机械手表中快慢针结构的作用及影响分析
2018-02-23赵跃武
摘 要:文章详细说明了机械手表机芯中的快慢针调速原理,并进一步分析了引入快慢针结构给调速系统带来的游丝力矩非线性的影响及解决措施。
关键词:走时快慢调节;频率;节拍;外桩
中图分类号:TH714.521 文献标志码:A 文章编号:2095-2945(2018)06-0182-02
Abstract: In this paper, the principle of speed regulation with fast and slow needle in the movement of mechanical watch is explained in detail, and the nonlinear influence of speed needle structure on speed regulation system and its solution are further analyzed.
Keywords: speed adjustment; frequency; beat; external pile
自从机械计时机芯有了快慢针机构,机械手表的调速系统的调整工作效率得到了很大的提高,也为一般用户自己动手调节计时精度带来了可能,那么快慢针结构调整的原理是什么?该结构的引入对机芯调整带来方便的同时是否也会产生不好的影响呢?
1 快慢针工作原理分析
频率、节拍和周期都是标志手表走时特性的参数。其中周期是研究调速机构工作特性时最常用的基本参数,它主要由摆轮转动惯量和游丝刚度所决定,可由下列公式计算:
式中:T-周期;J-摆轮转动惯量;M0-游丝刚度。
游丝刚度是指游丝在扭转一弧度时所产生的力矩,是由游丝的材料、断面尺寸以及长度所决定的,它的计算公式如下:
式中:E-游丝材料的弹性系数;b-游丝宽度;h-游丝厚度;L-游丝的工作长度;
将M0代入上式可得
可以看出,如果在摆轮转动惯量、游丝材料和断面尺寸都已定型的情况下,上述公式中J、E、b、h的数值都已给定的情况下,要改变或调整周期,就只有采取改变游丝工作长度的办法。
通过上面两个公式,我们还可以看出:游丝的工作长度和游丝的刚度成反比,而和周期成正比。当工作长度增大时,周期增加;工作长度减小时,周期也缩短。
前面提到周期是指调速机构中摆轮往复两次摆动过程中所经历的时间。所以周期的变化实质上就是调速机构工作时间的变化,也就是机芯走时快慢的变化。当周期大于额定时间时,表就走慢;周期小于额定时间时,表就走快。将这一概念与上述游絲工作长度和周期的关系联系起来,就可以得到这样的结论:
增加游丝的工作长度——机芯走慢;
减少游丝的工作长度——机芯走快。
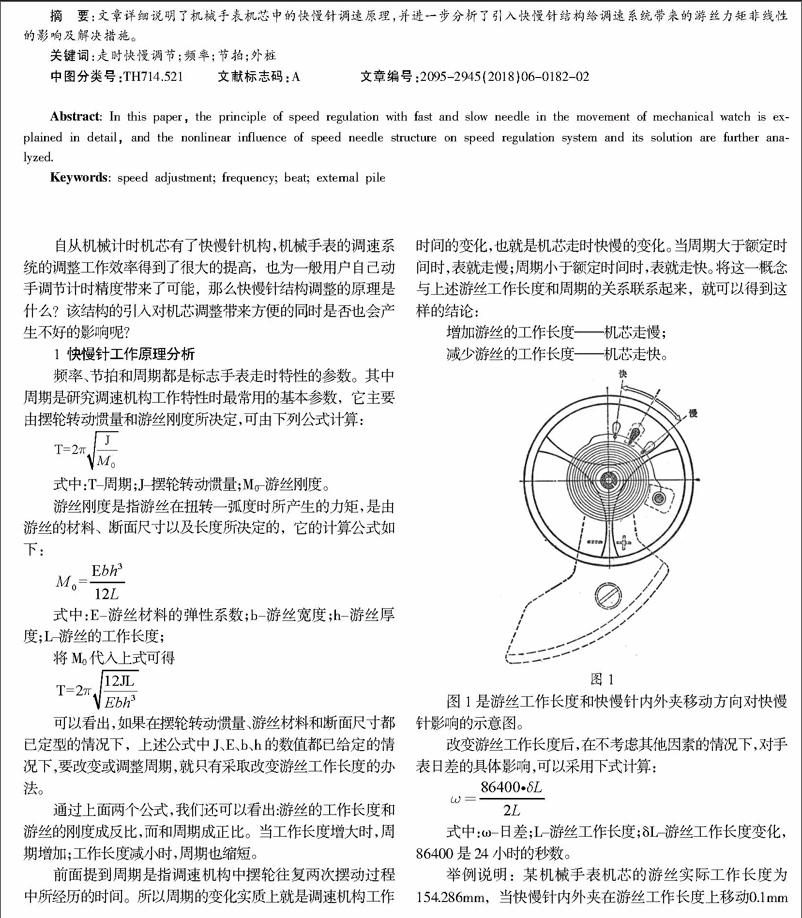
图1是游丝工作长度和快慢针内外夹移动方向对快慢针影响的示意图。
改变游丝工作长度后,在不考虑其他因素的情况下,对手表日差的具体影响,可以采用下式计算:
式中:ω-日差;L-游丝工作长度;δL-游丝工作长度变化,86400是24小时的秒数。
举例说明:某机械手表机芯的游丝实际工作长度为154.286mm,当快慢针内外夹在游丝工作长度上移动0.1mm后所产生的24小时日差为:
得ω=28秒。
2 快慢针调节特点分析
用快慢针来调整手表走时快慢,操作起来很方便,并且在调整时手表照常运行。它的缺点是产生游丝力矩非线性,从而影响摆轮游丝系统的等时性。即当拨动快慢针时,为了使游丝不变形,游丝在夹子活动范围内的那一段形状应该是以摆轴为中心的圆弧,并且游丝与夹子之间要有一定的间隙。这个间隙的存在,是快慢针造成游丝力矩非线性的根本原因。举两个典型情况进行分析:
(1)摆轮游丝系统工作时,游丝有时帖内夹,有时贴外夹。
(2)摆轮游丝系统工作时,游丝只贴到一夹(内夹或外夹),而贴不到另一夹。
