钨基催化剂在生物质制乙二醇反应中的应用
2018-02-27庞纪峰郑明远
姜 宇,庞纪峰,赵 宇,郑明远
(中国科学院 大连化学物理研究所,航天催化与新材料研究中心,辽宁 大连 116023)
0 引言
当今世界经济的发展依然高度依赖于化石能源资源,由此导致日益严重的资源与环境问题,使经济可持续发展面临巨大挑战,大力发展可再生资源利用受到世界各国的普遍关注。生物质是唯一含碳可再生资源,具有储量丰富、来源广泛等优点,全世界每年产量超过2×1011t[1-2]。生物质主要成分为碳水化合物,包括纤维素、淀粉、葡萄糖等,具有丰富的含氧官能团,将其催化转化为大宗含氧化学品,有利于减少化石能源资源的消耗和温室气体的排放,对促进世界经济可持续发展具有重要意义。
生物质中产量最大的是木质纤维素,占到总产量的85%[3-5]。纤维素分子间和分子内存在氢键,具有较高的聚合度和结晶度,因而化学稳定性较高,通过简单的化学或生物方法将其解聚并转化利用的难度较大。催化是提高反应速率、降低反应能垒的关键手段。在过去十年中,纤维素催化转化制备化学品的研究取得了显著的进展,包括纤维素催化制葡萄糖、5-羟甲基糠醛及其衍生物、乙酰丙酸、γ-戊内酯、多元醇和乳酸等重要平台化合物[6-13]。乙二醇是一种重要的能源化学品,被广泛地应用在合成聚酯、防冻剂和精细化学品等领域,2015年全球消费量超过2 300万t[14-15]。目前工业上乙二醇主要是以石油乙烯为原料,经过乙烯环氧化、水合反应得到。因而,乙二醇是一种高度依赖于石油资源的大宗化学品。
利用生物质的结构特性,通过催化降解的方法直接获得小分子多元醇,将原料中的C、H、O原子最大限度地保留在产物中,具有原子经济性高、过程简单绿色的优点,是未来乙二醇生产发展的重要方向。2008年,中国科学院大连化学物理研究所的科研人员取得研究突破,首次实现纤维素直接催化转化制乙二醇,在镍-碳化钨催化剂上获得61%的乙二醇收率[16],为生物质转化利用以及乙二醇绿色合成提供一条新的技术路线。此后,该研究团队以及国内外学者对生物质制乙二醇路线开展了深入系统的研究工作,进一步丰富和拓展了钨基催化剂体系。已有的研究表明,在元素周期表中的过渡金属催化剂中,仅有钨基催化剂对生物质转化生成乙二醇的反应表现出了突出的高选择性,乙二醇收率可达60%~80%,体现出钨元素在生物质制低碳二元醇中的独特作用[17]。
