凸轮轴低温无磨料抛光技术实验研究
2018-01-22曲守平亓志辉
曲守平,亓志辉
(长春大学 机械与车辆工程学院,长春 130022)
0 前言
凸轮轴是在汽车发动机、内燃机、工程机械等领域广泛应用的重要零部件,其种类繁多,型面复杂[1]。凸轮表面通常是由具有多段高次曲线型面的非圆廓面组成,其升程、转角与砂轮半径之间存在非线性关系。且大部分凸轮轴属于细长轴类零件,磨削加工工艺性较差。凸轮轴的工作环境比较复杂,受到的载荷也经常变化[2]。凸轮轴表面的加工精度对燃油效率起到决定性作用,型面质量的高低直接影响动力的发挥。因此,需要提高加工精度和表面质量[3]。
低温无磨料抛光是指在温度不高于零摄氏度的条件下,将不含有任何杂质的水冻制成抛光工具,对工件表面进行研磨抛光的方法[4]。为凸轮轴表面的抛光提供了新的抛光方法。
1 工艺工装研究
1.1 实验工装
本实验是在CA6140车床上进行的。自制工装替代了原来的刀架。如图1所示。
实验工装的三维模型如图2所示。

图1 CA6140车床
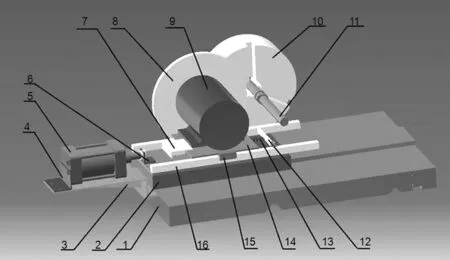
1.溜板 2.中滑板 3.气缸架 4.6连接板 5.气缸 7.压力传感器 8.冰轮 9.调速电机 10.卡盘 11.凸轮轴 12.固定杆 13.弹簧 14.移动连接板 15.滑块 16.导轨图2 实验工装三维模型
实验台工作原理为:气缸5推动中滑板2往前运动,其中,导轨16、固定杆12与中滑板2固定连接,固定杆12拉动弹簧13,进而拉动固连在一起的压力传感器7、移动连接板14、调速电机9和冰轮8实现前移,通过弹簧的拉伸,保证冰轮与凸轮轴始终恒压接触。在抛光过程中,冰轮不断融化,通过气缸推动中滑板2,对冰轮融化进行补偿,保证恒压抛光。
1.2 冰轮制备
冰轮是低温无磨料抛光中的抛光工具,由去离子水加入圆盘模具中冻制而成,中间白色部分是尼龙材料做成的冰轮轮毂,中间开有孔跟键槽,用于连接到电机轴上。如图3所示。
