三面组合机床实验装置控制系统设计
2018-02-20黄崇莉徐永帅
房 舟 黄崇莉 徐永帅
(陕西理工大学 机械工程学院,汉中 723000)
随着机械制造技术、PLC控制技术以及传感器技术等高端技术的发展和应用,越来越多高校为机械类本科学生提供了机械传动类、机械制造工艺类、机械制造装备类、PLC控制技术类和传感器技术类等相关实验实训项目教学服务。PLC原理与应用课程是机械设计制造及其自动化专业中的一门实用性很强的专业课程,由于该课程与实际工作联系紧密,因此强化实践性教学环节,能给学生提供更好地实验环境和实验机会,这也提高学习效果的关键。所以,为了保证学生实践操作能力能够满足现代自动化工作需求,必须提提升专业课程实验知识实用性和实验装置水平[1-2]。
针对上述要求,本文设计一套基于PLC控制的组合机床实验教学平台。该实验平台将机械加工设备和PLC控制有机结合,可实现手动和自动操作两种模式,使机床运行方式更加多样化,有效调动学生学习积极性,增加学生学习PLC控制兴趣与综合专业能力[3~9]。
1 三面组合机床实验装置简介
本文所设计的组合机床是一台实验装置,不进行实体工件加工,主要是为了提升学生电气控制和PLC控制学习兴趣。该装置主要模仿了三面组合机床实验装置基本结构,由底座、床身、工作台、三个机械动力滑台、电气柜以及触摸屏等部件组成,如图1所示。

图1 组合机床结构图
机械的三个动力滑台由步进电机、滚珠丝杠螺母机构和工作台组成。通过启动按钮,步进电机可带动丝杠螺母机构按照实验要求控制三个滑台进行快进、工进和快退等动作,动力滑台主轴由三相异步电机驱动。
2 实验装置硬件设计
2.1 电气控制要求
三面组合机床实验装置主要由左、右、后三个三相交流异步电动机进行驱动,三个滑台在三个步进电机控制下完成快进、工进或快退等操作,具体要求如下:第一,三个三相电动机双向旋转;第二,实验装置具有自动、手动两种工作方式;第三,滑台单独运动控制包括左滑台单独运动、右滑台单独运动和后滑台单独运动;第四,必要的联锁及其保护。
2.2 PLC选型和I/0口分配
PLC种类比较多,其中主流的有欧姆龙、三菱、西门子等,根据三面组合机床实验装置功能要求,本文所设计的装备选择三菱 FX3U系列PLC,不仅可以满足系统同时控制三个步进电机要求,而且指令简单易懂、性价比高。本文所选系统总共34个输入、21个输出,I/0输入分配表、输出分配表,如表1、表2所示;I/0接口图,如图2所示。考虑到要同时控制步进电机和交流电机,本次控制系统选用的PLC型号为三菱 FX3U-80MT/DS外加一个输出扩展模块FX2N-8EYR。
2.3 人机界面设计
为了实现该实验设备与操作者之间的联系,保证监控设备运行高效率,采用操作面板和触摸屏操作实验装置,设计人机交互界面。触摸屏通过RS-232与PLC进行通信,触摸屏选用三菱GOT1000系列,学生可以通过GTDesigner3设计人机交互界面为实验项目选择界面、电机控制实验界面和组合机床控制界面,如图3~图5所示。操作面板操作实验设备运动界面如图6所示。
实验项目选择界面主要包括两项实验,即电机控制实验和组合机床控制实验。电机控制实验界面包含控制步进电机与三相交流电机旋转按钮,其作用是用来选择控制电机类型,使之正常发挥启动、停止、正转、反转与点动等功能;组合机床实验控制界面包含自动模式和手动模式两种形式,其作用是选择组合机床控制方式;滑台单独运行旋转按钮的作用是用来选择滑台三面同时运动或者单独运动控制方式;左滑台单独运动按钮、右滑台单独运动按钮以及后滑台单独运动按钮用来控制各个滑台运动;左滑台快进/工进/快退指示灯、右滑台快进/工进/快退指示灯以及后滑台快进/工进/快退指示灯实现复位、启动、停止与急停等功能。

表1 I/0输入分配表

表2 I/O输出分配表
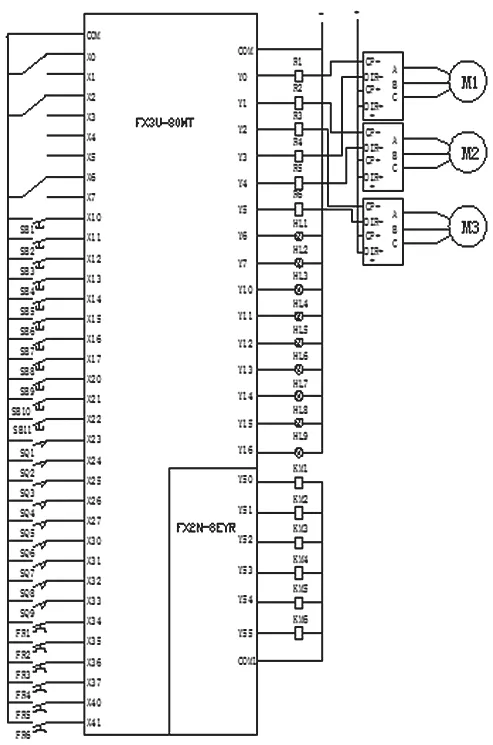
图2 I/O分配图

图3 验项目选择界面

图4 电机控制实验界面
3 PLC程序设计
本实验装置控制方式有自动和手动两种控制模式,在程序编写中采用模块化对程序进行编写。
自动工作模式包括左滑台单独运动、右滑台单独运动、后滑台单独运动和三面同时动作四种自动工作程序。手动也可分为单独单面手动和三面同时点动控制工作。程序选择与切换均通过选择开关实现。组合机床PLC控制整体结构如图7所示。