钨是我国优势资源之一,储量、产量和出口量都居世界首位[18]。作为催化剂活性组分,钨元素在传统的石油炼制、石油化工领域,包括加氢、脱氢、脱水、氧化、聚合、烷基化、酰基化、酯化、脱硫等反应中都有着广泛和重要的应用[19-21]。随着生物质催化转化技术的快速发展,出现了生物质制乙二醇技术等具有广阔前景的新路线,有望进一步发挥我国拥有丰富钨矿资源的优势,促进生物质转化技术与我国钨业的协同快速发展。本文总结了过去十年中生物质制乙二醇技术在催化剂方面的研究进展,重点介绍了钨基催化剂在纤维素以及糖催化转化中的独特作用与发展历程,讨论了影响催化性能的若干因素,总结了钨基催化剂上生物质转化的主要反应途径与乙二醇生成机制,并对钨催化剂的未来应用进行了展望。
1 生物质制乙二醇催化剂
利用生物质制小分子二元醇最早可以追溯到1933年[22],然而,由于反应选择性难以控制,在随后的几十年内该技术发展缓慢。例如,2005年报道的Ni-Mo-Cu/硅藻土催化剂,能够催化蔗糖氢解得到甘油、乙二醇和丙二醇,但质量收率分别仅为28%、22%和13%[23]。直到2008年,该领域才获得显著突破:中国科学院大连化学物理研究所的张涛课题组将碳化钨催化剂用于纤维素转化反应,首次获得了乙二醇高收率(61%,质量分数)。此后,国内外的学者围绕生物质催化制乙二醇,先后发展了包括钨在内的多种过渡金属催化剂体系。根据乙二醇产物选择性的高低,可将催化剂大致分为钨基催化剂和其他过渡金属催化剂两大类。钨基催化剂中包括碳化钨、磷化钨、钨基双金属、钨酸(氧化钨)复合催化剂等,特点是乙二醇的选择性一般在50%~80%之间,而其他二元醇副产物,例如1,2-丙二醇,选择性一般低于5%。相比之下,其他过渡金属催化剂上乙二醇的选择性低很多,一般不超过50%,而且产物中1,2-丙二醇等副产物收率则通常>10%,这类催化剂主要包括 Sn、La、Zn、Ca 等[17,24]。
1.1 碳化钨催化剂
碳化钨属于过渡金属间充化合物,由于碳原子进入到钨金属晶格中修饰了钨的d轨道电子,使其具有了类似于贵金属的电子能带结构,因而在许多涉氢反应中表现出与贵金属类似的催化性质,例如加氢脱氮、烃类异构、肼催化分解等[25-27]。2008年,Ji等人[28]将碳化钨催化剂用于纤维素催化转化中,用于替代Pt、Ru等贵金属催化剂,发现2%Ni-30W2C/AC(AC为活性炭)上的主产物是乙二醇,显著区别于贵金属催化剂上纤维素转化主要获得常规的六元糖醇的反应结果。纤维素在245℃、6 MPa氢气中反应30 min后转化率达到100%,乙二醇的收率达到61%(反应路径如图1所示)。
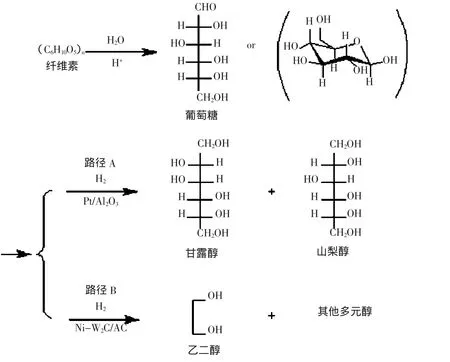
