ACS800变频器在铸造起重机主起升机构的应用
2018-02-06李理王赓董园
李理,王赓,董园
(鞍钢股份有限公司炼钢总厂,辽宁 鞍山 114021)
鞍钢股份有限公司炼钢总厂三分厂5#生产线转炉作业区现有4台330/80 t冶金铸造起重机,是与该生产线D、E 2座200 t转炉及2台连铸机配套使用的起重设备。炉前2台担负向转炉兑铁水任务,炉后2台担负向连铸机吊运钢水罐任务。4台铸造起重机于2015年1月投入生产使用,是目前鞍钢首次实现整车各机构全部变频调速电气控制的铸造起重机。
1 330/80 t铸造起重机变频调速电气控制
传统的冶金铸造起重机的电气控制方式大多采用换向接触器改变电机定子电源相序控制电机旋转方向,采用转子串电阻的方式改变电机转速。这种电控方式的缺点是,为了保证起重机起升机构运行的稳定性和设备的安全性,采用了大量的接触器、中间继电器、热继电器、过电流继电器等电气元件,由于电气元件数量大,电控系统故障点就会很多,导致电气设备故障频繁且不易查找,延长了设备故障的处理时间,严重制约生产顺行。
5#生产线330/80 t起重机主起升机构电气系统选用ABB公司ACS800变频器进行电气控制,电气元件大幅减少,其故障诊断系统不仅可以最大限度地保护电机,而且通过故障代码查找故障原因,实现了快速排查及处理故障,提高了起重机的工作效率。
ACS800多传系统变频器由两套IGBT整流模块(ISU)和两套ACS800-104系列逆变模块组成。两套IGBT整流模块将主变压器提供的500 V交流电源整流成700 V直流电提供给两套ACS800-104系列逆变模块[1],再由后者将整流出来的700 V直流电逆变为频率可调的交流电分别向两台主起升电动机提供动力电源,从而实现变频调速的功能。其中,任何一台电动机都能独立完成吊运钢水罐的工作。在两台主起升电动机尾部分别安装增量编码器及超速开关,以便对主起升机构电动机进行精确控制[2]。330/80 t铸造起重机主起升电气传动图见图1。
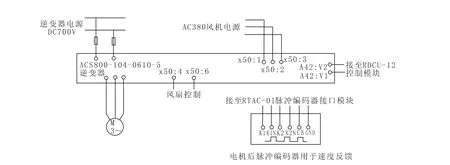
图1 330/80 t铸造起重机主起升电气传动图
2 ACS800变频器的组件选择
2.1 硬件方面