图5 组合机床控制界面

图6 操作面板
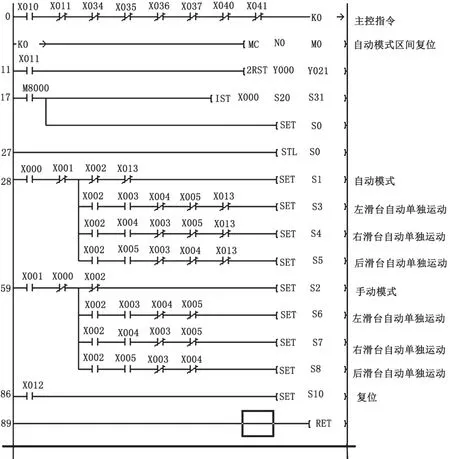
图7 PLC控制的整体结构
程序一共分为9个子模块,按下每个模块相应旋钮或按钮,程序会进行相应的动作,每个模块相互独立,有利于程序编写和实验装置控制。程序自动循环模块SFC图如图8所示。
当自动或手动旋转按钮打在自动档位,左、右、后滑台单独运动旋转按钮处在关闭状态时,按下启动按钮,左、右后滑台快进运行指示灯亮,三个滑台同时快进;当碰到X15,X20,X23限位开关时,三个滑台工进指示灯亮,同时滑台在步进指令的控制下开始工进;当工进结束碰到X16,X21,X24限位开关时,三个滑台快退指示灯亮,同样滑台在步进指令的控制下开始快退;当到达原点时,运行指示灯熄灭,一个自动加工循环过程完成,其他动力头单加工自动循环过程编程其类似。步进指令控制步进电机梯形图如图9~图11所示。
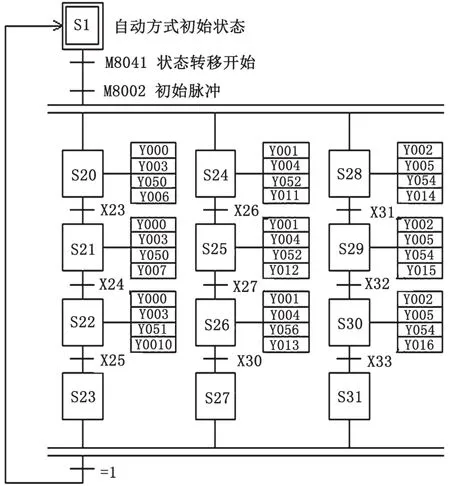
图8 自动循环模块SFC图

图9 左滑台工进步进梯形图
4 实验设计
根据实验装置特点和组成结构,设计两项实验项目:
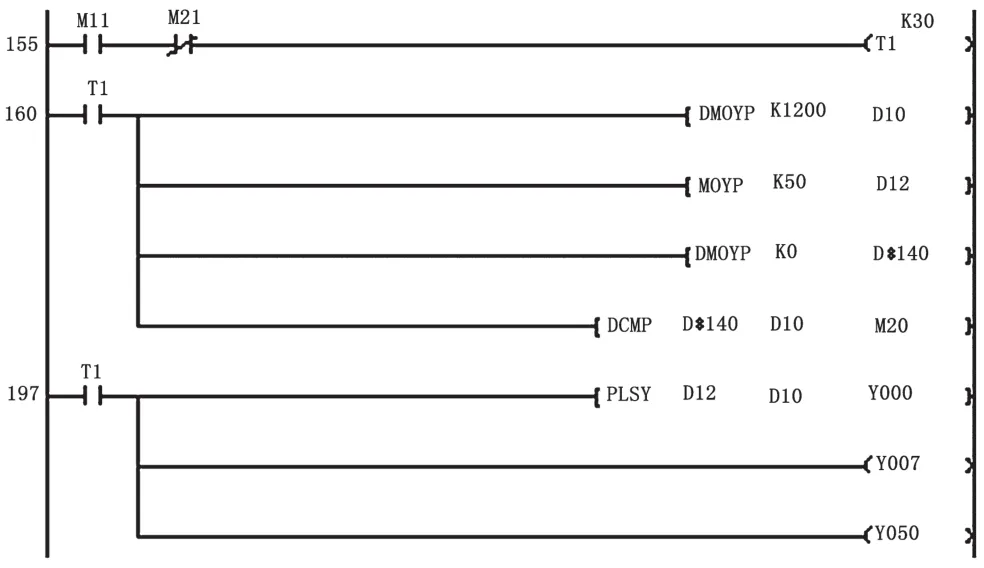
图10 右滑台工进步进梯形图
4.1 电机控制实验
电机控制实验主要内容如下:第一,PLC的基本操作练习;第二,三相交流电动机单按钮启停、手动正反转控制以及计时正反转控制;第三,步进电机单按钮启停、正反转、调速、加减速、位置控制及多段位置控制。

图11 左滑台快退梯形图
4.2 组合机床控制实验
组合机床控制实验主要包括四项内容:第一,动力头单独往复运动控制;第二,三个动力头顺序控制;第三,三个动力头工作台顺序延时及同时控制;第四,组合机床钻孔模拟控制。
5 结语
本文结合工程实践需求,采用PLC、触摸屏等可编程控制器技术设计了有一种三面组合机床实验装置,该装置具有三面组合机床实际加工模式,可帮助学生掌握组合机床工作过程、PLC控制以及机电设备运行原理,实验内容丰富,可以选择多种形式进行试验,便于学生形成直观立体概念,增加学生学习兴趣与学习效果。经研究,该程序经调试可应用于组合机床改造项目中。