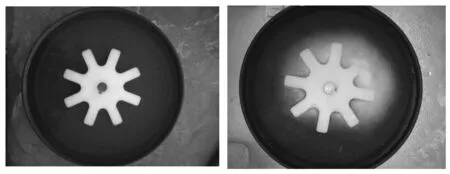
图3 冰轮冻制之前与冻制完成之后
1.3 冰轮修整
在进行抛光实验之前,首先要对冰轮进行修整。常压状态下,水在结成冰之后,体积会增大9%,冰轮表面变得不平整。冰轮从冰柜取出后,用电熨斗将冰轮表面熨平整,保证冰轮满足动平衡要求。表面修整完成之后,将冰轮安装到电机轴上,电机转速为200rpm,将车刀夹在机床卡盘内,利用机床进给对冰轮车削修整,保证冰轮圆度。
2 实验研究
实验中使用奥迪汽车发动机的装配式凸轮轴,凸轮材料为铁基粉末冶金材料[5],洛氏硬度为HRC60。
对冰轮转速、抛光压力、抛光时间等影响抛光结果的因素,进行了实验研究,在凸轮桃尖和基圆区各取3个点作为被测点,如图4所示。在不同工况下,测试了凸轮表面粗糙度Ra值,如表1、2、3所示。
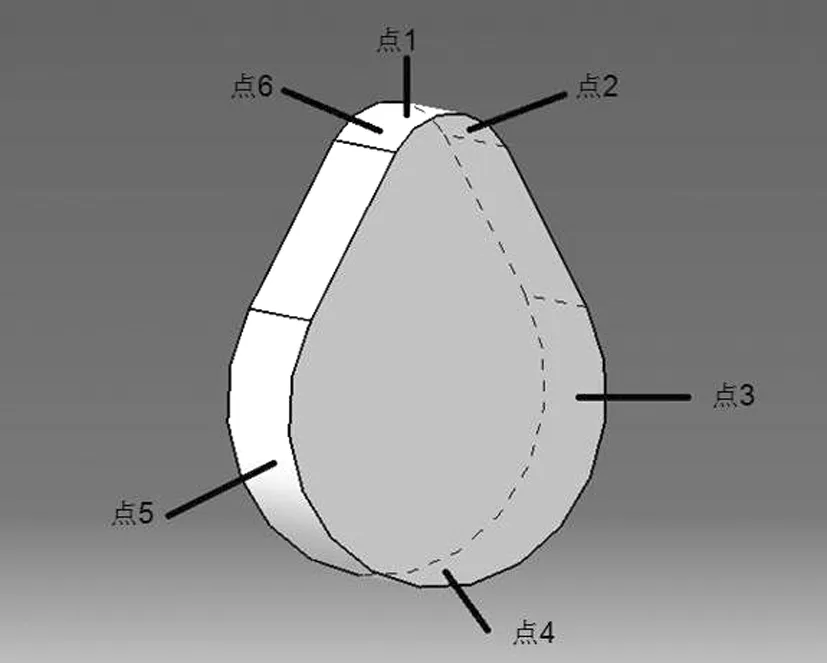
图4 工件表面被测点位置
单位:nm
