扁平截面锦纶6FDY生产工艺
2018-01-25刘冰灵金志学薛伟仁
刘冰灵, 金志学, 薛伟仁, 韦 飞
(1.上海交通大学化学化工学院,上海200240;2.福建锦江科技有限公司,福建长乐350212)
传统锦纶的截面为圆形,与天然纤维相比,圆形截面的锦纶6纤维吸湿性较差,易弯曲起皱,致使其在高端织造领域的发展受到极大限制[1-2]。异形锦纶6纤维为截面非圆形的锦纶,其研究方向在于增加锦纶6纤维的比表面积,即通过异形截面的设计,使锦纶6纤维的光泽、手感、吸湿性、硬挺度和弹性等得到不同程度的提高[3-5]。若是采用全消光切片纺丝,与全消光的柔和性相结合,可以发挥出更好的效果。其中,扁平截面纤维具有一定的刚性,毛立感优异,同时拥有吸湿性好、散热快、易于染色和抗起球等优点,在织物风格方面接近于天然纤维材料[6]。
本文采用熔融纺丝法,以锦纶6消光切片为原料制备扁平截面锦纶6FDY,用全自动单纱强力仪、Nikon Eclipse等测试扁平截面锦纶6FDY的性能与截面形状,探索扁平截面锦纶6FDY的生产工艺,使其符合后道加工要求,适用于服装、家纺面料等领域。
1 实 验
1.1 原 料
锦纶6消光切片(福建锦江科技有限公司),特性黏数(2.47±0.03)dL/g,熔点215~225℃,TiO2含量≥1.5%,灰分含量≤0.1%,端氨基含量为(47.0±3.0)mmol/kg,可萃取物含量≤0.5%,水分含量≤0.06%。
1.2 仪器设备
高速卷绕机、侧吹风系统(德国巴马格公司),Testo425精密型风速仪(德国仪器国际贸易(上海)有限公司),乌斯特V型条干仪(乌斯特(上海)贸易有限公司),YG 023B单纱强力机(常州纺织仪器厂),Nikon Eclipse E100显微镜(上海浦赫光电科技有限公司)。
1.3 工艺流程
切片熔融混合→熔体保温输送→计量泵精确计量→组件过滤吐丝→侧吹风冷却→集束上油→拉伸定型→网络交络→卷装成形→检验→包装入库。
1.4 分析与测试
乌斯特条干值:乌斯特V型条干仪,参照GB/T 14346—1993《化学纤维长丝电子条干不匀率试验方法》进行测试。
拉伸性能:YG 023B单纱强力机,参照 GB/T 14344—2008《化学纤维 长丝拉伸性能试验方法》进行测试。
截面:Nikon Eclipse E100显微镜,放大倍数1 000倍。
2 结果与分析
2.1 纺丝温度
纺丝温度主要取决于聚合体的熔点和熔体黏度,在一定温度下,聚酰胺的熔体黏度随相对分子质量的增大而增大;在相对分子质量相同的情况下,熔体黏度随温度的升高而降低。
在扁平截面锦纶6FDY的生产过程中,纺丝温度过高,使聚合物热分解加剧,相对分子质量降低,可能出现“气泡丝”,造成大量毛丝、断头;纺丝温度过低,则熔体黏度大,熔体的挤出胀大现象严重,熔体出喷丝板后丝条取向度大,影响丝条的拉伸,断头较多[7]。在合适的温度范围内,随着纺丝温度的升高,熔体黏度呈指数级下降,熔体的流动性能得到良好的改善,熔体出喷丝板后丝条取向度减小,丝条的拉伸效果优良。经实验,纺丝温度控制在254~256℃为宜。
2.2 扁平度
扁平度指喷丝板微孔截面的长宽比。扁平度增大,可使锦纶6纤维的异形度增大,增强其异形效果,使其吸湿性、光泽、抗起毛起球等能力得到显著改善。但是,扁平度过大,会造成扁平截面锦纶6FDY纺丝难度加大及产品强伸指标下降,造成后加工较困难。表1为不同扁平度下生产的扁平截面锦纶6FDY的物性指标。由表1可知,扁平度为10︰1时,制得的异形锦纶6纤维的扁平度较高,且断裂强度、断裂伸长率、条干等指标均能满足后续加工和使用要求。因此,选择扁平度为10︰1。