图1 碳化钨和Pt/Al2O3催化剂上纤维素催化转化结果[16,28]Fig.1 Catalytic conversion of cellulose over tungsten carbide or Pt/Al2O3catalysts
碳化钨催化剂一般是经过700℃以上的高温还原制备,因而制备过程中催化剂容易发生烧结,影响催化反应活性。为此,研究者进一步优化了催化剂制备方法和载体的微观结构,提高了乙二醇收率和催化剂稳定性。Ji等[29]采用后浸渍的方法制备镍促进的碳化钨催化剂,发现将镍前体溶液后浸渍到合成好的碳化钨催化剂的过程中,催化剂上的碳化钨纳米粒子发生氧化而逐渐减小,形成了可溶性的钨物种重新分散到碳载体上,经过二次低温还原后得到了高分散的碳化钨催化剂。在10%Ni-(30%WCx/AC)催化剂上,纤维素转化制乙二醇的收率可以达到73.0%[29]。以介孔炭材料(MC)为载体制备碳化钨催化剂是获得高活性碳化钨催化剂的另一种有效方法。Zhang等[30]通过硬模板法合成了介孔碳载体,该载体具有三维连通蠕虫状介孔和1 120 m2/g的大比表面积,在制得的30%WCx/MC催化剂上,乙二醇的收率可以达到72.9%,催化剂具有较好的稳定性,可重复使用3次。
需要指出的是,所有碳化钨或磷化钨催化剂在反应过程中都存在金属流失的问题。反应后溶液中钨含量约为100 mg/L,催化剂上碳化钨的含量随着反应次数的增加而减少。这使得碳化钨催化剂很难在生物质转化中获得实际应用。尽管如此,碳化钨高选择性催化生物质转化制乙二醇反应过程的发现,开辟了生物质利用的新路径,也为进一步开发高效高稳定的催化剂指出了研究方向。
2.2 钨基双金属催化剂
为了拓展催化剂体系,同时深入认识碳化钨的催化作用机制,Zheng等[31]研究发展出了钨基双金属催化剂体系。设计合成了Ru-W/AC、Pd-W/AC、Pt-W/AC、Ir-W/AC、Ni-W/SBA-15 等金属态的催化剂用于纤维素转化,获得了50%~76%的乙二醇收率,不仅反应结果优于碳化钨催化剂,而且初步证明了含钨催化剂对生物质选择性降解的普遍有效性。其中在性能最好的Ni-W/SBA-15催化剂上,乙二醇收率最高达到76%,并且通过调节催化剂上Ni、W比例,可以调变多元醇产物(乙二醇、1,2-丙二醇、丁四醇、六元醇)分布(图2)。使用机械混合的催化剂W/AC+Ni/AC也获得了较好的乙二醇收率(46.6%)。这些结果表明纤维素转化为乙二醇的过程涉及多个级联反应,而且分别发生在催化剂的不同活性位点上。钨物种在糖类选择性降解为C2和其他不饱和分子上起关键性作用,而催化加氢金属将C2及其他不饱和分子加氢生成乙二醇和其他多元醇,C—C键断裂与加氢反应速率之间需要有很好的平衡,才能获得高的乙二醇收率。