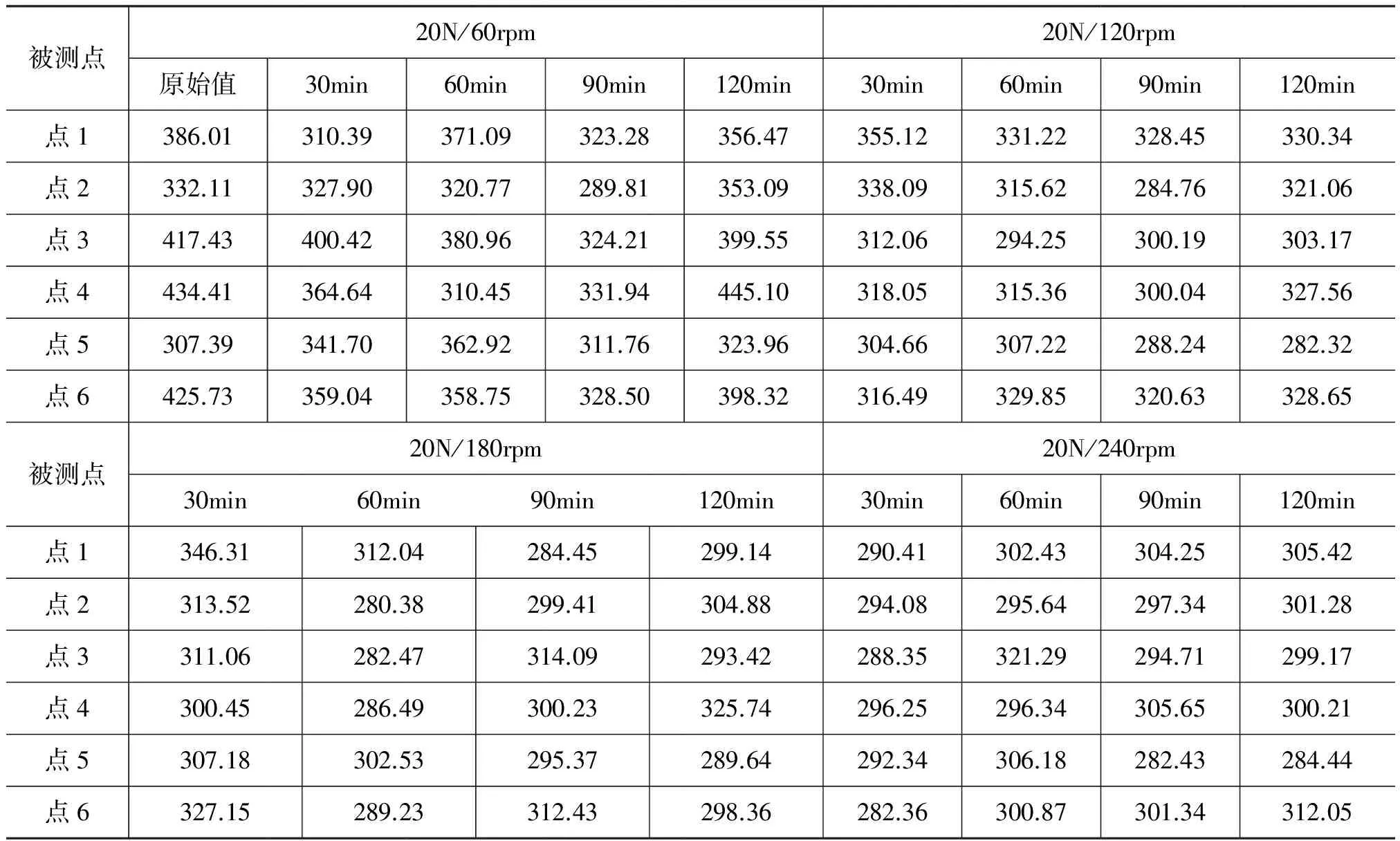
表2 20N抛光压力下实验结果 单位:nm
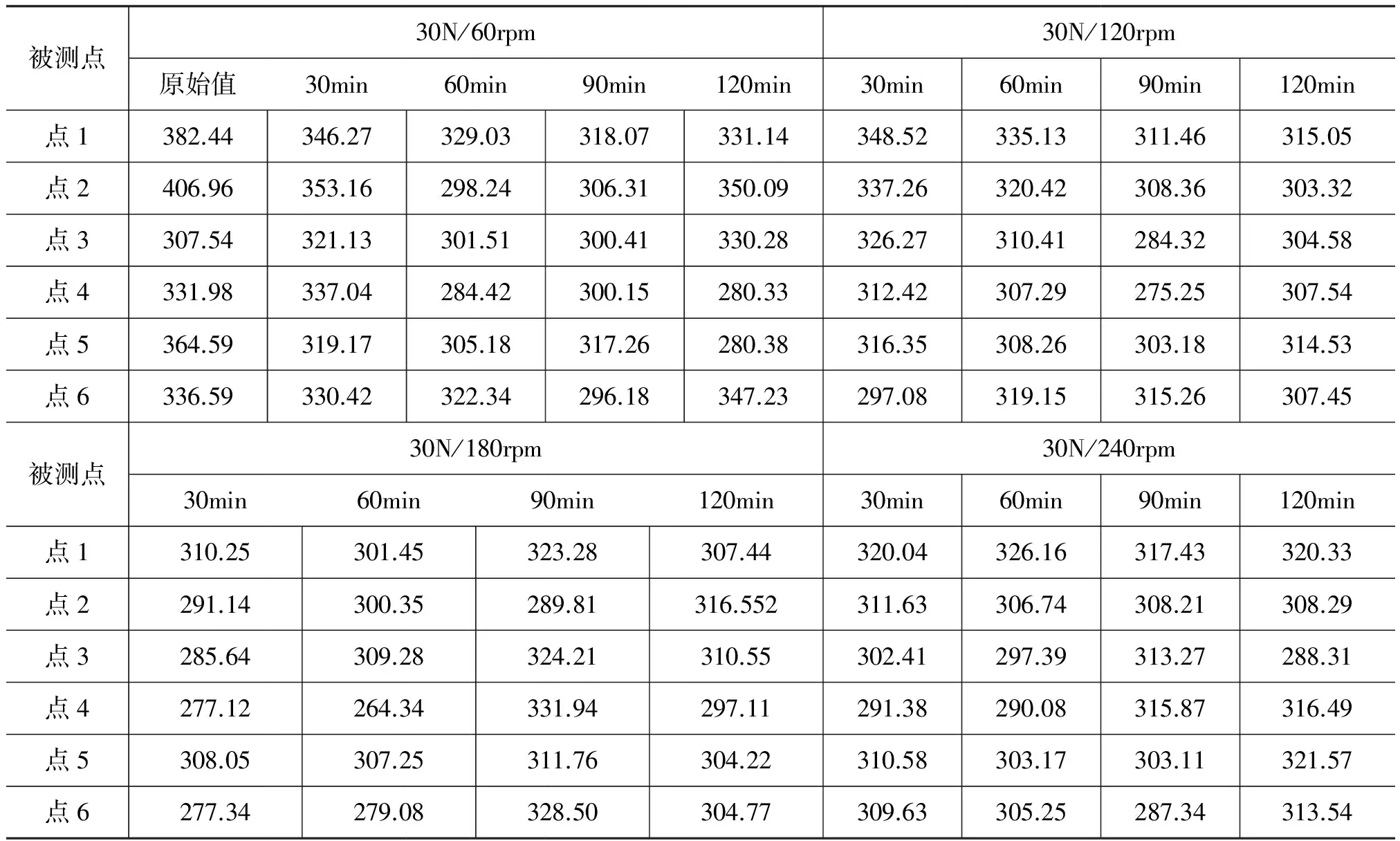
表3 30N抛光压力下实验结果 单位:nm
2.1 抛光时间对凸轮表面粗糙度值的影响
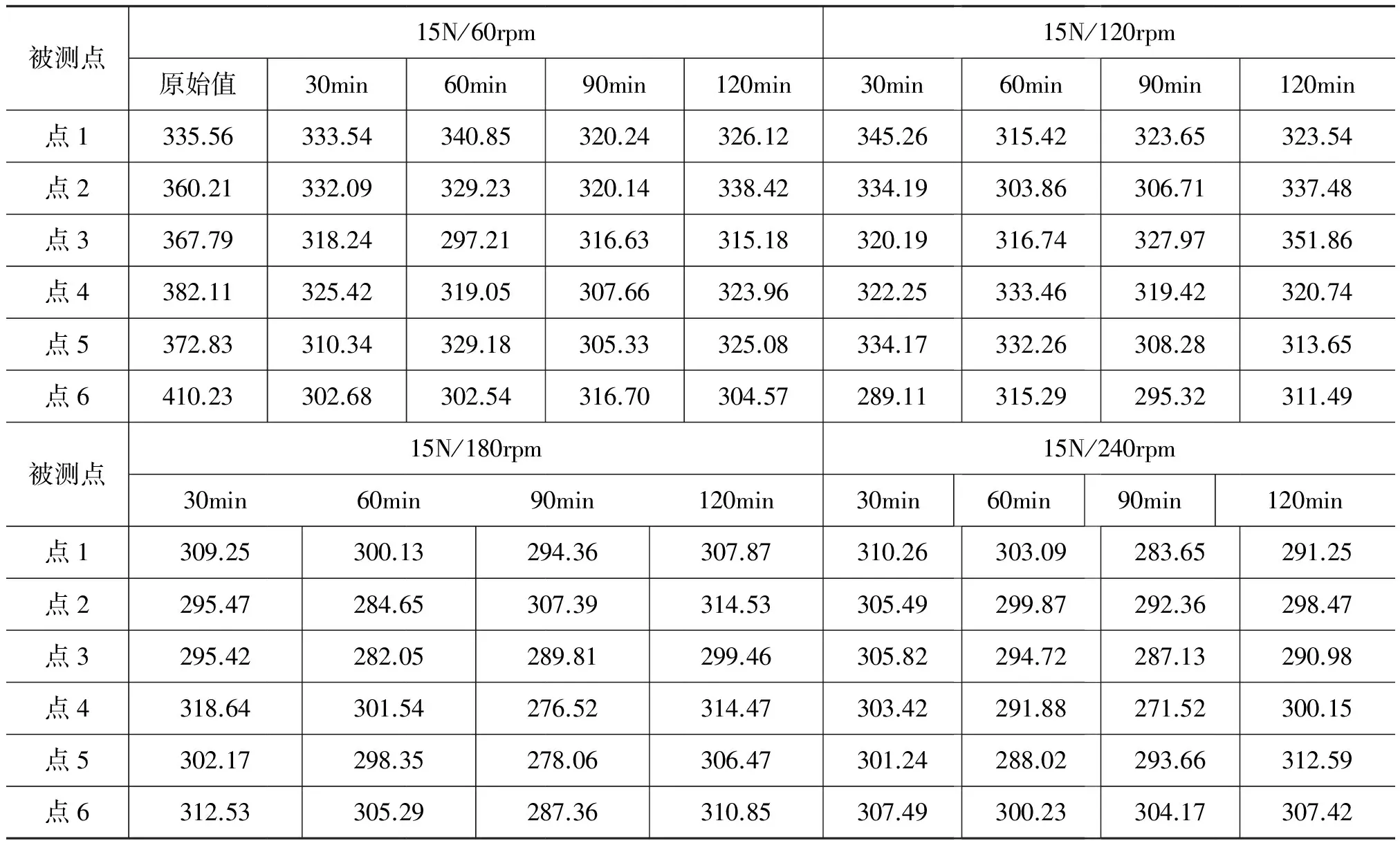
实验条件:抛光压力为15N,冰轮转速分别为60rpm、120rpm、180rpm、240rpm。实验结果如图5、6、7、8所示。
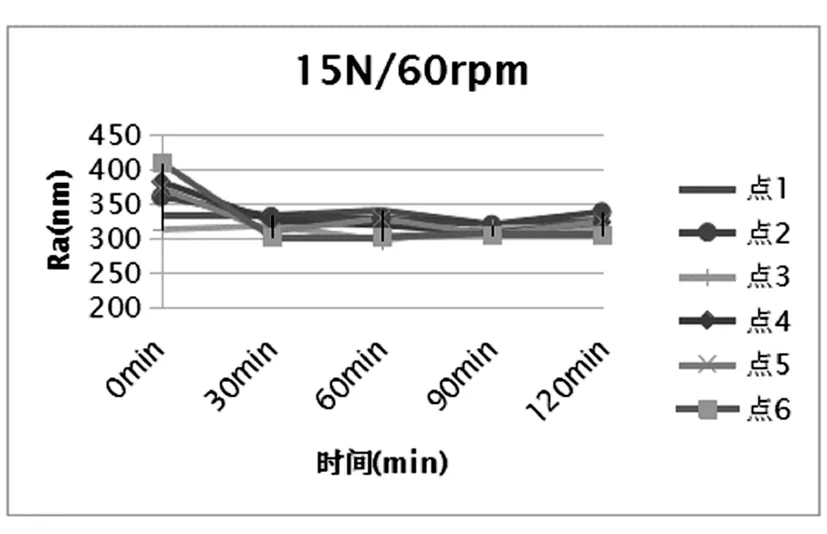
图5 冰轮在60rpm下抛光结果
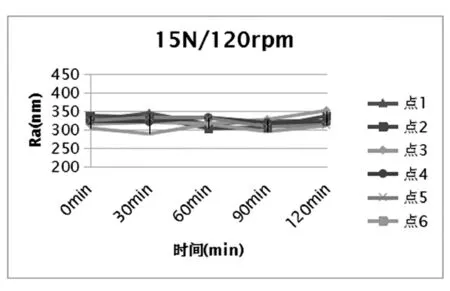
图6 冰轮在120rpm下抛光结果
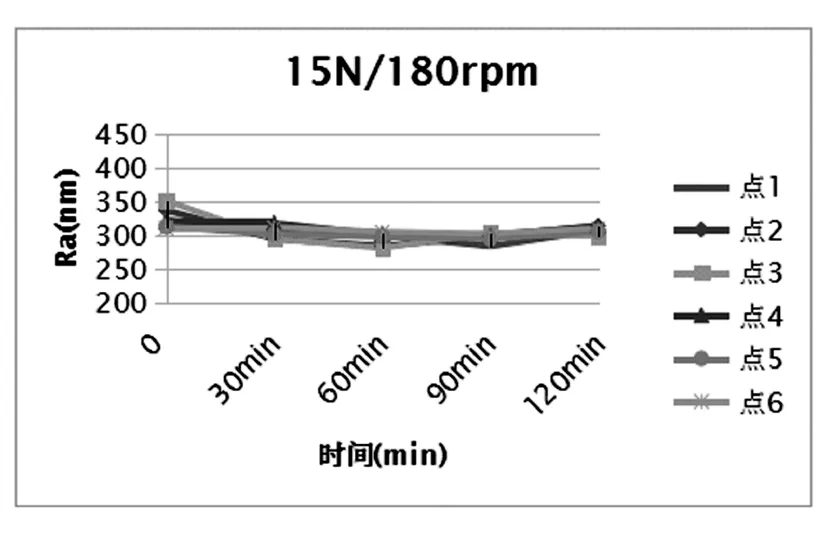
图7 冰轮在180rpm下抛光结果
