桂林市上窑污泥处置项目改造工程研究与分析
2018-01-21卫志强马华敏
卫志强,马华敏
(1.桂林市排水工程管理处,广西 桂林 541002;2.北京中科博联环境工程有限公司,北京 100080)
污泥是污水处理过程中产生的一种容易腐败发臭的生物固体物质,它富集了大量氮、磷等营养物质及微生物,不经妥善处置,将危害环境。常用的污泥处置方式有填埋、焚烧、堆肥等。上窑污泥处置项目采用垛式堆肥方式,实现了污泥减量化、降低含水率的目的,但导致氨气、硫化氢气体的产生。由于发酵空间巨大,难实现全封闭,因此部分臭气容易外溢。针对上述问题,改造工程选用北京中科博联公司制造的设备化、全封闭的高温好氧发酵设备。改造完成后,现有上窑污泥处置场对环境的影响问题得到有效解决。
1 改造前
1.1 基本情况
采用污泥高温堆肥处置方式,设计日污泥处置能力120 m3,占地面积14 000 m2,投资1 200余万元,2009年7月开工建设,2010年3月运行投产。
1.2 工艺流程(见图1)
1.3 现有厂房和设备
1.3.1 污泥池及污泥泵房
污泥泵房建筑面积为60 m2,内设污泥泵两台,输送量Q=20 m3/h,功率N=37 kW。污泥储存池尺寸:8.5 m×8.5 m,有效深度2.0 m,超高0.5 m,有效容积144.5 m3。
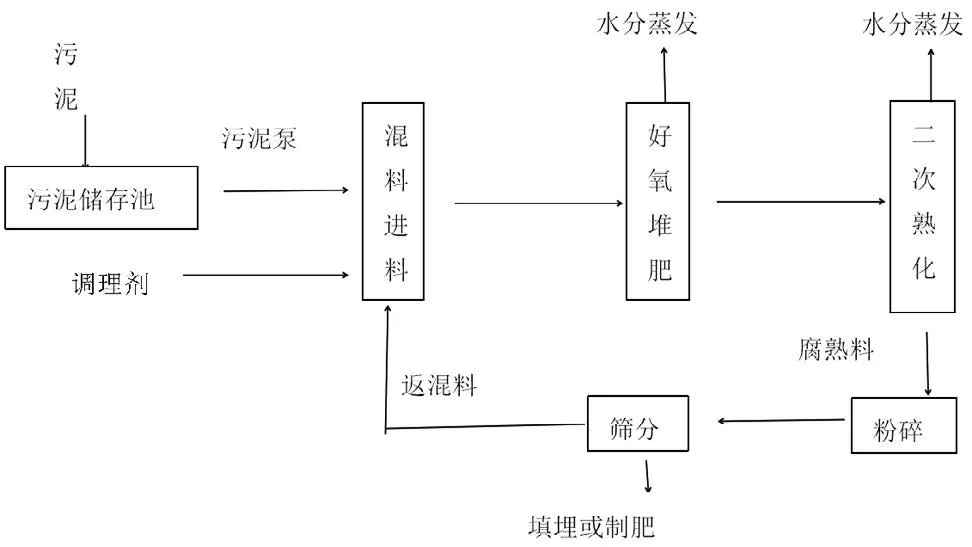
图1 改造前工艺流程
1.3.2 混料进料车间
建筑面积1 368 m2,设备包括:双轴搅拌机、调理剂皮带输送机、污泥中间储仓、调理剂中间储仓、平台等。
1.3.3 好氧堆肥车间
发酵槽20条,每条长73 m,槽底铺设平面列管式二级曝气装置。污泥堆肥车间建筑面积5 852 m2。污泥堆肥车间上为轻钢结构,屋顶采用彩钢瓦和阳光板。车间内布置抽风管路并配套生物除臭设备,将臭气进行抽风并处理。
1.3.4 鼓风机房
鼓风机房的平面尺寸为10 m×6 m,高6 m。内设2台罗茨鼓风机,风机单台风量63.6 m3/min,风压19.6 kPa,N=37 kW。
1.3.5 二次发酵车间
二次发酵车间的建筑面积为6 620 m2。二次发酵车间及制肥车间上为轻钢结构,屋顶采用彩钢瓦,隔墙为轻体砖结构。
1.3.6 成品仓库
成品仓库的建筑面积为1 444 m2,布置破碎机、筛分机、包装机等。
1.4 存在问题
项目采用的条垛式发酵是将原料混合物堆成长条形的条垛,中心易产生厌氧区,翻垛时产生臭气。项目堆肥面积近6 000m2,车间高6~7 m,整个空间约4万m3,很难实现全封闭。整套工艺尽管配备了除臭设备,但发酵和翻垛过程中产生的大量臭气(经现场检测,翻垛前氨气浓度约为1~2 mg/m3,翻垛后,氨气浓度约为5~8 mg/m3)依然可以外溢,造成了环境污染。
2 改造工程
2.1 基本情况
采用北京中科博联公司生产和制造的全封闭的高温好氧发酵设备进行污泥无害化、减量化和资源化处理。该技术基于对温度、氧气等参数的自动在线监测,由智能监控软件对发酵参数进行自动在线监控,发酵过程为静态发酵(主发酵)与动态发酵(后熟发酵)相结合的组合工艺。