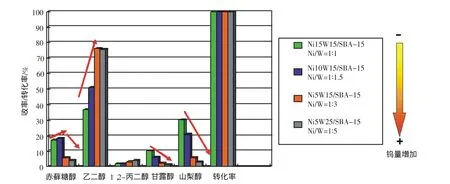
图2 双金属催化剂上产物分布随Ni/W的变化趋势[31]Fig.2 Product distribution tuning as a function of Ni/W mass ratio in the bimetallic catalyst
Zheng等人[24]进一步研究了原料浓度对纤维素转化过程的影响,在超高浓度(28%)的纤维素溶液中(微晶纤维素、水和催化剂的质量比为28∶100∶1.7),使用5%Ni-25%W/SBA-15催化剂,乙二醇收率超过65%,表明钨基双金属催化剂在纤维素制乙二醇的过程中是高效和高选择性的。不过令人遗憾的是,该催化剂在水热条件下同样存在稳定性较差的问题,主要是由于金属钨的流失和氧化硅质载体在水热条件下的溶解所导致。
2.3 钨酸基复合催化剂
在碳化钨与钨基双金属催化剂的研究中显示出,低价态(0~+2)的钨物种对纤维素的催化转化是有效的,均能高选择性生成乙二醇。Zhao等[32]研究了磷化钨催化剂在纤维素制乙二醇反应中的催化行为,发现与碳化钨催化剂类似,在镍促进的磷化钨催化剂上乙二醇的收率达到50%以上。这些反应结果让人思考,是否所有含有钨的催化剂在这一催化过程中均有效?选择性降解纤维素的活性中心是什么?对于碳化钨与磷化钨等固体催化剂,反应均发生在催化剂表面,而表层催化剂不可避免地存在氧化钨物种,氧化钨在催化反应中是否也有作用?Tai等[33]人设计了活性炭负载的钌催化剂与钨酸构成的复合催化剂,用于纤维素催化转化制乙二醇反应,获得超过50%的乙二醇收率,催化剂可稳定循环使用34次,溶解在溶液中的钨青铜被认为是催化糖分子C-C断键的活性中心。类似地,Raney Ni与钨酸的复合型催化剂的效果同样很好,乙二醇收率达到65.4%,并且至少能稳定循环使用17次[34]。相对于碳化钨、磷化钨等还原型催化剂复杂的制备过程,钨酸、Raney Ni复合型催化剂更为廉价和实用,能够更好地满足生物质乙二醇技术的工业应用需要。进一步的研究显示,其他含钨化合物,如磷钨酸、氧化钨、偏钨酸铵和硅钨酸与加氢催化剂组合用于催化纤维素反应,能够获得32%~53%的乙二醇收率,充分说明除了低价态的钨活性组分之外,高价态钨物种对于生物质制乙二醇反应也是有效的。由此,纤维素制乙二醇催化剂的范围得到极大拓展[35]。
