基于PLC的丝网印刷实训设备的设计
2018-02-25陈羽
陈羽
摘要 采用西门子S7-200系列的PLC和变频器为主要控制元件,详细设计了丝网印刷实训设备的控制系统。其按工序逐步运行,既满足了工厂生产中的丝印工艺要求,同时实现了实训过程中,操作方便、易于分解调试的愿望。
[关键词]丝网印刷 实训设备 顺序功能
1 丝网印刷机的工作原理
丝网印刷是先通过光化学的方法讲将图像或文字附著在丝网上,然后制成丝网印版,这样就可以进行印刷了。这样的丝网有不同的材料,如尼龙、丝绸、聚酯或金属等等。印刷时,通常将需要印刷的物件放在丝网印版下面,网印版上方的油墨或涂料在刮刀平移时的挤压下穿过丝网孔,印刷到物件上。丝网上的模版把一部分丝网小孔封住使得油墨不能穿过丝网,而只有图像部分能穿过,这样丝网印版上的图案部分在物件上就形成了印迹。因此,丝网印刷其实是利用油墨在刮刀作用下渗透过丝网印版而进行印刷的。
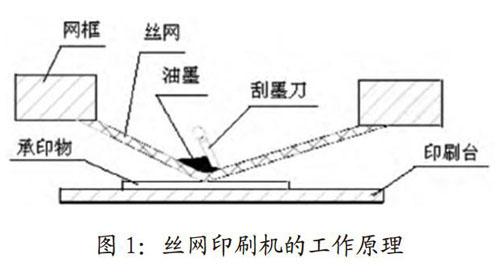
丝网印刷由丝网印版、油墨、刮板、印刷台及承印物五个部分构成。其工作原理如图1所示。经过传动装置,让刮刀平移过程中挤压油墨及丝网印版,油墨透过丝网印版印刷到承印物上。由于丝网具有一定的张力,刮刀所到之处即是油墨透过之所,刮刀过后,丝网回弹而归位.起落有致,不至蹭脏承印物。刮板前进一次为印刷,返程一次为回墨,一来一回完成一个印刷循环。
2 丝网印刷机的工艺分析
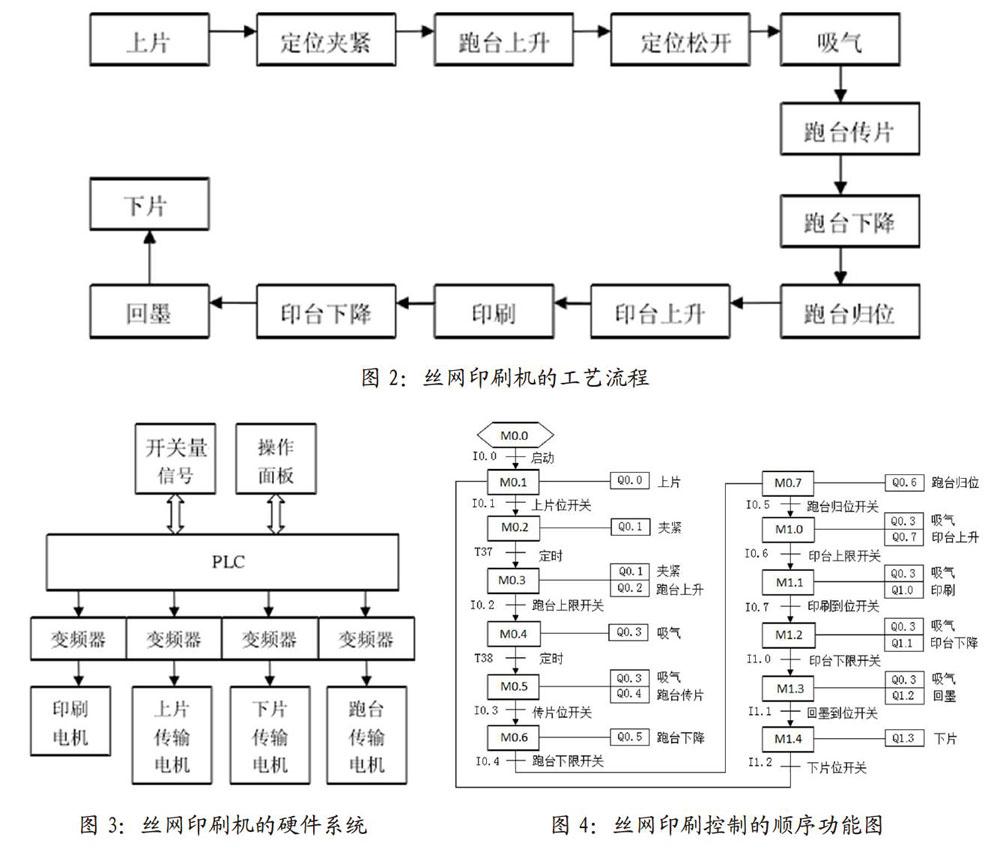
丝网印刷机的工艺流程图如图2所示:玻片通过上片机将其放置于跑台上,通过夹紧定位后,由平台上的吸盘进行吸附。吸附稳定后,跑台将玻片传输到印刷工段位置,完成任务后就反向归位。玻片传至印刷工段后,印台上升将玻片吸附,由印刷机构完成印刷,下片后即完成一个工作循环。整个运行过程中,只要能实现所需功能,可缩短每个动作的时间,甚至可以并行运作,从而提高效率。
3 系统硬件设计
3.1 硬件结构设计
如图3所示,丝网印刷机的主控制器由PLC模块和定位模块组成。在本系统中,PLC模块负责按钮、位置传感信号和其它开关量信号的输入,以及对接触器、继电器、变频器等电气元件的输出,进而控制各电机的运行。输出单元为变频器、印刷电机、上片传输电机、下片传输电机、跑臺传输电机等。
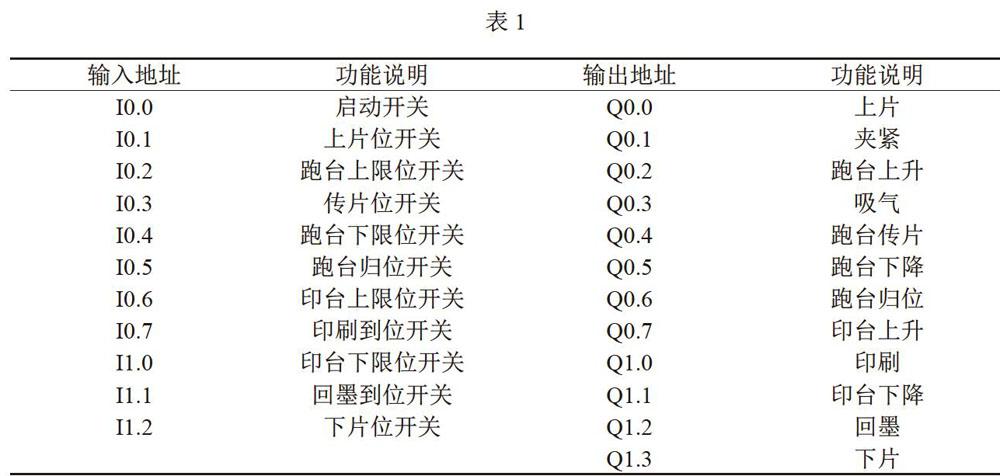