2.2 工艺流程(见图2)

图2 改造后工艺流程
2.2.1 混料阶段
将原污泥运至处理厂,直接倒入料仓。通过输送装置将市政污泥、返混料、辅料按比例输送至混料机中充分混合,使物料达到适宜的含水率,并保证混合料具有松散的结构,达到发酵所需的自由空域要求。
2.2.2 上料阶段
从混料机出来的混合料,经输送设备送至发酵设备进行发酵。
2.2.3 生物发酵阶段
混合物料输入发酵装置后,设备内部的多功能机自动进行取料和均匀布料。发酵装置中设有温度、氧气在线监测探头,探头采集的数据经信号采集器输入计算机控制系统,实时反馈控制鼓风曝气的强度和时间。
发酵过程开始后,在鼓风机提供氧气的条件下,好氧微生物迅速增殖,堆体温度迅速升高,1~2 d后堆体进入高温期。通过自动监测和控制系统,人们可以使堆体在55℃以上的高温阶段维持5 d以上,从而实现物料的无害化和稳定化的目的。
2.2.4 返混料再利用阶段
好氧发酵后,多功能机将腐熟物料取出,经筛分后,筛上物用作返混料参与下一次发酵过程,筛下物进行资源化利用。
2.3 技术特点和优势
该套系统除了具有功能高度集成、占地面积节约、施工周期短、发酵产品稳定等特点外,在工艺特点和设计上,还具有以下几大特点。
2.3.1 曝气方式
高温好氧发酵设备采用“动+静结合”的供氧方式,采用正压曝气,空气由堆体底部进入,由堆体表面散出,表层升温速度快,无害化程度较好,发酵产品腐熟度高。污泥在在主发酵过程通过智能静态鼓风供氧,自动调节控制不同时期所需的供氧量;在后熟阶段通过内部匀翻机构进行匀翻供氧,防止出现死角的局部厌氧。智能控制可以保证整个系统的好氧状态,从而保证整个堆体的发酵效果。
2.3.2 智能控制
高温好氧发酵设备通过实时在线监测系统和自动控制系统对整个发酵系统实现智能控制,通过调节控制曝气速率、曝气时间和曝气量,实现生物好氧发酵的全过程控制,以满足并达到快速升温阶段、持续高温阶段、降温脱水三个阶段的不同温度、氧气需求量。
2.3.3 臭气控制
改进工艺采用“以过程控制为主,末端除臭为辅”的方式,通过优化生物堆肥过程的发酵和氧气供应,抑制和减少臭气的产生,显著降低其环境危害。为预防臭气外溢,其通过集气系统收集臭气,并用除臭装置进行集中处理达标后排放。
经核算,单台高温好氧发酵设备内部空间除臭体积1 200 m3*4台*5次换气/h=24 000 m3/h,可以发现,由于使用了全封闭的发酵设备,整个除臭体积从4万m3缩小为4 800 m3,除臭设备抽风量达到24 000 m3/h即可满足需求。整套系统发酵设备配备了2套化学洗涤塔,总抽风量为27 000 m3/h,可保证较好的除臭处理效果。
3 改造前后对比(见表1)
由表1可以看出,该设备能实现较高的高温发酵温度(55℃~70℃),从而将原来10~15 d的好氧发酵周期缩短至8~10 d,辅料的使用量从35%降为15%,但增加了用电量。

表1 改造前后污泥处理效果对比
4 结语
上窑污泥处置项目改造工程利用了污泥全封闭好氧发酵设备,有效地实现了污泥的干化,为污泥的进一步资源化利用开辟了新途径,同时减少了环境影响,具有实际意义。