带钢精整机组渐变张力助卷新技术
2018-01-19孙亚波刘渭苗崔卫华段锦涛
王 鹏,孙亚波,刘渭苗,崔卫华,段锦涛
(中国重型机械研究院股份公司,陕西 西安 710032)
0 前言
经冷轧机组轧制后的带钢,必须经过精整处理加工,才能得到高质量的合格产品。精整机组主要进行重卷、修边等工序。
带钢精整机组一般具备上开卷、下开卷和上卷取、下卷取功能。带钢卸卷完成后,执行自动助卷。卷取轴头支撑抬起支撑卷筒,出口转向辊摆动伸缩导板摆起伸出到助卷位,助卷器进入,助卷皮带抱住卷筒,机组联动,皮带包裹带钢进入卷筒,助卷2~3圈后,助卷器退出,出口转向辊摆动伸缩导板缩回并摆下到初始位,自动助卷完成,进行带钢精整处理生产。
一般自动助卷时[1-12],带钢与卷筒之间以及钢卷内圈之间由于摩擦系数很小易发生打滑,造成助卷后的钢卷内圈溢出,大大降低了钢卷合格率。
本文针对钢卷内圈溢出问题,开发了渐变张力助卷新技术,显著提高了钢卷合格率。
1 工艺布置
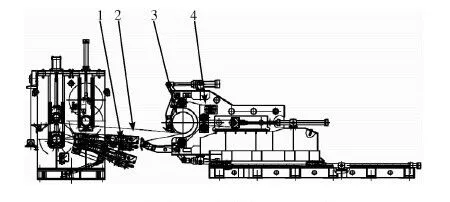
上卷取自动助卷工艺布置如图1所示,出口转向辊摆动伸缩导板起辅助导向带钢穿带作用;助卷皮带包裹卷筒辅助实现带钢卷取。

1.出口转向辊摆动伸缩导板 2.带钢 3.卷筒 4.助卷器图1 自动助卷工艺布置图(上卷取)
上卷取自动助卷工艺流程为:
(1) 卷取轴头支撑抬起支撑卷筒;
(2) 出口转向辊的摆动伸缩导板摆起、伸出到上卷取位置;
(3) 助卷器进入,下摆臂抱住卷筒,助卷皮带包裹卷筒;
(4) 机组联动,出口转向辊的压辊压下,夹送带钢经由摆动伸缩导板进入助卷器皮带与卷筒之间;
(5) 机组继续联动,卷取2~3圈;
(6) 出口转向辊的摆动伸缩导板缩回、摆下到初始位;
(7) 助卷器下摆臂打开,退回到初始位;
(8) 机组联动进行精整生产。
下卷取自动助卷工艺布置如图2所示,助卷皮带包裹卷筒辅助实现带钢卷取。
1.出口转向辊摆动伸缩导板 2.带钢 3.卷筒 4.助卷器图2 自动助卷工艺布置图(下卷取)
下卷取自动助卷工艺流程为:
(1) 卷取轴头支撑抬起支撑卷筒;
(2) 出口转向辊的摆动伸缩导板摆起、伸出到下卷取位置;
(3) 助卷器进入,上摆臂抱住卷筒,助卷皮带包裹卷筒;
(4) 机组联动,出口转向辊的压辊压下,夹送带钢经由摆动伸缩导板进入助卷器皮带与卷筒之间;
(5) 机组继续联动,卷取2~3圈;
(6) 出口转向辊的摆动伸缩导板缩回、摆下到初始位;
(7) 助卷器上摆臂打开,退回到初始位;机组联动进行精整生产。
本文着重研究自动助卷过程中,卷取机的控制方案,通过合理控制卷取机的速度以及转矩,使卷取机转矩与带钢和卷筒以及钢卷内圈之间的摩擦力相平衡,避免了打滑的发生,解决助卷后的钢卷内圈溢出问题。
2 原有卷取机控制模式
通常自动助卷时,卷取机控制模式分两种:
(1) 速度控制模式,同时设置转矩限幅。带钢达到卷筒与助卷皮带结合处前,卷取机按照预设定的速度控制,带钢进入卷筒与助卷皮带之间,且负载达到转矩限幅值后,卷取机速度保持机组速度,力矩保持转矩限幅值。
(2) 转矩控制模式,同时设置速度最大值。带钢达到卷筒与助卷皮带结合处前,卷取机按照机组速度附加速度激励控制,带钢进入卷筒与助卷皮带之间,且负载达到转矩预设定值后,卷取机速度保持机组速度,力矩保持转矩预设定值。
(3) 上述两种模式下,带钢进入卷筒与助卷皮带之间后,卷取机出力为转矩限幅值或者转矩预设定值,均很难和带钢与卷筒的摩擦力匹配,从而,导致带钢与卷筒以及钢卷内圈之间打滑,造成助卷后的钢卷内圈溢出,如图3所示。

