六缸曲轴锻造模具的改进与优化
2018-02-27潘海江武络周拥军赵鹏富成锻造有限责任公司
文/潘海江,武络,周拥军,赵鹏·富成锻造有限责任公司
随着“节能降耗”、“精益化管理”等全价值链体系化精益管理不断实施,作为发动机关键零部件之一的曲轴产品成为了主要的产品优化与改进的目标。我公司通过对D2876曲轴产品模具进行改进优化,最终实现该产品的质量与材料利用率的同步提升。
D2876曲轴(图1)是我公司2012年开发的一项民品曲轴,从试生产到批生产至今已历经5年多时间,锻件质量仍处于不稳定状态,存在不同程度的顽固性问题,导致大量产品报废。在此期间针对固有的问题及缺陷也进行了相当一部分的工艺工装改进,但效果不够理想。2017年在公司民品市场仍处于萧条状态的情况下,为保市场提高锻件品质,公司对该产品重新立项研究,针对该曲轴存在的问题,展开了相关的研究内容。
图1 曲轴锻件三维模型
改进前状态及产生因素
锻件厚度尺寸超差严重
D2876曲轴锻件各轴颈与切边痕垂直方向的尺寸超差严重;锻件要求的主轴颈尺寸为,而实际生产出的锻件通过测量统计主轴颈尺寸一般在φ119mm左右,超上差最大为3mm。
通过不断跟踪生产现场,测量切边后的毛边厚度尺寸,确定造成锻件各轴颈与切边痕垂直方向的尺寸超差的主要原因为:⑴模具成形导轨间隙为2mm,间隙过小易导致锻件打不靠(图2);⑵部分曲柄处的原材料过大;⑶大小头处的毛边过大。以上三点造成锻件无法打靠,从而导致锻件切边痕垂直方向的尺寸超差严重。
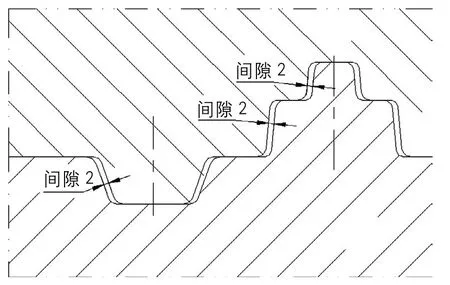
图2 成形导轨间隙
曲轴柄块不易充满
如图1所示,该曲轴为六缸八平衡块结构,而平衡块形状如图3所示,平衡块宽度为24mm,总高度已达到164mm。因此,其平衡块在单扇模具的模膛高宽比约为3.5。
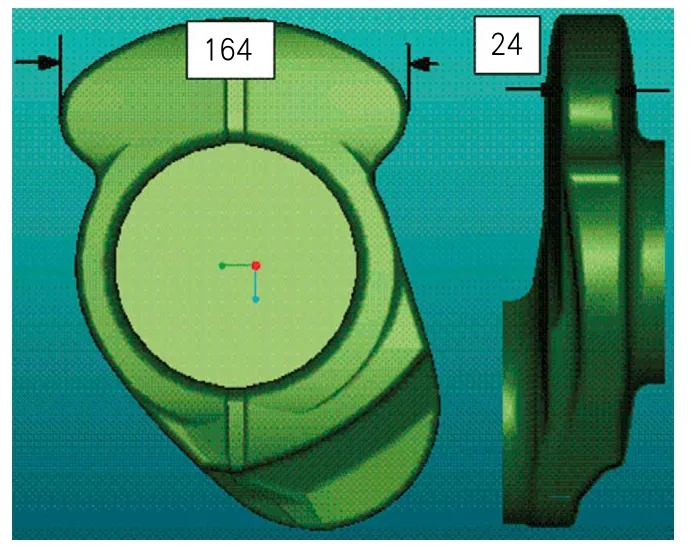
图3 柄块宽度与高度