330/80 t铸造起重机起升机构选用ACS800多传系统,整流部分选用有能量回馈功能的IGBT整流模块(ISU),将电动机产生的电能通过ISU回馈给电网。逆变部分选用ACS800-104系列逆变模块,将整流模块整流出来的直流电逆变为频率可变的交流电来控制电机的转速。主起升电机采用与之相应的变频电机,电机尾端装有编码器用于变频器对电机进行闭环控制。控制模块采用RDCU-12模块,在接口模块选择方面,采用RTAC-01脉冲编码器接口模块来对起升电机编码器进行信号采集。RDCU-12模块见图2,RTAC-01脉冲编码器接口模块见图3。
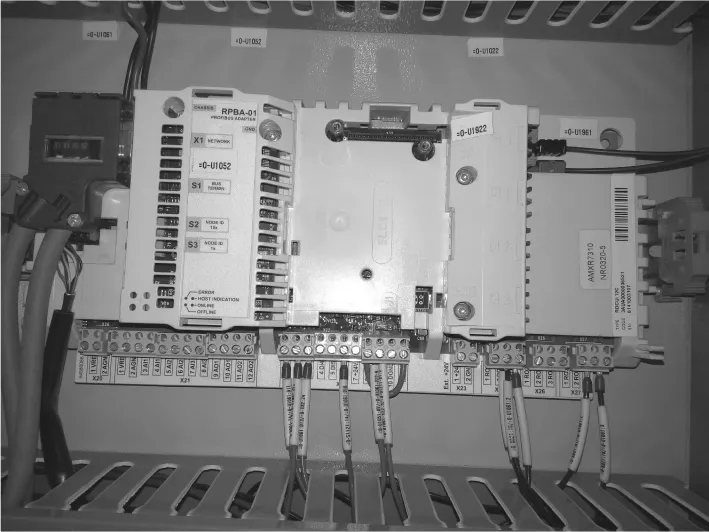
图2 RDCU-12模块
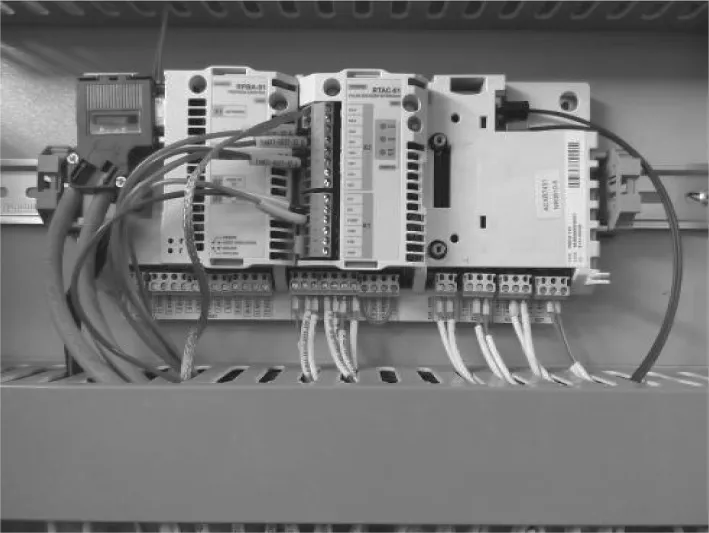
图3 RTAC-01脉冲编码器接口模块
2.2 软件方面
330/80 t铸造起重机起升机构控制程序选用ACS800提升机应用程序 7.4(+625N)以适应ACS800逆变器对起重机起升机构的精确控制。
由于变频电机为鼠笼型电机,减少了电机二次电阻、二次电缆、加速接触器等电气元件[3],大大减少了电气元件的使用数量,减少了设备的故障点。
3 ACS800变频器的参数设置
ACS800变频器共有99组参数,在起升机构中除了标准的参数设置外,还应注意以下参数的设置。
3.1 电机参数设置
ACS800变频器主要是通过设置第99组的参数实现电机参数设定,建立电机模型。在起升机构中,第99组参数中除了电机参数等常规设置外,电机控制模式参数即99.4要设置为直接转矩控制(DTC)。
3.2 编码器参数设置
起重机各起升机构必须安装编码器,以精确控制起升电机。ACS800变频器主要是通过第50组参数的设置实现编码器的参数设定。只有当安装脉冲编码器模块RTAC,并且激活参数98.1 ENCODER MODULE的设置时,该参数组才可见,其参数组内各参数根据实际需要进行调整。
3.3 ACS800变频器参数设置
实际生产中,对49组参数进行了调整,调整后的ACS800变频器参数设置见表1,其余参数为出厂默认参数。
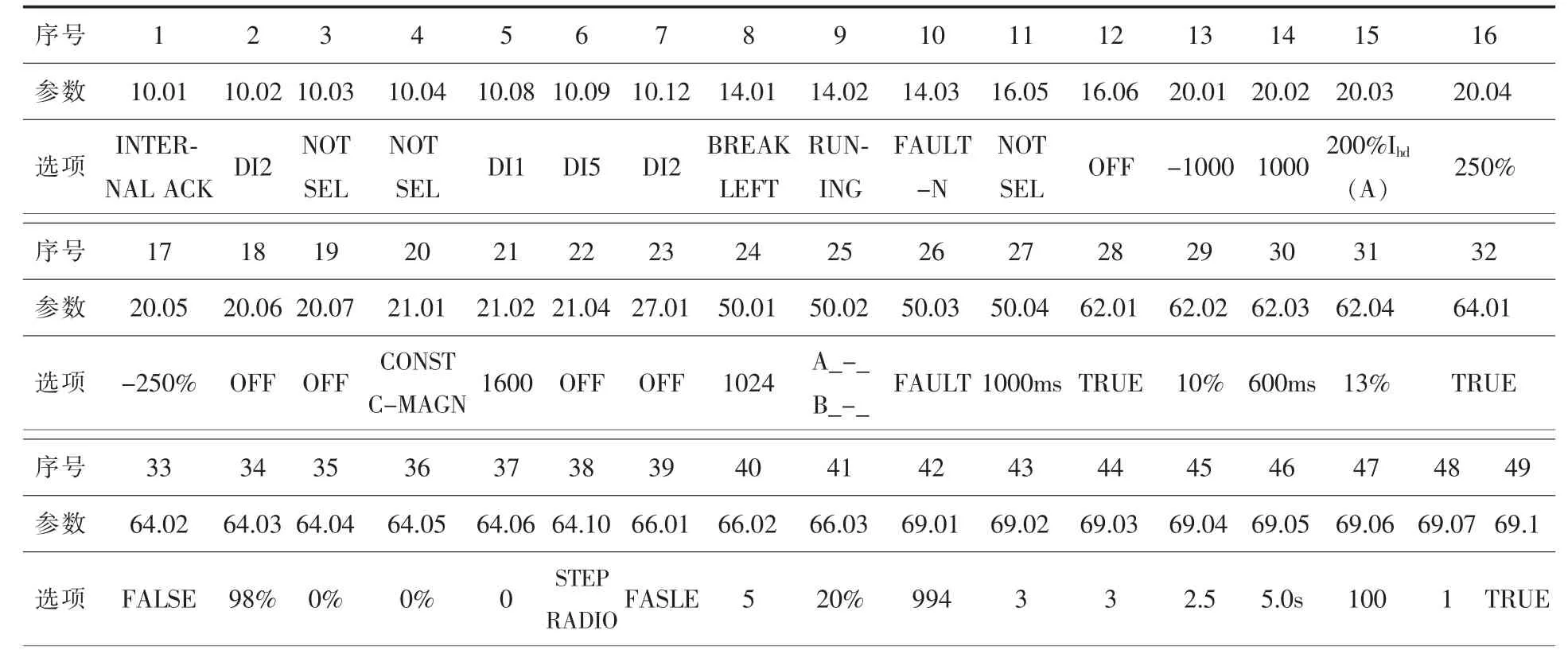