3.2 端口分配及功能表
丝网印刷控制采用的PLC为S7-200CPU224,其输入/输出端子的分配如表1所示。
4 系统软件设计
4.1 控制要求
通过分析丝网印刷机的工作过程可知,印刷系统有11个输入信号(按钮和限位开关等)和12个输出信号(变频器、电机等)。结合实训方便和丝网印刷的实际工作过程,确定如下控制要求。
4.1.1 初始状态
初始状态时,跑台、印台、刮刀都在在原位,所对应的跑台归位开关、印台下限位开关、回墨到位开关处于闭合状态。
4.1.2 启动操作
(1)按下启动按钮,上片传输电机工作,上片位开关断开。
(2)玻片前行,碰到上片位开关,上片位开关闭合,气动夹紧装置使玻片完成定位工作,定位需要稍许的时间,因此延时一段时间进行等待。
(3)跑台上升,碰到上限开关后停止,通过吸气将玻片吸附在跑台上,完全吸附需要一定的时间,因此延时一段时间后,跑台带着玻片前往印刷台,碰到传片位开关后,传片位开关闭合,说明己进入印刷台,传片停止。
(4)跑台完成任务后,下降,碰到下限位开关后,反向回归,碰到归位开关,说明己到达原位,跑台停止。
(5)印台上升,碰到上限位开关停止,说明印刷台与承印物己贴近,印刷电机带动刮刀前行,碰到印刷到位开关后停止,从而完成印刷。
(6)印台下降,碰到下限位开关后停止,印刷电机带动刮刀后退,碰到回墨到位开关后停止,从而完成回墨。
(7)下片传输电机工作,玻片前行,碰到下片位开关后停止,卸片后即完成一个工作循环。
4.2 软件编程
在丝网印刷控制系统中,各个输出器件的动作过程是根据生产工艺的要求,按预先安排的顺序自动地进行的,所以可采用顺序功能图法设计PLC的控制程序。丝网印刷控制的顺序功能图如图4所示。
5 结束语
本文结合丝网印刷机的国内现状及实训要求,利用成熟的和终端控制技术,采用西门子S7-200系列的PLC、变频器和传输电机设计了丝网印刷实训设备的控制系统,其按工序逐步运行,既满足了工厂生产中的丝印工艺要求,同时实现了实训过程中,操作方便、易于分解调试的愿望。系统的硬件设计和软件设计完成后,对整个丝印控制系统进行了调试,验证结果表明,设计满足要求,硬件结构合理。
参考文献
[1]秦琴.基于PLC控制的丝网印刷机电气控制系统的研制[D].太原:中北大学,2009.
[2]张怀义.基于PLC控制的丝网印刷机的设计[J],河北农机,2015.
[3]程秀玲,可编程序控制器技术及应用[M],北京:机械工业出版社,2013.