模膛高宽比已达到3.5,将很大程度上影响平衡块最后能否充满模膛;而对于六缸八配重块曲轴来说,最中间的6、7平衡块最难充填,在整个曲轴锻打的过程中6、7平衡块最后充满模膛。在实际生产过程中,为使曲轴6、7平衡块能够充满,每件曲轴所锻打的锤数在45锤左右,严重影响模具的使用寿命。
材料利用率低
该曲轴的工艺路线为下料→锻造→热处理→清理。因年需求量较大,此曲轴采用倍尺定料。其锻件重量为137kg,而下料重量为183kg。据此计算,该曲轴的材料利用率为74.8%。与同结构曲轴锻件相比,材料利用率属于偏低,造成这种结果的主要原因为:⑴客观原因。锻件平衡块半径过大已达到R120mm;⑵主观原因。直棒料加热后直接锻造成形工艺,造成3、4、9、10曲柄处料过多,多余的原材料转化为毛边。
锻件连杆颈易出折叠伤
该曲轴的回转半径为R83mm,此前公司开发的所有民品曲轴其回转半径都不超过R70mm,其连杆颈也不过为φ102mm,因此原材料的规格大小直接影响1、3、4、6拐连杆颈能否充满型腔,同时也影响到在材料运动过程中能否避免出现折叠伤。
如图4所示,当上模向下移动时,原材料的一部分料充满连杆颈型腔。在充满型腔的过程中,材料会先向无阻力的方向上流动(图4中标记位置),而不是沿着模膛形状流动,连杆颈内侧产生空腔,当受到外侧模膛阻力后,才开始充满连杆颈内侧空腔。故原材料规格过小,连杆颈内侧产生的空腔会过大而产生折叠伤。
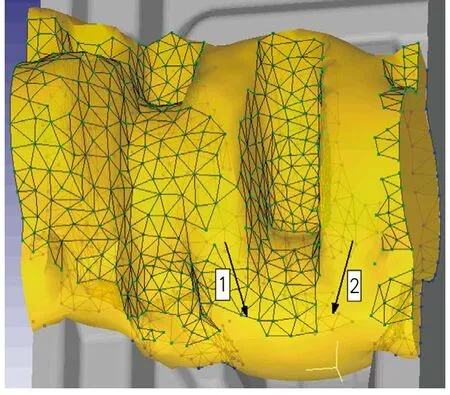
图4 产生折叠伤机理
改进过程及改进后状态
调整模具过桥及仓部结构
根据曲轴锻件在终锻时无法打靠,从生产的锻件厚度尺寸超上差的实际情况入手,采取以下两点措施:
⑴将各平衡块及曲柄处的成形导轨的间隙2mm调整至4mm(图5)。加大成形导轨间隙的主要作用是锻件在锻打的过程中,金属在充满模膛后,根据最小阻尼定律多余金属易向仓部流动,减少锻件的锻打锤数,有效地解决了锻件无法打靠的问题。