第一种情况下,当摆轮逆时针方向转动时,游丝渐渐卷紧在夹子间的部分逐渐贴向内夹。设当摆轮由平衡位置转过角度?棕1游丝刚好贴上内夹,在摆轮转过?棕1角之前,游丝实际的工作长度为Lg+△L,其中△L为游丝从夹子到外端固定点的长度,也称为游丝的余长。摆轮转过?棕1角以后,游丝贴上内夹,这时可以认为游丝的余长不起作用, 游丝实际工作长度变为Lg。因此,在摆轮转过?棕1角之前,游丝力矩M1应为:
M1=-M01?棕=■?棕
式中M01-摆轮转过带,?棕1角之前的游丝刚度;?棕-摆轮偏转角。
公式前的负号表示游丝力矩的方向与偏转角?棕的增量方向相反。
同样, 当摆轮反时针方向运动时,游丝向外扩展,假设摆轮由平衡位置转过&2角后, 游丝贴上外面内夹。其工作长度为Lg,此时的游丝力矩为:
M2=■&
而游丝在摆轮转过&2角前, 其工作长度为Lg+△L; 游丝力矩为:
M2=■&
如果把摆轮转角与游丝力矩的关系用曲线表示。
经推导,可得出第一种情况时系统的周期T:
T1=T0[1-■(arcsin■+arcsin■)]
T1-T0=△T
式中 T-游丝标夹子之间无间隙情况下系统的周期;&0-振幅;△T-有了快慢针之后周期的增量。
当△T值为正时,表示周期增加,手表走慢,反之,△T为负时,表示周期减小,手表走快。
既然△T为一个周期的增量,而周期T0的计量单位是秒,因此用■乘以一天的秒数(86400)即可折算出日差值?覣为:
?覣=86400■
可以把上式改为:
?覣=43200 ■(arcsin■+arcsin■)
由上式可以看出:
日差是振幅&0的函数,它随振幅的变化而变化,即振动系统成为非等时性系统。而且振幅越大,则日差越小。因此,当摆轮的振幅由大到小时,手表会相对走慢。
当游丝夹子之间的间隙为零时,则
&1=&2=0
因此
?覣=0
为了减小快慢针对系统的影响,应尽量减小内夹(或外夹)之间的间隙。
当△L越小,Lg越大时,同样的振幅变化所引起的日差变化越小。所以,快慢针与活动外桩之间的夹角一般控制在40~85度范围内,使△L之不致过大,而游丝圈数一般不少于10圈,以避免Lg过小。
在目前的生产中,常常通过调整游丝内桩位置,使系统处于平衡位置时,游丝在双夹的中间位置。当摆轮摆动后,游丝时而贴这个内夹,时而又贴那个内夹。这种现象称为“荡框”。为了便于掌握这种调整方法,作了如下规定:
如果系统处在平衡位置时游丝是帖在某一夹子上,则转动摆轮使游丝离开夹子,这时摆轮所转过的角度称为起跳角(当游丝在两夹中间,则起跳角为零),起跳角应小于70度。
游絲工作的第二种情况是这样的:系统在平衡位置时,游丝帖在一个夹上。当摆轮转过起跳角&3后,游丝离开此夹。而摆轮转到振幅位置,游丝也不与另一夹接触。这种现象称为“小荡框”,在“小荡框”情况下的日差公式为:
?覣=43200■arccos■
在这种情况下,日差?覣随振幅?棕0的增大而增大,即摆轮从大振幅变化到小振幅时,钟表相对走快。可利用“小荡框”的方法来改善小振幅走慢的现象。
综上所述,通过拨动快慢针实现游丝有效工作长度的调整从而决定游丝振动的周期,实现走时快慢的调节。为了进一步提升和控制调节精度,开发出快慢针微调机构,在原有“粗”调节的基础上实现了更精确的调节。例如鹅颈式微调结构、偏心螺钉式微调结构等。而快慢针结构中内外夹间隙的存在,造成游丝力矩非线性。为了减小快慢针对系统的影响,应尽量减小内夹(或外夹)之间的间隙。这个间隙也造成了另一个现象“荡框”及“小荡框”的出现,可以通过控制起跳角小于70度缓解荡框对走时的影响,至于“小荡框”现象,通过分析及实践证明,可利用“小荡框”的方法来改善小振幅走慢的现象。
参考文献:
[1]天津大学精仪系.机械计时仪器[M].天津人民出版社,1974.
[2]刘丽娟,等.机械手表装配与检验[M].轻工业出版社,1982.
[3]赵跃武.机械手表装调技术[M].大连理工大学出版社,2015.