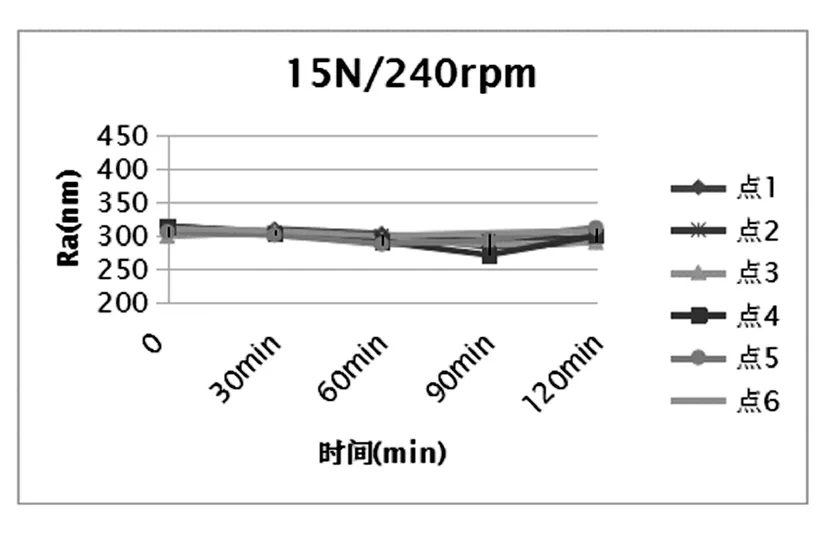
图8 冰轮在240rpm下抛光结果
(1)在不同的转速下,各个点的粗糙度都得到了降低,而且在抛光90min时,各点的粗糙度值能够达到最低点,90min后,粗糙度值有增大趋势。
(2)抛光时间低于90min时,由于抛光时间不足,虽然凸轮轴表面粗糙度明显下降,但没有降到最低。
2.2 冰轮转速对凸轮表面粗糙度的影响
实验条件:抛光时间为90min,抛光压力分别为15N、20N、30N。实验结果如图9、10、11所示。
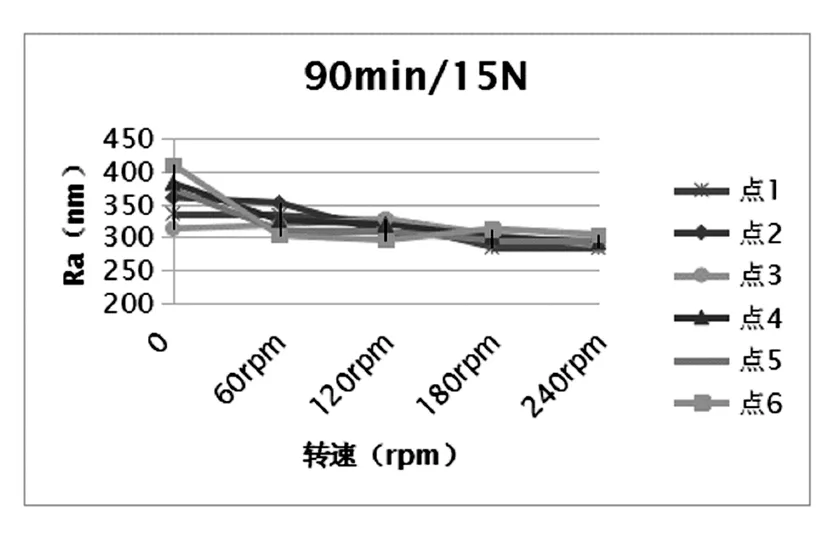
图9 抛光压力15N抛光结果
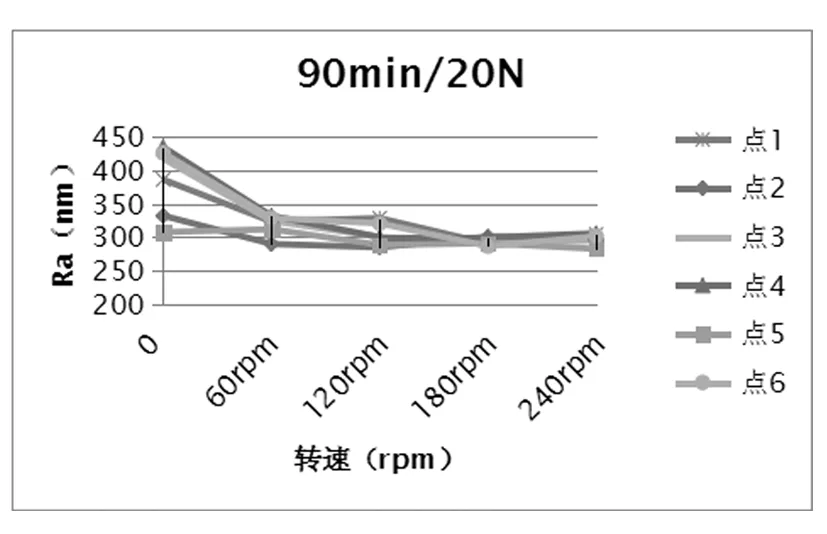
图10 抛光压力20N抛光结果
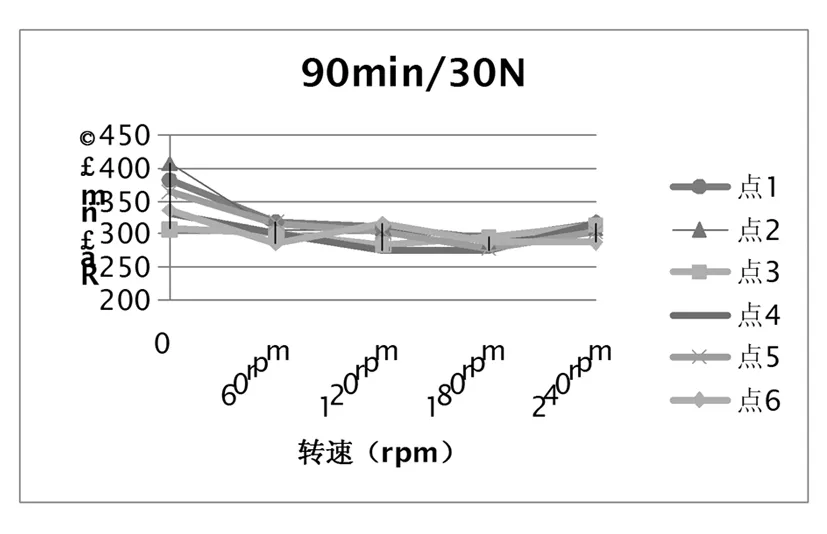
图11 抛光压力30N抛光结果