表1 不同扁平度下扁平截面锦纶6FDY的条干及物性指标Tab.1 Evenness and physical property data of nylon 6 FDY of flat section under different flatness
图1为扁平度为10︰1下生产的扁平截面锦纶6FDY的纤维截面图。
2.3 侧吹风参数
熔体出喷丝孔后,以侧吹风与丝束进行热交换,使熔体细流凝固成纤维。侧吹风参数主要包括:风温、风湿、风压、风速。与圆形截面纤维相比,扁平丝比表面积较大,易于散热,冷却速度较快,丝条的表层和内层温度梯度增大,丝条可能受到表层的拉伸应力的局部集中,产生裂痕,影响后加工性能。因此,在扁平截面锦纶6FDY的生产过程中,应适当缓和冷却条件,提高风温,延长冷却区,以延缓冷却速度,使塑性区延长,凝固点下移,减小喷丝头拉伸张力,维持纤维扁平度,纤维异形度提高。经实验,侧吹风的风温控制在22~23℃,湿度控制在80%以上,风压控制在500 Pa,风速应控制在0.6~0.7m/s,冷却效果较优,无飘丝、断头或丝条条干不匀。

图1 扁平度10︰1下扁平截面锦纶6FDY的纤维截面Fig.1 Fiber section of nylon 6 FDY of flat section under the flatness of 10︰1
2.4 集束点位置
熔体经侧吹风冷却时,空气流动对丝条产生振荡,这种振荡会引起飘丝、断头或丝条条干不匀,条干不匀随振荡幅度的增大而增大,随丝条从喷丝板面到集束位置的距离增加而增大。与圆形截面纤维相比,扁平丝比表面积较大,易于散热,冷却速度快,可适当提高集束上油位置,降低丝条与空气间的摩擦,也减轻丝条受风窗外环境中气流干扰。在扁平截面锦纶6FDY的生产过程中,通过提高集束点位置降低纺丝张力,又降低丝条的抖动。经实验,集束位置在1 400~1 600mm为宜。
2.5 拉伸倍率
在扁平截面锦纶6FDY的生产过程中,在一定的拉伸倍率下,锦纶6FDY得到拉伸,纤维内大分子会产生取向,并随着拉伸倍率的增大,纤维大分子的取向度增大[8]。纤维的强伸度与纤维的取向度密切相关。表2为不同拉伸倍率下生产的扁平截面锦纶6FDY的物性指标。
由表2可知,拉伸倍率增大,扁平截面锦纶6FDY的断裂强度稍有下降,原因在于拉伸倍率打破纤维内大分子结构的平衡,大分子因承受不了强大的拉力而发生滑移和断裂,使取向度下降。但是,拉伸倍率较小时,扁平截面锦纶6FDY毛丝、圈丝较多,产品质量不稳定,无法满足后道加工要求。因此,选择拉伸倍率为1.33。

表2 不同拉伸倍率下扁平截面锦纶6FDY的条干及物性指标Tab.2 Evenness and physical property data of nylon 6 FDY of flat section under different draw ratio
2.6 热辊温度
在热辊上,纤维同时受到拉伸和热定型作用,热辊温度过高,会引起丝束抖动加剧,引发断头而影响生产;热辊温度过低可能使纤维造成定型效果差,出现缩管现象。表3为不同热辊温度下生产的扁平截面锦纶6FDY的物性指标。
由表3可知,热辊温度升高,扁平截面锦纶6FDY的断裂强度稍有增大,原因在于热辊温度主要是消除拉伸内应力,使成品丝结构性能稳定。热辊温度为170℃时,丝束中大分子链活动较强,纤维结晶度较高,丝条的断裂强度较大。因此,选择热辊温度为170℃,缠绕5.5圈。
2.7 网络压力
网络压力升高,各单丝间的缠绕程度提高,有利于纤维的集束性能提高。但是,过高的网络压力易导致纤维被吹断造成毛丝,降低纤维的机械性能。表4为不同网络压力下生产的扁平截面锦纶6FDY的物性指标。
由表4可知,在扁平截面锦纶6FDY的生产过程中,网络压力的增大,可提高扁平截面锦纶6FDY的网络度,但是,网络压力过大,易造成丝条吹断,引起丝束毛丝、圈丝较多,且油剂飞溅严重,能耗增大。因此,选择网络压力为0.35MPa。

表3 不同热辊温度下扁平截面锦纶6FDY的条干及物性指标Tab.3 Evenness and physical property data of nylon 6 FDY of flat section under different hot roller

