高锰孪晶诱导钢宏观偏析研究
2018-02-28陈永建庄昌凌兰方杰陈建磊郭召祥周涛
陈永建,庄昌凌,兰方杰,陈建磊,郭召祥,周涛
(1 贵州大学材料与冶金学院,贵州 贵阳 550025)
近些年来,随着汽车工业的快速发展,人们越来越重视汽车的节能环保和安全性能。降低汽车能耗,不仅能节约能源也能减少排放,在诸多措施中,减少车体重量对降油耗效果明显。使用高强度的汽车用钢可以减少汽车钢板的厚度实现减重,所以现代汽车材料中高强钢所占比重不断增加。
人们要求新一代汽车用钢既保证钢板高强度的同时还要有优良的塑性。其中,近些年研发出来的孪晶诱导塑性钢具有高强度而且具有优良的塑性、韧性和成形性能,同时抗撞击吸收能高,这符合人们对汽车用钢节能环保,舒适安全的设计要求[1-2]。目前国内对于孪晶诱导塑性钢偏析方面的研究很少,这不利于该钢种产品的质量控制,对此进行深入研究具有重要意义。
1 实验方法
利用感应炉冶炼30kg的孪晶诱导塑性钢,原料分别是纯铁、电解锰、硅铁与金属铝等,冶炼的孪晶诱导塑性钢化学成分如表1所示。

表1 冶炼孪晶诱导塑性钢化学成分,wt%
实验室冶炼的铸锭按照图1所示进行切割,在铸锭上部、中部、下部分别从中心到边部进行取样,一共制备得到9个尺寸为10mm*10mm* 10mm的金相样品。金相样品通过打磨、抛光后用4%的硝酸乙醇溶液进行侵蚀,利用光学显微镜观察凝固组织微观形貌。打磨抛光后的样品利用扫描电镜和能谱仪进一步分析其形貌和成分研究其宏观偏析。
2 实验结果与讨论
2.1 铸锭凝固组织微观形貌
在金相显微镜下观察样品的凝固组织微观形貌,结果如下图2所示。
在金相显微镜下可以清晰观察到样品凝固后形成大量的树枝晶,可以看到大量树枝晶生长并没有明显的方向性,表明铸锭在缓慢凝固过程中除边部以外,大多以糊状凝固的形式进行。树枝晶之间可以看到大片空白区域,该区域的形成与富集溶质的液相凝固有关,相关的差别导致了溶质浓度不一致,造成了宏观偏析现象。

图2 光学显微镜下样品的凝固组织
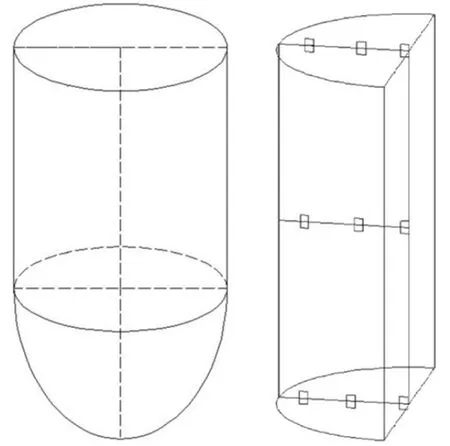
图1 铸锭切割取样示意图
2.2 铸锭宏观偏析分析结果
宏观偏析与凝固过程中溶质再分配有关,溶质原子在凝固过程在固液相之间重新分配,用平衡分配系数K0表示:

其中Cα和CL为固相和液相的平衡浓度。溶质元素的扩散能力对偏析程度有影响,溶质扩散能力越大则偏析程度就越小。偏析程度可以用偏析率表示,偏析率越大,偏析程度也越大。