(1)不同的冰轮转速下,各点的粗糙度都有明显下降,冰轮转速为180rpm时,抛光效果最为理想,粗糙度值最低且分布均匀。
(2)在低转速条件下,凸轮粗糙度值并不能达到最好;而在较高转速下,振动增大,冰轮表面极易出现裂痕,凸轮粗糙度值有增大趋势。
2.3 抛光压力对凸轮表面粗糙度的影响
实验条件:抛光时间为90min,冰轮转速为180rpm。实验结果如图12所示。
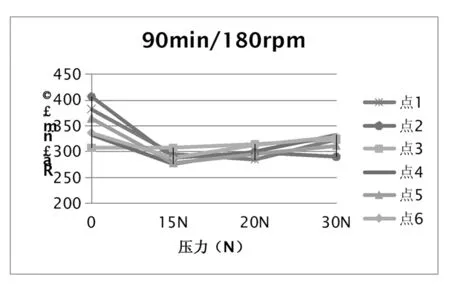
图12 冰轮转速为180rpm下抛光结果
(1)不同的抛光压力下,均能起到降低凸轮粗糙度的作用,抛光压力为15N时,凸轮粗糙度值达到最低。
(2)随着抛光压力的增大,冰轮表面会出现裂痕,甚至受到破坏,影响抛光的质量。
3 结语
综合上述实验数据分析,最佳抛光时间为90min,冰轮最佳转速为180rpm,最佳抛光压力为15N,在这样的实验条件下,凸轮轴表面Ra值得到有效的降低,且粗糙度值的分布比较均匀,整个抛光过程也比较平稳。低温无磨料抛光作为一种新的加工工艺方法,能够明显地降低凸轮轴表面粗糙度。
[1] 王娟.凸轮轴数控磨削加工过程动态优化仿真的研究及软件开发[D].长沙:湖南大学, 2009.
[2] 盛晓敏.汽车凸轮轴的高速精密磨削加工关键技术[D].长沙:湖南大学,2006.
[3] 闫培泽.凸轮轴数控加工工艺及装备改进[D].郑州:河南科技大学,2014.
[4] 梁天柱.圆柱表面低温无磨料抛光工艺与机理研究[D].长春:长春理工大学,2012.
[5] 张弛,李月英,杨慎华,等.装配式中空凸轮轴凸轮材料及装配技术研究[J].材料科学与工艺,2005,13(1):8-11.
[6] Qu Shouping,Liang Tianzhu.The Experimental Research of Non-Abrasive Polishing on Metal Cylindrical Surfaces[J].Materials Processing Technology,2012(6):311-315.