表4 不同网络压力下扁平截面锦纶6FDY的物性指标Tab.4 Physical property data of nylon 6 FDY of flat section under different network pressure
2.8 纺丝速度
纺丝速度的提高有利于初生纤维的分子排列和结构较为有序并趋向稳定,条干均匀性好,经拉伸后纤维的机械性能良好[9-10]。表5为不同纺丝速度生产的扁平截面锦纶6FDY的物性指标。由表5可知,在扁平截面锦纶6FDY的生产过程中,纺丝速度过大,易造成冷却不均,引起丝条条干不匀,毛丝、圈丝较多。因此,选择纺丝速度为4 500m/min。

表5 不同纺丝速度下扁平截面锦纶6FDY的物性指标Tab.5 Physical property data of nylon 6 FDY of flat section under different spinning speed
2.9 正交实验
根据单因素实验结果,采用正交实验L9(34),确定最优工艺条件组合。纺丝温度255℃,侧吹风冷却风速0.65m/s,集束点位置1 600mm,纺丝速度4 500m/min。实验计划如表6所示,实验结果如表7、表8所示。
如表7所示,喷丝板喷丝微孔扁平度8︰1,拉伸倍率为1.33,热辊温度145℃,网络压力0.39 MPa,扁平截面锦纶6FDY的条干CV值最小。如表8所示,喷丝板喷丝微孔扁平度8︰1,拉伸倍率为1.33,热辊温度170℃,网络压力0.39MPa,扁平截面锦纶6FDY的断裂强度最大。综合扁平截面锦纶6FDY的纺况和物性指标分析,因网络压力0.39MPa时,扁平截面锦纶6FDY的生产过程不稳定,断头较多,因此,最优工艺条件组合为:喷丝板喷丝微孔扁平度8︰1,拉伸倍率为1.33,热辊温度170℃,网络压力0.35MPa。
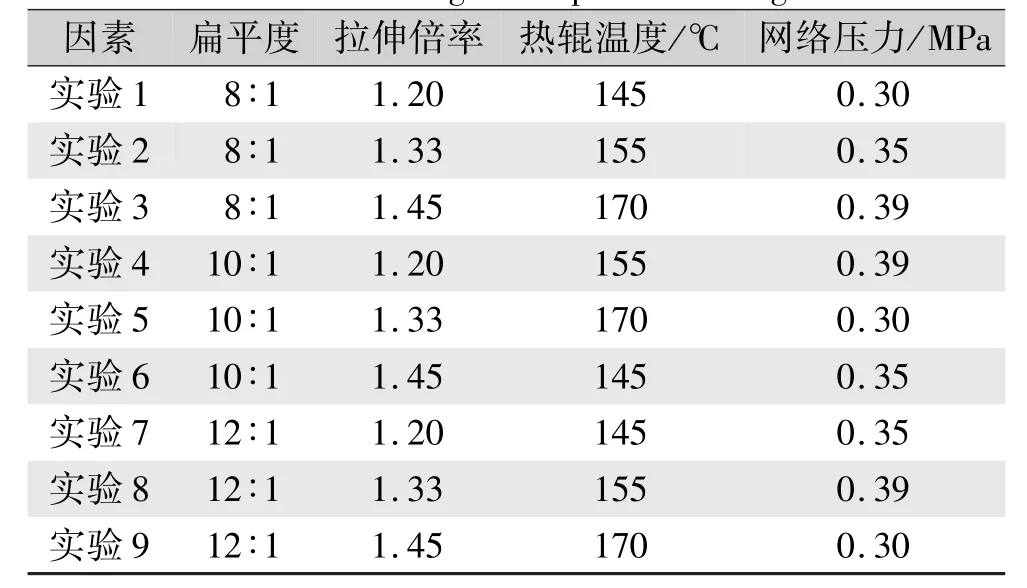
表6 正交实验设计Tab.6 Orthogonal experiment design

表7 正交实验结果分析(Ⅰ)Tab.7 Analysis of orthogonal experiment resultsⅠ

表8 正交实验结果分析(Ⅱ)Tab.8 Analysis of orthogonal experiment resultsⅡ
2.10 工艺与物性指标
为了提高55.56 dtex/10F扁平截面锦纶6FDY的扁平度,且满足呈现金属光泽,改善条干均匀度,提高断裂强度,以工业化生产的圆形截面55.56 dtex/10F锦纶6FDY为对照,表9为经工艺优化后生产的55.56 dtex/10F扁平截面锦纶6FDY与工业化生产圆形截面55.56 dtex/10F锦纶6FDY的工艺条件比较,表10为经工艺优化后生产的55.56 dtex/10F扁平截面锦纶6FDY与工业化生产圆形截面55.56 dtex/10F锦纶6FDY的物性指标比较。由表9、表10可知,经工艺优化后生产的55.56 dtex/10F扁平截面锦纶6FDY,条干均匀,断裂强度较高,条干与物性指标与圆形截面55.56 dtex/10F锦纶6FDY相近,避免了扁平截面造成丝束冷却不均引起条干均匀度和断裂强度降低,满足后道加工要求。