几乎与Tai等人的工作同步,Liu[36]的课题组独立研究了氧化钨、钌炭组合催化纤维素转化,他们发现氧化钨在反应中的作用与氧化钨在载体上的分散度有关。当氧化钨高度分散在ZrO2、TiO2等载体上时,仅起到了固体酸的作用,纤维素转化得到葡萄糖。当提高担载量,氧化钨形成晶态时,不仅起到了固体酸的作用,还具有C-C断键的活性。在WO3-Ru/C催化剂上乙二醇的最高收率为48.9%。当将碱性活性炭引入到50%WO3/Al2O3-Ru/C催化体系中,可将主产物由乙二醇调变为1,2-丙二醇,活性炭上的碱性中心在反应中促进了葡萄糖向果糖异构。类似地,Liu等人[37-38]合成了氧化铝负载的Pd-WO3/Al2O3催化剂用于葡萄糖催化转化,高选择性地获得了1,2-丙二醇,收率达到56.1%。催化剂上的Lewis酸中心催化了葡萄糖异构为果糖,进而断键、加氢获得丙二醇产物。载体与氧化钨的强相互作用是改变反应选择性的重要因素。
2.4 其他过渡金属催化剂
除钨基催化剂以外,一些金属氧化物与加氢催化剂组合用于纤维素转化,也能获得一定收率的乙二醇。Deng等[39]研究了 Ru/AC 与碱(如 Ca(OH)2)催化剂,在磷酸盐缓冲溶液中催化纤维素转化制乙二醇反应,在225℃下获得乙二醇和1,2-丙二醇的选择性分别为15%和14%,纤维素转化率为38%。此外,SnO-Pt/Al2O3催化纤维素转化,可获得22%的乙二醇选择性[40]。
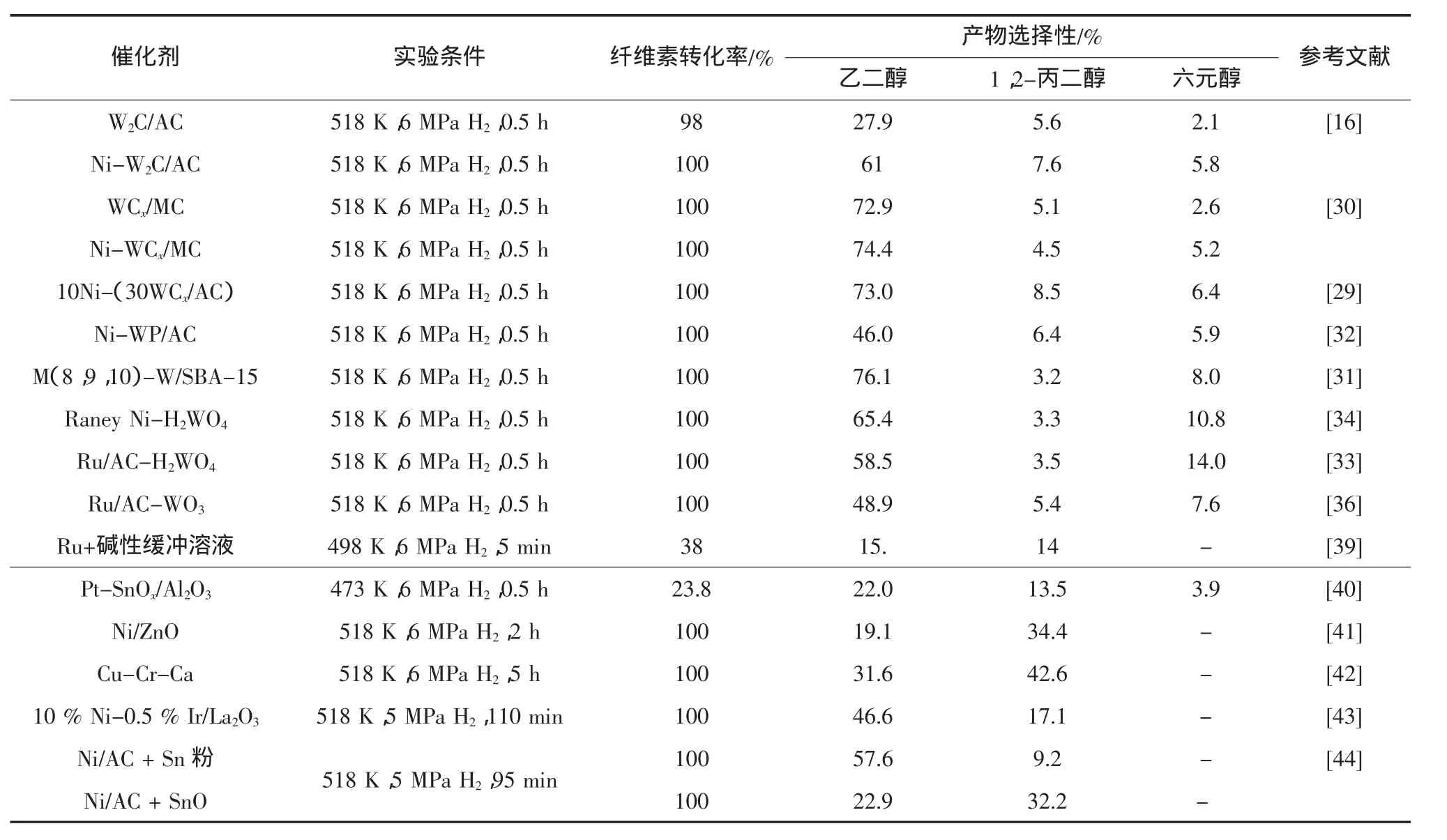
表1 各种催化剂上纤维素转化制乙二醇和1,2-丙二醇的性能Tab.1 Typical catalysts for cellulose conversion to EG(ethylene glycol)and 1,2-PG(1,2-propylene glycol)
Wang等[41]报道了Ni/ZnO催化剂上纤维素转化反应结果,在20%Ni/ZnO催化剂上,245℃反应2 h后,乙二醇、1,2-丙二醇和1,2-丁二醇总收率达到70.4%,其中,1,2-丙二醇的收率为34.4%,高于乙二醇(19.1%)。对1,2-丙二醇的高选择性是由于ZnO载体具有酸碱两性。Ni/ZnO催化剂循环使用3次,二元醇收率由70%下降到45.6%,Ni与ZnO的流失和有机化合物的毒化作用是催化剂失活的主要原因。