⑵将大小头处的仓部深度尺寸加大(图6)。优化前单扇模具的整体仓部高度尺寸为15mm,因大小头原材料过大,在锻件锻打后期,大小头的毛边充满仓部,甚至有的锻件打到分模面上,使得锻件无法打靠;为此特将大小头的仓部高度尺寸更改为22mm,局部加深大小头仓部尺寸。
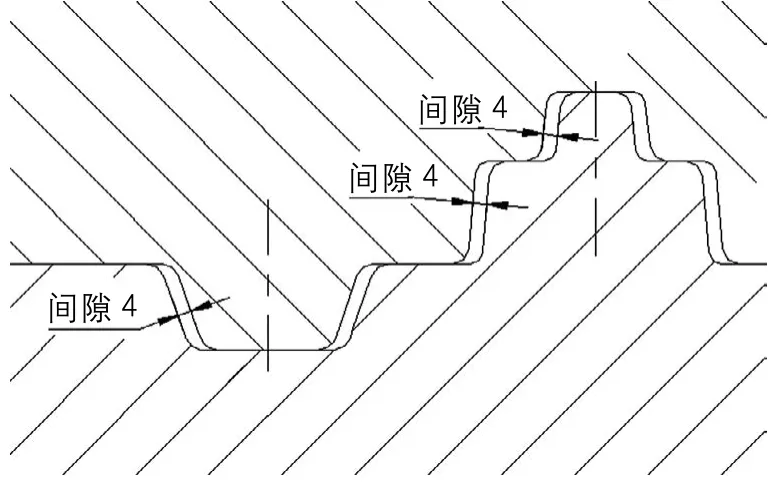
图5 改后成形导轨间隙
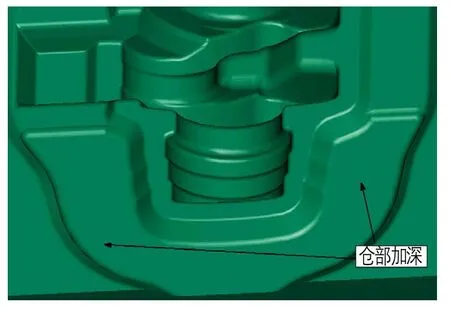
图6 局部加深仓部
通过以上两点优化模具,在生产过程中测量各轴颈尺寸,完全符合图纸要求,有效解决了锻件打不靠,轴颈超差影响曲轴动平衡问题。
优化模具边缘圆角
在锻件生产过程中,生产班组总是反映锻件6、7平衡块不易充满模膛,造成大量的补焊。通过观察坯料温度、操作方法、模具状态及锻件的充满过程等,排除其他因素后,最终确定是模具局部边缘圆角过小所致,故现场直接打磨模具后继续生产,观察锻打出的曲轴锻件6、7平衡块能够很好的充满模膛。后续对图纸和三维数模进行了固化,改后模具档部圆角如图7所示。
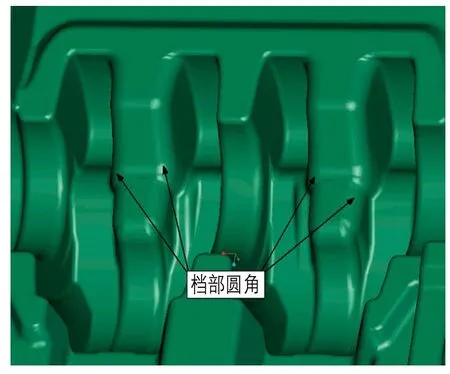
图7 更改后的档部冲头
增加辊锻制坯工序
此项曲轴的材料利用率与同结构曲轴锻件相比偏低,故需增加辊锻制坯工序来提高其材料利用率,达到降低原材料成本的目的。
为了保证工人的可操作性、工艺的可行性、生产的安全性、产品的稳定性等要求,由于下料规格较大,人工不易操作,须采用翻料机进行翻料。若采用军品曲轴辊锻及压弯等模膛形式,必须增加剁头工序,不仅增加了原材料的长度、降低了产品的材料利用率,同时,增加了剁头工序,也降低了生产效率。为此,该曲轴的辊锻模不能按传统的辊锻模膛进行设计,必须打破固有的设计思路,一方面保证产品终锻时的要求,另一方面保证产品的材料利用率和生产效率。
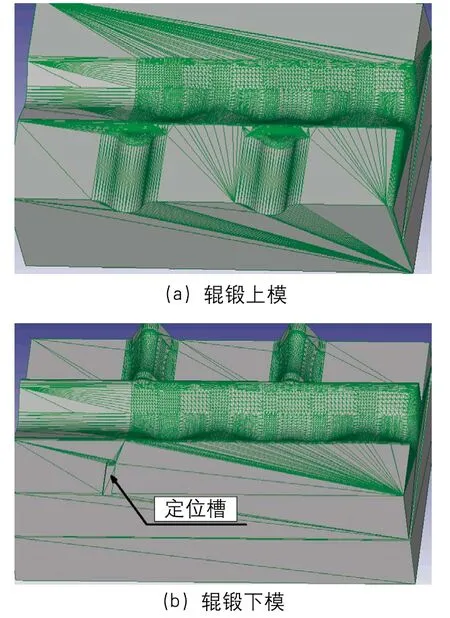
图8 辊锻模