表1 调整后的ACS800变频器参数设置
4 ACS800变频器常见故障及处理方法
ACS800变频器具备先进的保护功能,能在起升机构电控系统出现故障时及时停机,保护起升机构电动机及电路[4]。同时,将故障信息以故障代码的形式显示在CDP 312R控制盘上,为设备维护人员快速查找设备故障提供依据,为生产稳定运行提供了保障。CDP312R控制盘见图4。
图4 CDP 312R控制盘
4.1 功率模块过温故障
当发生变频器功率模块过温故障时,变频器控制盘上显示故障代码4210或4110。此类故障一般是由于环境温度过高,变频器冷却风机故障和变频器散热器灰尘大等原因。相应的处理方法是降低变频器环境温度,检查冷却风机动力、控制回路及冷却风机本身是否故障,清理变频器散热器。
4.2 通讯故障
当变频器发生通讯故障时,变频器控制盘上显示故障代码7510。发生此故障的原因是传动装置和现场总线适配器之间通信不正常。处理方法是检查光纤及通讯电缆连接是否牢固可靠,更换光纤及通讯电缆。
4.3 直流回路故障
当变频器直流回路发生故障时,变频器控制盘上显示故障代码3210或3220,发生此故障的原因是直流回路电压过高或电压不足。处理方法是如果直流回路电压过高,需重新设置减速时间参数值。如果直流回路电压不足,一般是变压器电缆损坏或ISU输入三相交流熔断器熔断,需更换相应的变压器电缆或交流熔断器。
4.4 编码器通讯故障
当编码器通讯发生故障时,变频器控制盘上显示故障代码ENCODER FLT。发生此故障原因是脉冲编码器和脉冲编码器接口模块之间通讯故障或模块与传动单元之间通讯故障。处理方法是检查光纤及通讯电缆连接是否牢固可靠或更换光纤及通讯电缆。
4.5 传动检测到负载不平衡
当发生电机负载电流不平衡故障时,变频器控制盘上显示故障代码2330。出现此类故障的处理方法是检查主起升电机是否烧损以及检查主起升电机电缆是否短路、断路或接地。
4.6 脉冲编码器相位错误
当脉冲编码器相位出错时,变频器控制盘上显示故障代码7302。一般此故障出现在更换编码器或电机时,脉冲编码器A相和B相的相位与电机设定的旋转方向相反。此故障处理方法为先将参数98.01设置为NO,将编码器信号屏蔽。判断主起升电机方向与生产所需旋转方向是否一致,若一致则将脉冲编码器A相和B相接线调换,若不一致则将电机相序调换。调整后将98.01参数恢复。