Xiao等[42]研究了Cr-Cu催化剂上纤维素转化,纤维素原料浓度为10%(质量分数),在245℃、6MPa氢气下反应5h,获得了36.3%的1,2-丙二醇和7.6%的乙二醇的收率。向反应体系中加入 Ca(OH)2,1,2-丙二醇和乙二醇的收率分别提高到42.6%和31.6%,碱催化剂促进了六元醇的降解,生成C2-C3小分子多元醇。
Sun等[43]深入研究了Ni-La催化剂在纤维素转化中的催化行为。在10%Ni-0.5%Ir/La2O3催化剂上获得63.7%的乙二醇和1,2-丙二醇的总收率,其中,乙二醇收率为46.6%。区别于钨基催化剂上生物质降解遵循催化糖逆羟醛缩合反应的单一路径,生物质在镧催化剂上的转化具有双通道反应路径:一条路径是催化糖逆羟醛缩合反应,另外一条路径是六元糖醇催化氢解。
此外,Sun等人[44]发展出了Ni-Sn催化剂体系。在Raney Ni-SnO催化剂上,纤维素转化能够获得57.6%的乙二醇收率,这是钨催化剂之外少有的乙二醇高选择性。进一步研究发现,催化剂的选择性与Sn的价态有直接关系,Ni-Sn合金催化剂上,主产物是乙二醇,而Ni-SnO催化剂上主要产物为1,2-丙二醇。因而,利用不同价态的Sn催化剂,可以在一定范围内调节生物质制乙二醇产物的选择性。
2.5 钨基催化剂用于木质纤维素及糖催化转化
自然界中的木质纤维素同时含有纤维素、半纤维素和木质素,而且还有其他有机和无机化合物,例如果胶、蛋白质、蜡质和无机灰分等[45-46]。这些成分对纤维素催化转化制乙二醇具有显著的影响。Pang等[47]研究了Ni-W2C/AC催化玉米秸秆转化,发现未经处理的玉米秸秆反应性能很差,仅有18.3%的乙二醇收率,乙二醇收率与原料中木质素含量呈负相关性(图3)。反应过程中部分木质素降解产生的芳香族化合物对催化剂活性中心产生毒化作用,是导致乙二醇收率降低的原因。相反,半纤维素很容易降解生成乙二醇和1,2-丙二醇,对催化剂并无毒化作用。对原料进行预处理去除其中的木质素、蜡质和水溶性矿物质等有利于提高乙二醇收率,处理后的纤维素在高浓度(10%~15%,质量分数)条件下进行催化转化,也可以获得接近50%收率的乙二醇[48-49]。
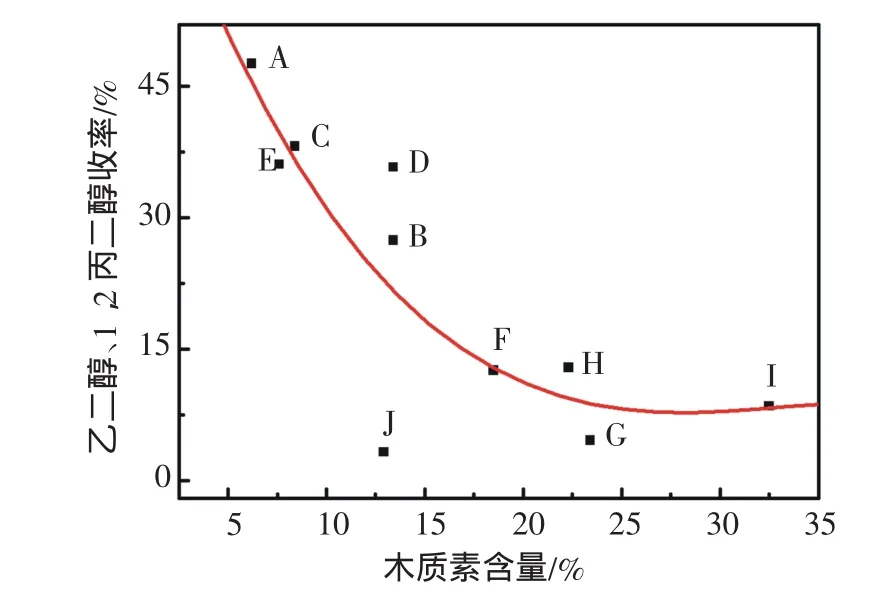
图3 秸秆转化中木质素对乙二醇和1,2-丙二醇收率的影响[47]Fig.3 Yield of EG and 1,2-PG as a function of lignin content in the cornstalk.A-I represents different pretreatment methods