表9 经工艺优化后生产的扁平截面锦纶6FDY与圆形截面锦纶6FDY的主要工艺参数Tab.9 Main technological parameters of optimized nylon 6 FDY of flat section and nylon 6 FDY of circular section

表10 经工艺优化后生产的扁平截面锦纶6FDY与圆形截面锦纶6FDY的主要物性指标Tab.10 Main physical property data of optimized nylon 6 FDY of flat section and nylon 6 FDY of circular section
3 结 论
1)纺丝温度254~256℃,喷丝板喷丝微孔扁平度10︰1,侧吹风冷却风速0.60~0.70m/s,集束点位置1 400~1 600 mm,拉伸倍率为1.33,热辊温度170℃,网络压力0.35 MPa,纺丝速度4 500 m/min,可获得55.56 dtex/10F扁平截面锦纶6FDY,生产稳定。
2)以上工艺制备扁平截面锦纶6FDY的断裂强度为3.55 cN/dtex,断裂伸长率为27.28%,条干乌斯特CV值为1.66%,条干均匀度改善,断裂强度提高,满足后道加工要求。
[1]AELION R.Nylon 6 and related polymers[J].Industrial&Engineering Chemistry,1961,53(10):826-828.
[2]张婧炜.异形截面纤维及其织物吸湿速干性能的测试和评价[D].上海:东华大学,2013.ZHANG Jingwei.Evaluation of Absorption and Quick-Dry Performance of Fabric Made of Shaped Fibers[D].Shanghai:Donghua University,2013.
[3]张一平,许瑞超,陈莉娜.纤维异形度对织物导湿快干性能的影响[J].纺织学报,2006,27(12):70-73.ZHANG Yiping, XU Ruichao, CHEN Li'na.Effect of abnormal degree of fiber cross-section on themoisture-transfer and dry-fast properties of the fabric[J].Journal of Textile Research,2006,27(12):70-73.
[4]樊明山,金子敏,陶建伟.三角中空锦纶丝无缝针织物的热湿舒适性研究[J].丝绸,2011,48(7):15-17.FAN Mingshan, JIN Zimin, TAO Jianwei.Research on hotwet comfort of triangle-hollow polyamide seam less knitted fabric[J].Journal of Silk,2011,48(7):15-17.
[5]李映,张文强,刘传生.异形聚酯纤维及织物遮光性的研究进展[J].合成技术及应用,2014,29(1):29-33.LI Ying, ZHANG Wenqiang, LIU Chuansheng.Research progress on the shielding properties of non-circular cross section polyester fiber and fabrics[J].Synthetic Technology and Application,2014,29(1):29-33.
[6]周兆云,王华平,王朝生,等.扁平纤维熔融纺丝动力学模型[J].聚酯工业,2006,19(5):1-4.ZHOU Zhaoyun, WANGHuaping, WANGChaosheng, etal.Dynamic model of flat fiber in melt-spinning[J].Polyester Industry,2006,19(5):1-4.
[7]ZIABICKI A.Studies on the orientation phenomena by fiber formation from polymermelts.Part II:theoretical considerations[J].Journal of Applied Polymer Science,1960,2(4):24-31.
[8]RAMESH C, GOWD E B. High-temperature X-ray diffraction studies on the crystalline transitions in theα-and γ-forms of nylon-6[J].Macromolecules,2001,34(10):3308-3313.
[9]席丽媛,管新海,赵广兵,等.卷绕速度对锦纶6预取向丝取向结构及性能的影响[J].丝绸,2015,52(6):8-13.XILiyuan, GUAN Xinhai, ZHAO Guangbing, et al.Effect of winding speed on orientation structure and properties of polyamide-6 POY fiber[J].Journal of Silk,2015,52(6):8-13.
[10]ZIABICKIA,KEDZIERSKA K.Studies on the orientation phenomena by fiber formation from polymer melts.Part I:preliminary investigations on polycaproamide[J].Journal of Applied Polymer Science,1959,2(4):14-23.