其中Cmax和Cmin 分别是该元素在偏析区域的最高浓度和最低浓度;C0是该元素的原始平均浓度;
2.2.1 硅元素在铸锭中的宏观偏析
由图3可知铸锭中硅元素的含量分布结果,在铸锭中部和下部的中心(内部)处的硅元素含量低,随着从内部到外部取样(取样位置1到3),硅含量逐步升高,铸锭中部和下部的偏析率都是9.2%。而铸锭上部中心(内部)处的硅元素含量明显要比铸锭中部和下部高,但是铸锭上部在边缘(外部)的硅元素含量反而要比铸锭中部和下部低,铸锭上部的偏析率是11.7%,这表明硅元素在凝固末期有较为明显的溶质流动和富集现象。
2.2.2 铝元素在铸锭中的宏观偏析

图3 铸锭中硅元素含量分布结果

图4 铸锭中铝元素含量分布结果

图5 铸锭中锰元素含量分布结果
图4是铸锭中铝元素含量分布结果,从图中曲线可知铸锭上部、中部和下部由内往外取样得到的偏析规律类似,铝元素含量均是先降低再升高。无论是中心还是边缘处,铸锭下部的铝元素含量最高,而且偏析率高达9.0%。这远比铸锭上部、中部的6.5%和3.7%的偏析率要高。从分析结果看,铝元素在较大范围的偏析程度要比硅元素低,危害会减轻不少。
2.2.3 锰元素在铸锭中的宏观偏析
从图5可见铸锭中锰元素含量分布结果,在最后凝固的铸锭上部中心(内部)区域,锰元素含量要比铸锭中部和下部都要高。但是锰含量偏析程度最大的区域却位于铸锭中部,其偏析率是9.7%,要比铸锭上部和铸锭下部5%和5.3%的偏析率大。虽然锰元素相对而言偏析率不高,但是孪晶诱导塑性钢中锰含量高达25%以上,所以同样需要考虑锰偏析造成的质量影响。
2.2.4 宏观偏析形成机理与改善措施
铸锭不同区域之间浓度的差异构成了宏观偏析,关于宏观偏析形成的原因,大量研究认为与凝固过程液相的相对运动有关[3-4]。在本研究中,孪晶诱导塑性钢具有高锰、高硅、高铝的成分特点,在铸锭凝固过程中,随着液相逐渐转变成固相,伴随着不可避免的凝固收缩,形成负压导致枝晶间富集溶质元素液相的流动,从而形成中心偏析或者V型偏析,本研究中硅元素和锰元素在最后凝固的铸锭上部中心(内部)处的正偏析正好说明这一点。而铝元素的偏析行为可能与铝系夹杂物的下沉有关,孪晶诱导塑性钢的铝含量高达3%以上,十分容易形成铝系夹杂物,形成的铝系夹杂物在重力的作用下或者在钢液的对流下沉积,从而造成铸锭底部(铸锭下部)无论是中心(内部)还是外部的铝含量显著增高,造成铸锭下部正偏析,这刚好解释了本研究中铝元素的偏析现象。
宏观偏析的出现对铸锭的性能有不良的影响,造成产品质量不合格。由于宏观偏析是长距离偏析,通过均匀化退火很难完全消除,可以采取的改善方法主要是细化晶粒,增加等轴晶率等,具体的措施有低过热度浇注、添加形核剂、电磁搅拌或者超声铸造等,不过单一的方法难以完全消除宏观偏析,一般需要多种方法共同使用实现铸锭质量的改善。
3 结论
(1)对铸锭不同部位取样结果表明,在最后凝固的铸锭上部中心处的硅元素和锰元素含量明显要比铸锭中部和下部高,偏析率分别是达到11.7%和5%,硅元素和锰元素在凝固末期有较为明显的溶质流动和富集现象,这与凝固收缩形成负压导致枝晶间富集溶质液相的流动有关。
(2)铸锭中铝元素在铸锭上部、中部和下部由内往外具有类似的偏析规律,铸锭下部的铝元素含量最高,而且偏析率高达9.0%,铝元素的偏析行为可能与铝系夹杂物的下沉有关。
(3)铸锭中的宏观偏析是长距离偏析,难以通过单一的方式完全消除,可以考虑多种改善措施共同使用,实现铸锭质量的改善。