葡萄糖是构成纤维素的结构单元,化学性质比纤维素更活泼,更适用于催化转化制乙二醇。Zhao等[50]研究了(半)连续式全混流反应系统中高浓度葡萄糖催化转化,发现(半)连续式的反应工艺对于抑制副反应、获得乙二醇高收率具有重要作用。在Ru/AC与偏钨酸铵复合催化剂作用下,10%~50%浓度的葡萄糖转化获得的乙二醇收率可以达到60.0%以上。动力学研究表明,连续式全混流反应工艺能够控制中间产物浓度处于较低水平,避免二级副反应发生,有利于提高反应选择性[51]。鉴于可溶性糖物料能够采用高效率的连续式反应工艺的特点,对于大工业化生产极为有利,因而将糖催化制乙二醇技术与木质纤维素清洁高效水解糖化技术相结合,将是生物质乙二醇通往未来大规模工业生产的重要途径。
2 钨基催化剂上生物质转化制乙二醇反应机理
钨基催化剂上纤维素转化制乙二醇的反应机理如图 4 所示[13,17,24]:主要包括水解,逆羟醛缩合、催化加氢几个步骤,当反应中同时还发生葡萄糖异构时,则会生成1,2-丙二醇产物。
具体反应历程为,纤维素首先在高温水中产生的质子酸的作用下水解为低聚糖和葡萄糖[52],低聚糖和葡萄糖进一步在钨催化剂的作用下发生逆羟醛缩合反应降解为乙醇醛,选择性断裂α、β位的C-C键;当葡萄糖异构为果糖后再降解,将会得到C3产物。加氢催化剂可将不饱和的C2、C3中间体转化为乙二醇和1,2-丙二醇。碳化钨与磷化钨催化剂自身具有断键和加氢的双重功能,不需要其他的加氢催化剂的参与就可以催化纤维素转化得到乙二醇,这是它们与其他钨基催化剂以及贵金属催化剂的最主要差别。但是碳化钨催化剂会在反应过程中被逐渐氧化为氧化钨,导致加氢能力下降,乙二醇收率降低,催化剂逐渐失活。
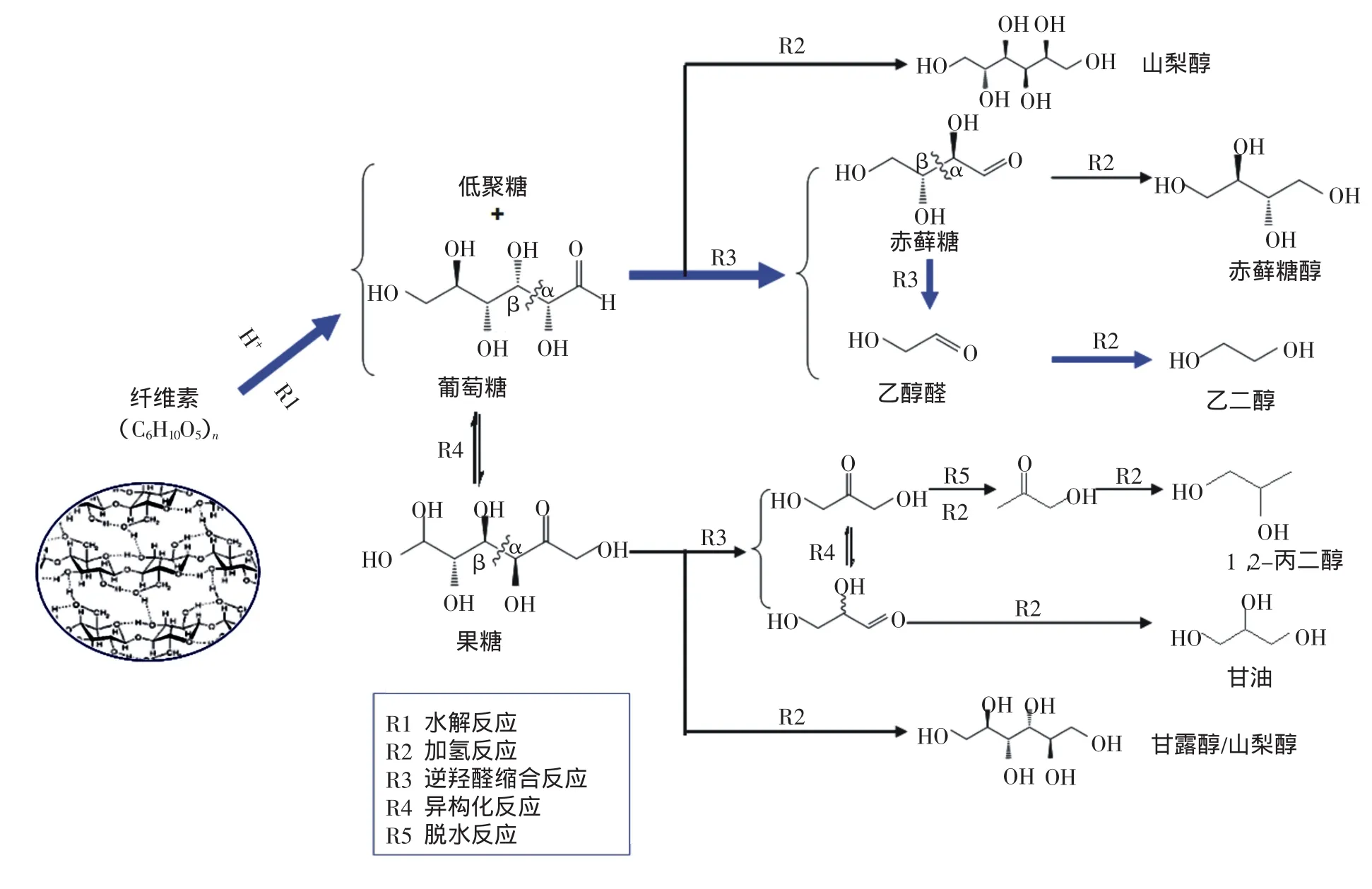
图4 钨基催化剂上纤维素催化转化制低碳多元醇反应路线[13,17,24]Fig.4 Reaction mechanism of cellulose conversion to ethylene glycol over tungsten-based catalysts
反应动力学研究显示,在纤维素转化为乙二醇的过程中,纤维素水解是速率控制步骤,而钨基催化剂具有促进纤维素水解的作用,特别是对于钨酸、氧化钨、磷钨酸等有酸性或表面呈酸性的催化剂(如碳化钨、磷化钨),因此钨基催化剂合适的酸性对催化反应有利[53-55]。另外,有足够证据显示溶解在溶液中的钨是促进纤维素水解的活性物种,也就是说,均相催化剂参与了纤维素的转化过程。但是目前还不能从分子水平上清晰地认识钨物种与糖分子的相互作用机制,有待更进一步的研究。