4.7 速度测量错误
发生速度测量出错故障时,变频器控制盘上显示故障代码7301。此故障一般是由于脉冲编码器模块没有插紧的原因。处理方法是将脉冲编码器模块与RDCU模块之间的连接螺栓重新紧固。
4.8 输出过电流故障
当发生输出过电流故障时,变频器控制盘上显示故障代码2310。此故障主要是由于吊物超出允许范围,电机过载;电机加速时间过短;电机电缆及编码器电缆损坏。处理方法是检查所吊物品是否超载;重新设置电机加速时间参数值;更换电机电缆或编码器信号电缆。
5 常见故障紧急处理
(1)两台主起升逆变器其中一台发生故障,可将主起升电机切换到单电机运行模式,单电机作业。
(2)主起升电机脉冲编码器损坏,短时间无法更换时,可将参数98.01设置为“NO”后维持主起升机构继续工作。
(3)主起升逆变器脉冲编码器接口模块损坏时,拆除此脉冲编码器接口模块后将参数98.01设置为“NO”后,维持主起升机构继续工作。
(4)主起升电机编码器电缆短路或断路,可将参数98.01设置为“NO”后,维持主起升机构继续工作。
(5)主起升逆变器风扇不转,检查控制风机使能信号的继电器,如因为该继电器损坏,可将控制继电器的常开接点手动强制闭合。
(6)主起升逆变器故障输出继电器损坏,可手动将该继电器强制闭合。
(7)主起升制动继电器损坏,可将该损坏继电器与逆变器故障报警继电器互换,并手动强制损坏的继电器闭合。
6 结语
鞍钢股份有限公司炼钢总厂5#生产线330/80 t起重机主起升机构电气系统选用ABB公司ACS800变频器进行电气控制,电气元件大幅减少,其故障诊断系统不仅可以最大限度的保护电机,而且利用故障代码查找故障原因,能够快速判断故障并处理,缩短了设备故障处理时间,减少了设备故障率,提高了起重机工作效率,保证了生产的连续进行。
[1]陈伯时.电力拖动自动控制系统[M].北京:机械工业出版社.2000.
[2]韩安荣.通用变频器及其应用[M].北京:机械工业出版社,2010.
[3]宋银宾.电机拖动基础[M].北京:冶金工业出版社,2000.
[4]吴忠智,吴加林.变频器原理及应用指南[M].北京:中国电力出版社,2007.
