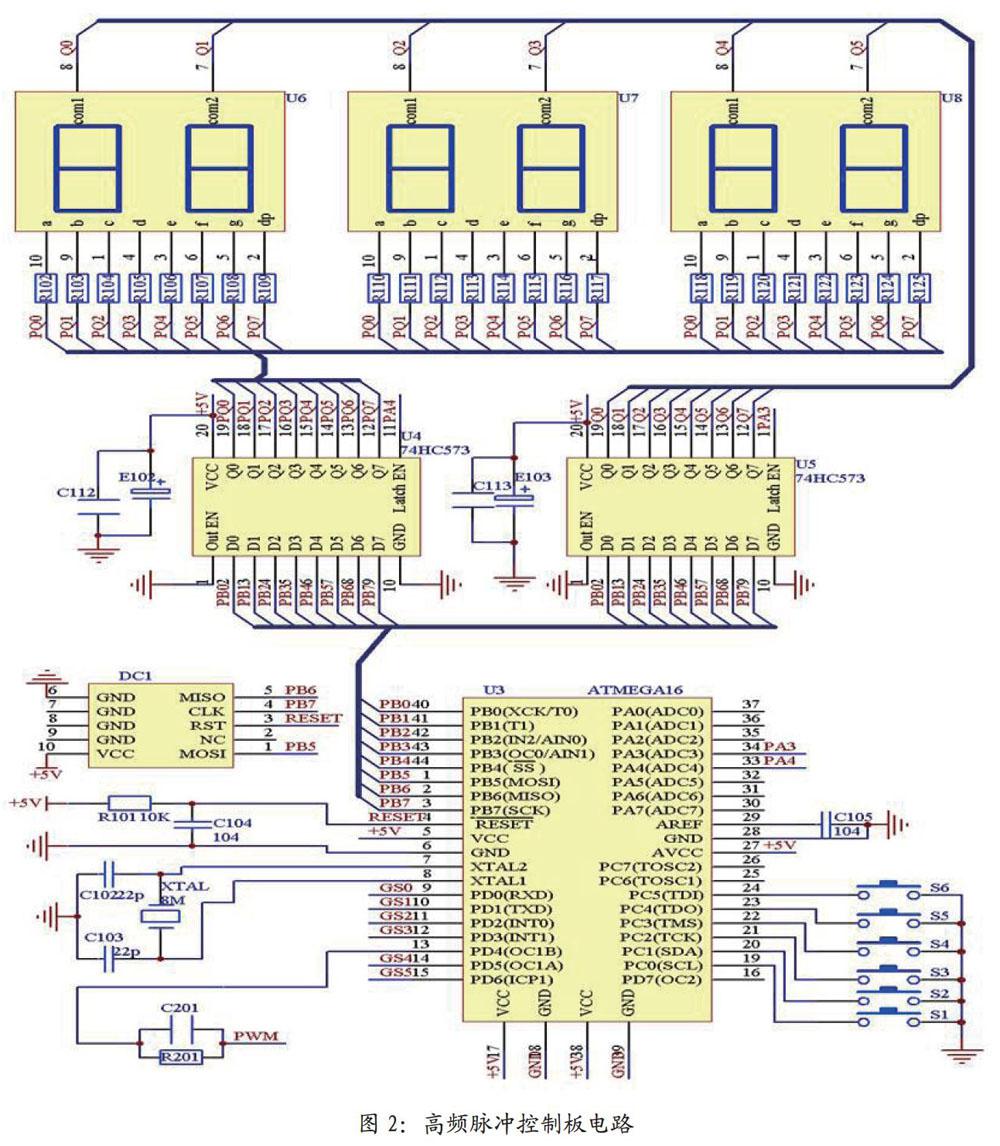
3.2 高频脉冲控制板的电路设计
高频脉冲控制板电路图如图2所示,核心控制芯片采用AVR单片机Atmega16,配置外部晶振16MHz,可实现脉冲参数的精准控制。参数显示电路选用3个2位LED数码显示器,74HC573的输入端连接单片机的PBO-PB7口,输出使能端分别连接PA3、PA4,進行数码管的位选与段选,可实现高频脉冲频率、占空比、功率管开通3个参数的实际值显示。按键控制电路设置6个按键,连接单片机的PCO-PC5口,分别进行参数的设定控制。利用Atmega16单片机的PWM功能,PD4口直接输出符合设定要求的脉冲波形。功率管开通信号输出电路中,6路开关量输出分别是PDO-PD3,PD5-PD6,以满足加工电流的多种选择。
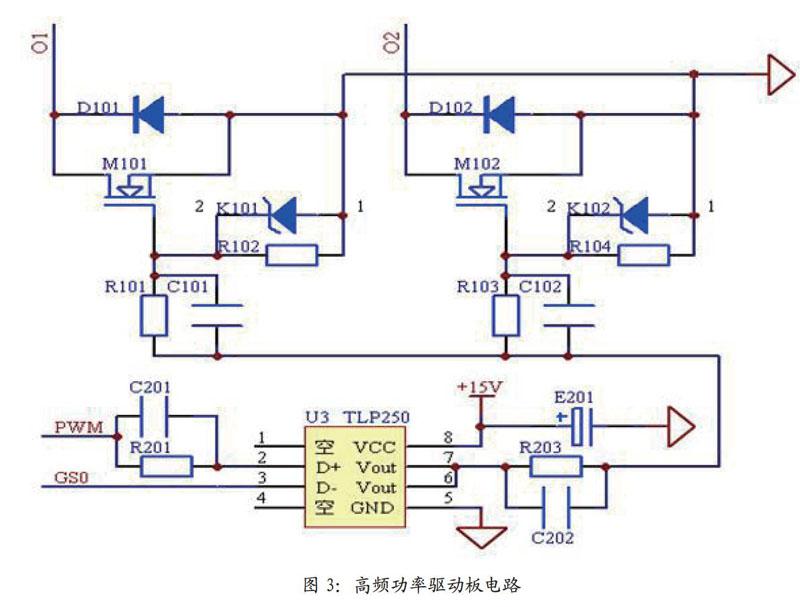
3.3 高频功率驱动板的电路设计
前置驱动电路选用TLP250芯片,TLP250适用于栅极驱动的IGBT管和大功率MOSFET管。功率放大电路选用绝缘栅VMOS大功率场效应管IRF250,该类管高频区线性好、开关速度快、输出电流大、耐压高。电路如图3所示,TLP250输入端回路均由单片机端口控制,直接连接P"控制信号和功率管开通信号,输出端直接控制两只MOS功率管,驱动板中共设计6组这样的电路,控制12只功率管,最大电流为40A。通过这种控制方法可满足控制功率管管数的通断和电流调整要求。
4 软件设计
在硬件的基础上高频脉冲模块需进行软件设计,软件设计工具选用ImageCraft的ICCAVR软件,整体采用模块化设计方法,整个软件部分由初始化模块、参数设定及存储模块、高频脉冲波控制计算模块、输出模块、显示模块组成。
软件设计流程图如图4所示,上电后单片机1/0口初始化,定时器1初始化,参数读取。在主循环中,判断按键是否按下,如果是,进行参数设定及存储,显示,高频脉冲波控制计算,参数输出;如果否,进行电参数显示。
脉冲波控制是利用Atmega16单片机中具有预分频器、比较功能和捕捉功能的16位定时器/计数器1,通过改变输出比较寄存器OCR1A、OCR1B设定值来精确实现的。工作模式选择相频修正PWM模式,输出的PV/M频率计算公式为:
式中f——输出PWM波的频率(KHz),fclk——外部晶振的频率(16MHz),N——分频因子(8分频),TOP——设定计数上限值。
由此可见,改变设定的TOP值(即输出比较寄存器OCR1A设定值),可进行PWM波的频率调节:
改变OCR1B的设定值,可进行PWM波的占空比调节。
OCR1B=OCR1A×A%=(10×A)/f(3),式中A——占空比。
则高频脉冲波控制计算程序如下:
unsigned char Fre_ZKB(unsigned char f,unsigned char A)
{DDRD|=BIT(4)|BIT(5);
TCCR1A=0x63;
TCCR1B=0x12;
OCR1A=1000/f,
OCR1B=(10*A)/f;
}
5 运行测试结果
设计的加工脉冲电源应用于电火花穿孔机,进行实际孔加工测试,所测加工脉冲波形如图5(a)脉冲频率500Hz、占空比10%,图5(b)脉冲频率500Hz、占空比50%。图6(a)脉冲频率10KHz、占空比10%,图6(b)脉冲频率10KHz、占空比50%。图7(a)脉冲频率50KHz、占空比10%,图7(b)脉冲频率50KHz、占空比50%。结果表明,该加工脉冲电源调节控制性能好,可满足不同材质、不同厚度的孔加工工艺要求。
6 结束语
本文设计了一种数字式电火花穿孔机加工脉冲电源,运行结果表明该加工脉冲电源控制先进,能够实现脉冲参数、电流大小的宽范围设定,实时显示,自动保存,上电后参数自动调用恢复,加工波形的精准控制,以及加工时的稳定输出,整体智能化程度高,不易出故障,设备加工效率得到了充分发挥和提升,应用前景广阔。
参考文献
[1]张海峰,王立峰,刘建勇.小孔加工电火花脉冲电源实验研究[J].中国机械工程,2016,27(13):1735-1739.
[2]赵衍青.CPUD器件在电火花加工脉冲电源中的应用[J].机电信息,2014,36:52-53.
[3]胡沁春等.基于FPGA的电火花加工脉冲电源设计[J].机床与液压,2018,46(14):21-23.
[4]唐婷,张言,范钧等.基于VMOS的电火花加工脉冲电源改进方案[J].成都工业学院学报,2013,16(04):60-62.
[5]江海波,王卓然,耿德根.深入浅出AVR单片机[M].中国电力出版社,2008.