4 结论与展望
自2008年首次发现碳化钨催化剂用于纤维素直接催化转化制乙二醇以来,钨基催化剂在生物质制乙二醇领域的研究取得了显著的进展。催化剂种类经历了碳化钨、钨基双金属、钨酸基复合催化剂的发展与演变,催化剂制备方法大为简化,稳定性显著提高,催化剂形式和适用范围得到极大拓展,同时乙二醇收率也由最初的60%提高到约80%。
不同类型的钨基催化剂普遍地对生物质制乙二醇反应具有催化活性和高选择性。反应过程需要催化加氢活性中心和糖分子C-C断键活性中心,两种中心在空间上可以相互独立、物理分离,因此可以简化催化剂结构和催化剂合成方法,构建复合型催化剂。相对于还原态的碳化钨、金属钨等催化剂,氧化态钨基复合催化剂具有制备简单、价格低廉、循环稳定性好等优点,最为适合于工业应用。其他金属催化剂也能够在一定程度上催化纤维素转化生成乙二醇和1,2-丙二醇,但相对于钨基催化剂,它们对乙二醇的选择性普遍偏低。尽管如此,非钨基催化剂体系的丰富与发展,为生物质制乙二醇技术提供了更多的选择,也为发展更多不同类型的含钨复合催化剂体系提供了重要的参考。
研究认识了钨基催化剂上的纤维素制乙二醇反应机制:纤维素首先水解生成低聚糖或葡萄糖,进而在钨催化剂上发生逆羟醛缩合反应,选择性裂解为乙醇醛,最后在加氢催化剂上转化为乙二醇。水解、逆羟醛缩合与加氢反应速率之间的平衡决定了多元醇产物分布。
木质纤维素原料中的木质素对生物质制乙二醇反应有抑制作用,需要预处理去除,处理后的纤维素催化转化可以获得接近50%的乙二醇收率;可溶性的糖比纤维素更适于催化转化制乙二醇,在糖浓度10%~50%范围内,乙二醇收率可达到60%~80%,反应过程可采用高效率的连续式全混流反应工艺,这对于生物质乙二醇的大规模工业生产极为有利。另一方面,目前仍然存在一些问题有待解决。在基础科学问题方面,钨物种如何与糖分子相互作用并高选择性断裂α、β位C-C键,仍有待阐明;在技术未来应用方面,发展高温水热稳定的加氢催化剂是重要的任务之一;另外,由于钨基催化剂能够溶解在反应液中,具有均相催化的特性,反应后如何从产物中回收并循环使用,对于控制催化剂使用成本非常重要,也是不可回避的实际问题。
总之,生物质制乙二醇技术经过近十年的研究取得了显著的进展,正在从最初的基础研究发现向工业性实验不断推进。钨催化剂在生物质制乙二醇反应中具有独特的反应选择性,而我国丰富的钨资源为生物质转化利用提供了重要的资源保障。生物质资源转化技术的不断发展和未来工业化应用,将有力促进我国可再生能源与钨资源产业的相互促进、协同发展。