图3 钢卷内圈溢出
3 渐变张力助卷新技术
为了解决带钢与卷筒之间以及钢卷内圈之间打滑造成的钢卷内圈溢出,开发了渐变张力助卷新技术。在助卷开始阶段,以带钢和卷筒不发生打滑为原则,卷取机张力值随带钢和卷筒之间摩擦力自动调整,保证内圈卷紧。在第一圈带钢形成后,助卷张力开始逐渐增大,直到达到设定卷取张力,此过程同样以钢卷内圈不发生打滑为原则,根据带钢与带钢之间摩擦力的实际值实时调整卷取机张力值,从而避免了带钢与卷筒之间打滑造成的钢卷内圈溢出,控制流程如图4所示。

图4 渐变张力助卷控制流程图
控制流程如下:
(1) 卷取机转矩初段预设定值T0=T1,i=1;
(2) 比较卷取机转矩反馈值Tf与T0的大小,如果Tf (3) 比较卷取机速度va与vl的大小,如果va≥vl+vm,令卷取机转矩预设定值T0=T0-Td,转到步骤(2)继续执行; (4) 判断i≤N是否成立,N为转矩预设定值分段数,如果成立,令i=i+1,卷取机转矩第i段预设定值T0=Ti,转到步骤(2)继续执行;否则,结束。 某精整机组由于带钢表面涂油量大,导致带钢与卷筒之间以及钢卷内圈之间的摩擦系数急剧下降,卷取后的钢卷内圈溢出严重,卷取后的钢卷都为废品钢卷。 将本文所提出的渐变张力助卷新技术应用于卷取机的自动助卷控制,经现场验证,取得了良好地效果,钢卷内圈溢出精度≤2 mm,完全达到双方签订的精度≤5 mm,如图5所示。 图5 合格钢卷 本文分析了原有卷取机控制模式造成钢卷内圈溢出的原因,提出了渐变张力助卷新技术。在助卷开始阶段,以带钢和卷筒不发生打滑为原则,助卷张力随摩擦系数自动调整,保证内圈卷紧。在第一圈带钢形成后,助卷张力开始逐渐增大,直到达到设定卷取张力,此过程同样以钢卷内圈不发生打滑为原则。此技术应用于某精整机组,控制效果良好,完全能够满足工业要求。 [1] 周国盈. 带钢精整设备[M]. 北京,机械工业出版社,1979. [2] 谭刚,陈兵. 冷轧后处理机组张力辊设计计算[J]. 四川冶金,2010(02). [3] 孙亚波,张康武. 稳定夹送辊理论设计方法[J]. 重型机械, 2012(06). [4] 孙亚波,张康武. 带钢高速精整线开卷和卷取动态分析[J]. 重型机械, 2013(06). [5] 任玉成. 拉伸弯曲矫直机基本工艺参数的确定[J]. 四川冶金,2005(02). [6] 连家创. 矫直理论与卷取原理[M]. 北京,机械工业出版社,2011. [7] 孙一康. 带钢热连轧的模型与控制[M]. 北京:冶金工业出版社, 2007. [8] 刘玠.冷轧生产自动化技术[M]. 北京:冶金工业出版社, 2006. [9] 李庆扬, 王能超, 易大义. 数值分析[M]. 武汉: 华中科技大学出版社, 2001. [10] 李健,颜云辉. 基于薄板固有特性的连续热镀锌带钢表面质量在线控制. 机械工程学报, 2011(02). [11] 宋建芝.带钢精整机组张力辊计算和设计研究.冶金设备,2009(01):43-47. [12] 孙亚波,张康武. 带钢高速精整线开卷和卷取动态分析. 重型机械, 2013(06): 30-33.4 实例

5 结论