基于CCD的精加工零件缺陷在线监控系统设计
2018-01-25杨彩霞肖瑶
杨彩霞,肖瑶
(湖南机电职业技术学院,湖南长沙,410082)
0 引言
机械精加工零件表面质量直接影响其最终产品的性能与质量,在加工过程中,由于加工过程和工艺等原因,导致零件表面出现裂纹等不同类型的缺陷,不仅影响产品外观,还降低了后期加工产品的质量和性能。当前,产品缺陷检测的方式主要有:传统人工检测、涡流检测、CCD检测等。传统的人工检测技术存在检测效率低、人工成本大、自动化程度低等缺点,涡流检测方法要在产品表面产生涡流,需要较大的励磁电流,容易造成资源浪费,而且对于划痕等缺陷检测精度低。当前,机器视觉作为一项结合计算和图像处理的技术,广泛应用于各种生产线检测领域[1,2]。CCD(charge coupled device)是由贝尔实验室于1970年首先提出的,近年来已成为现代光电子学和现代测试技术中最活跃、最富有成果的新兴机器视觉传感器,其核心作用是可以实现机器代替人眼来完成观测与判断。CCD器件具有体积小、重量轻、耐振动冲击、受环境电磁场影响小、工作距离大、测量精度高、成本低等优点,被广泛应用于各种工业现场的测量和控制中。
本研究利用CCD传感器对零件精加工表面进行实时检测,能够有效地提高产品加工质量,带来更多的经济效益和社会效益。适用于不同零件精加工在线质量检测技术不仅可以有效地促进视觉表面检测技术的发展,对提高自动化生产线的智能化水平也具有深远的意义。
1 CCD检测单元设计
原有设备平面精加工零件生产线CCD检测单元的主要功能是为下一步机械手实现定位控制,工件由传送带输送,经过第一个检测工位时,CCD相机进行拍照定位作业,并将数据发送给第一个SCARA机械手,完成后续作业动作,在本环节设计新增缺陷检测功能,新增加工件经过第二个检测工位时,CCD相机由无杆缸驱动从工位一移至工位二,进行外形、图案及定位检测,并将数据发送给第二个SCARA机械手,完成后续作业动作。
检测单元采用康耐视IS1403视觉检测系统,配专用检测光源,具有检测速度快,精度高等特点。其主要部件结构示意图如下图1所示。
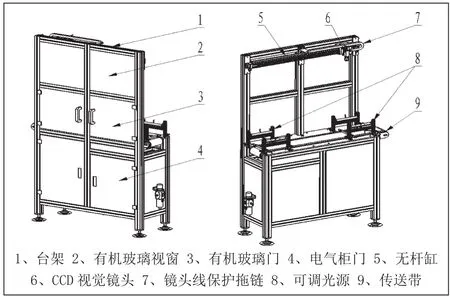
图1 CCD视觉检测台示意图
2 CCD图像处理设计
2.1 CCD图像初始化处理
将CCD获得的原始图像做预处理,将彩色图像转化成为灰度图像的过程称为图像的灰度化处理。灰度处理是将彩色图象每个像素的颜色取RGB三个彩色图像中每个像素的颜色由R、G、B三个分量,而每个分量有256种值可取,每个像素点可以有1600多万(256,256,256)颜色的变化范围[3]。灰度图像的描述与彩色图像一样反映了整幅图像的整体和局部的色度和亮度等级的分布和特征,对图像进行灰度处理可以减少图像的计算时间。
灰度化处理的方法为:Gray=0.3R+0.59G+0.11B
转换为1500×1600像素的8位灰度图像,该图像包括很多干扰信息,如图2所示,图中有很多水平的竖线,同时图像两边由于受到光照条件的影响而产生的照度减弱的现象,这些都不是我们要提取的目标特征,因此,在特征向量计算之前,有必要消除这些干扰信息。采用中值滤波方法和平滑处理方法对图像进行处理,滤掉必要的干扰信息。
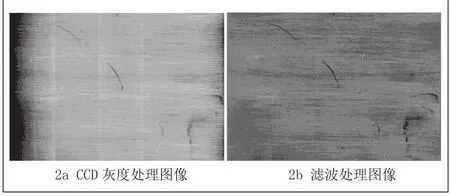
图2 预处理图像
噪声对图像信号幅度和相位的影响十分复杂。有些噪声和图像信号互相独立不相关,有些是相关。噪声本身之间也可能相关要减少图像中的噪声,必须针对具体情况采用不同的方法。图像平滑(Smoothing)是一种实用的数字图像处理技术,主要的目的是减少噪声。一个较好的平滑方法应该既可以消掉噪声影响又不使图像的边缘轮廓和线条变模糊。图像平滑处理方法有空域法和频域法两大类。在空间域里一类方法是噪声去除,即先判定某点是否为噪声点,若是,重新赋值。
2.2 特征提取
DFT是一种特殊形式的傅里叶分析方法,它通常用于处理离散输入信号。通过DFT,输入块像素矢量转变成频谱,所以之前的位置问题就会得到解决。通过这种变换,大部分的信号信息都倾向于转化成集中在几个低频分量的DCT。这种特征适合于数据压缩,但是不适用于特征提取,因为高频信号会埋没,因此可以采用Log频谱方案。试验结果表明,该方法缺陷提取率高,能达到85%以上。
3 结束语
本研究从提高零件精加工质量检测环节的自动化程度需求出发,针对目前机器视觉检测技术在零件精加工行业检测应用不广泛,仍依赖人目检测,在线检测大都停留在单一产品检测,视觉检测领域局限性大和效率低等问题,提出合理的零件精加工系统质量检测方案,提高了设备的自动化水平。
[1]倪鹤鹏,刘亚男,张承瑞,等.基于机器视觉的Delta机器人分拣系统算法[J].机器人,2016,38(1):49-55.
[2]王晓东,宋洪侠,刘强,罗怡.基于机器视觉的微小型零件测量与装配控制[J].哈尔滨工程大学学报,2011,09:1117-1122.
[3]张圆福,沈洪艳.机器视觉技术在工业检测中的应用综述[J].电子技术与软件工程,2013,22:111.