针对上述问题最终设计的辊锻模具如图8所示,并应用Deform三维数值模拟软件进行验证,为使模拟结果最大可能的体现实际生产的真实性,在模拟时设置和选用的参数为锤上模拟参数,模拟过程如图9所示。
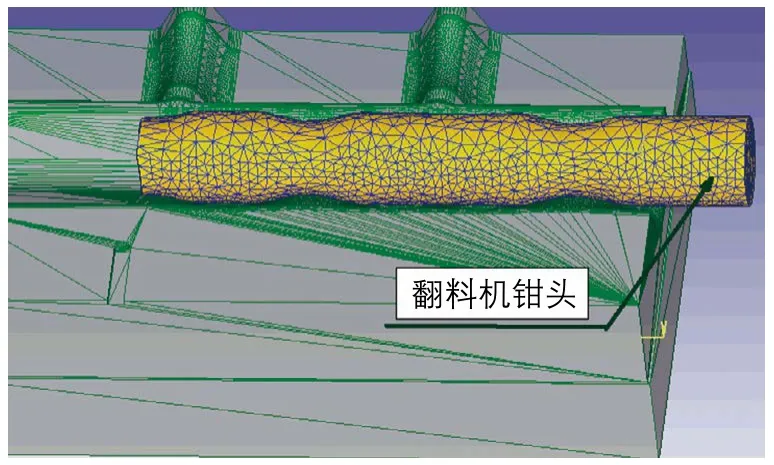
图9 辊锻模拟结果
为验证辊锻模膛设计是否正确,同样需要应用Deform三维数值模拟软件进行验证,为节省模拟时间和计算工步,特选取该曲轴具有代表性的一节进行模拟,模拟时设置和选用的参数也为锤上模拟参数,模拟结果如图10所示。
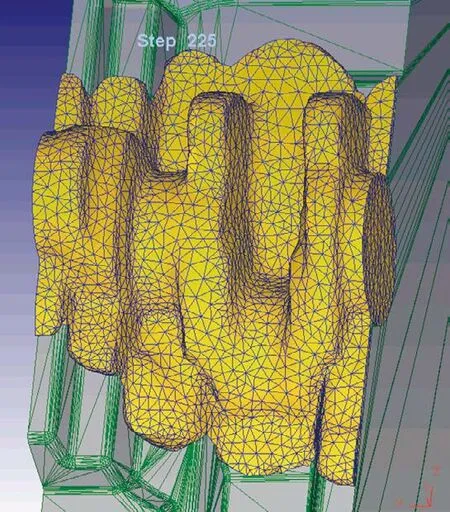
图10 终锻模拟结果
局部优化连杆颈结构
曲轴锻件在充满型腔的过程中,材料根据最小阻尼定律首先会向无阻力的方向上流动,而不是沿着模膛形状流动,连杆颈内侧产生空腔,当受到外侧模膛阻力后,才开始充满连杆颈内侧空腔。故原材料规格过小,连杆颈内侧产生的空腔会过大而产生折叠伤。
为了使金属尽可能的沿模膛形状流动,所采取的措施是在生产D2876曲轴时,将连杆颈与档部冲头连接处的圆角磨大,并跟踪后续生产的曲轴。经磁粉探伤后,个别仍有折叠伤,将裂纹垂直方向打断后,裂纹深度有1.5mm左右。因此,需对此处做进一步调整。
经过几次调整,将连杆颈上模的档部冲头改为图11结构:连杆颈与档部冲头采用大斜面过渡,此结构主要是为了在锻造曲轴过程中,坯料在充满模膛之时,坯料的流动方向尽可能沿着模膛壁方向流动,使上模坯料与模膛之间的空腔最小化,从而减小锻造折叠伤的出现。
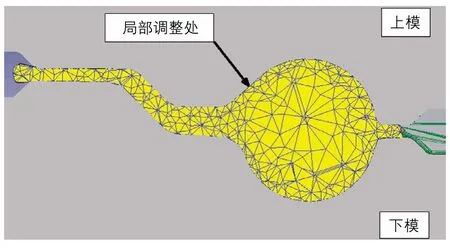
图11 连杆颈处改后结构
结论
通过一段时间的工艺工装和模具制造等方面的准备,本文所述曲轴采用优化后的锻造工艺进行生产时,对试生产的过程进行全程跟踪,观察到金属完全能够充满预锻模膛。对锻件成品进行全尺寸测量,证实锻件能够满足图纸要求。证明该辊锻模设计合理、可操作性强,能够完全满足生产,有效的解决了连杆颈产生锻造折叠伤的顽固性缺陷。
