Roles of Emerging FCC-based Technologies in Shifting to Petrochemicals Production
2018-01-19XieChaogangGaoYongcanZhuGenquanZhangJiushun
Xie Chaogang; Gao Yongcan; Zhu Genquan; Zhang Jiushun
(SINOPEC Research Institute of Petroleum Processing, Beijing 100083)
1 Introduction
For many years, the closer integration of petroleum refining with petrochemical production has been a favorite focus. There recently exist several incentives for more shifts or expansion to the petrochemical refinery from conventional one engaging mainly in production of transportation fuel amid implementation of increasingly stringent fuel standards, tax reform, and crude oil price collapse along with the great difference in expected growth rates of transportation fuels and petrochemicals. In China, some additional factors, such as severe domestic oversupply of transportation fuels,serious deterioration of ecological environment leading to preference for electric vehicles over gasoline-fueled ones, and higher consumption tax on transportation fuels,have been pushing the shifts to the extensive growth of petrochemical refineries. During the processing of the crude aimed at closer integration of petroleum refining and petrochemical production, the emerging FCC-based technologies for manufacturing light olefins (including mainly ethylene and propylene) as well as light aromatics(viz. BTX) production, developed by RIPP, SINOPEC have been commercially proven and applied both inside and outside of China since 1990.
These emerging FCC-based technologies for manufacture of designated petrochemicals including the Deep Catalytic Cracking (DCC)[1-2], the Enhanced Deep Catalytic Cracking (DCC-PLUS)[3-4]and the Maximizing Catalytic Propylene (MCP)[5]have been playing crucial roles in the following three commercial cases.
2 Commercial Cases
2.1 Case I—Closer integration between steam cracker and DCC/DCC-PLUS unit
The flow diagram of Case I which achieves the closer integration between steam cracker and DCC/DCC-PLUS unit is shown in Figure 1.
This case can be viewed as the process scheme for manufacture of all target petrochemicals derived from light hydrocarbons and light/medium crude oils. Light hydrocarbons including ethane and propane, and light crude oils covering the light waxy crude such as Daqing or Minas crude can be processed as follows:1) The crude is separated by atmospheric distillation unit into naphtha, middle distillates/AGO and atmospheric residue. The naphtha and AGO are pyrolyzed by the steam cracker. Conversion of AR is accomplished in either a DCC or a DCC-PLUS reaction system.
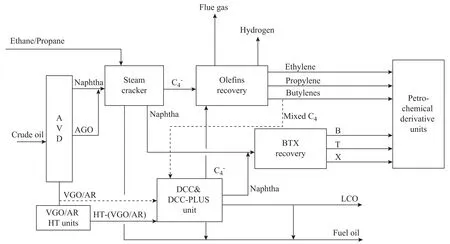
Figure 1 Closer integration between steam cracker and DCC/DCC-PLUS unit
2) Light hydrocarbons can be pyrolyzed by steam cracker individually or in admixture with naphtha/AGO.
3) Products from both the thermal and catalytic conversion systems are processed in a conventional gas recovery plant. Disposition of the products are as follows:(1) Ethylene, propylene and butylene are sent to the petrochemical derivative units to produce intermediates and products.(2) C4+cracked naphtha is sent to the aromatics recovery unit for manufacturing BTX after being treated through either simple hydrogenation and separation or other processes to increase the aromatics yield. BTX are also sent to petrochemical derivative units to produce intermediates and products.
(3) Mixed C4from the olefin recovery unit can be routed to DCC/DCC-PLUS unit for further conversion.
(4) H2can be separated as the product.
(5) Residual gases and cycle oil are used as the process fuel and fuels for steam and power generation.
In case of processing medium crudes, such as the Arabian light crude (AL), it is normally to include VGO/AR desulfurization before processing in the DCC/DCC-PLUS
unit. Besides the processing benefits to be derived from metals and CCR reduction, the additional hydrogen yield to produce substantial economic benefits has been verified by two commercial units, among which one is located in Saudi Arabia, and the other is located in Thailand,respectively.
A commercial DCC unit in Saudi Arabia with a capacity of 92 000 bpcd using HT-VGO derived from AL as the feedstock that is integrated with an ethane cracker, has been put on stream since May 2009, with the annual production of polymerization-grade ethylene and propylene reaching 225 kt/a and 950 kt/a, respectively.The aromatics content in the heavy cut of the DCC naphtha is around 85%.
A commercial DCC-PLUS unit in Thailand with a capacity of 29 770 bpcd using ARDS liquid products and C4stream from steam cracker as the feedstock, which is integrated with a naphtha cracker, has been put on stream since March 2016, with the annual production of polymerization-grade ethylene and propylene reaching 74 kt/a and 326 kt/a, respectively. The aromatics content in a mixture of light cut and heavy cut of the DCC-PLUS naphtha is around 55%.
2.2 Case II—Petrochemical refinery with DCC-PLUS unit
The flow diagram of Case II involving a petrochemical refinery with DCC-PLUS unit is shown in Figure 2.
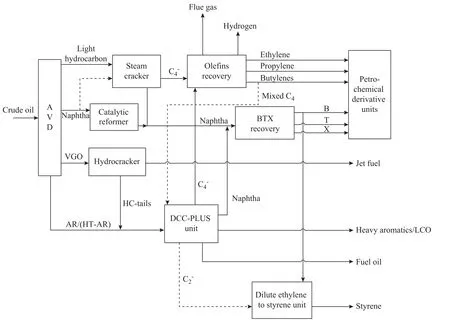
Figure 2 Petrochemical refinery with DCC-PLUS unit
This case can also be viewed as one for manufacturing all target petrochemicals from light/medium crude oil with a minimum output of transportation fuels, or optionally some target fuel products, such as jet fuel. In comparison with Case I, the catalytic reforming unit of virgin naphtha is incorporated to further enhance the total aromatics yield in this case.
In this case, the DCC-PLUS unit can be operated either in a severer mode or a mild mode, in which the severer mode would result in higher ethylene yield in the range of 10%—16% of FF as well as higher aromatics content in naphtha, while the mild mode could lead to an ethylene yield in the range of 4%—6% of FF as well as a medium aromatics content in naphtha.
A commercial DCC-PLUS unit in China with a capacity of 1.50 Mt/a using a paraffinic base AR as the feedstock under severer mode has been put on stream since July 2014, with the yield of polymerization-grade ethylene and propylene reaching 15.5% and 21.6%, respectively. The aromatics content in the DCC-PLUS naphtha is around 82%.
Another commercial DCC-PLUS unit in China with
a capacity of 2.20 Mt/a using a stream consisting of 50% of AR and 50% of hydro-cracker bottoms as the feedstock under mild operating mode has been put on stream since June 2016, with the yield of ethylene and propylene reaching 5.1% and 21.5%, respectively, while the aromatics content in the DCC-PLUS naphtha reaches around 50%. In this case, the C2minus stream from the DCC-PLUS unit at present is not sent to the conventional olefin recovery plant for ethylene separation, but is directly used as the reaction feed of styrene unit.
2.3 Case III—Integrated petrochemical/fuels refinery with MCP unit
The flow diagram of Case III which is an integrated petrochemical/fuels refinery with MCP unit is shown in Figure 3.
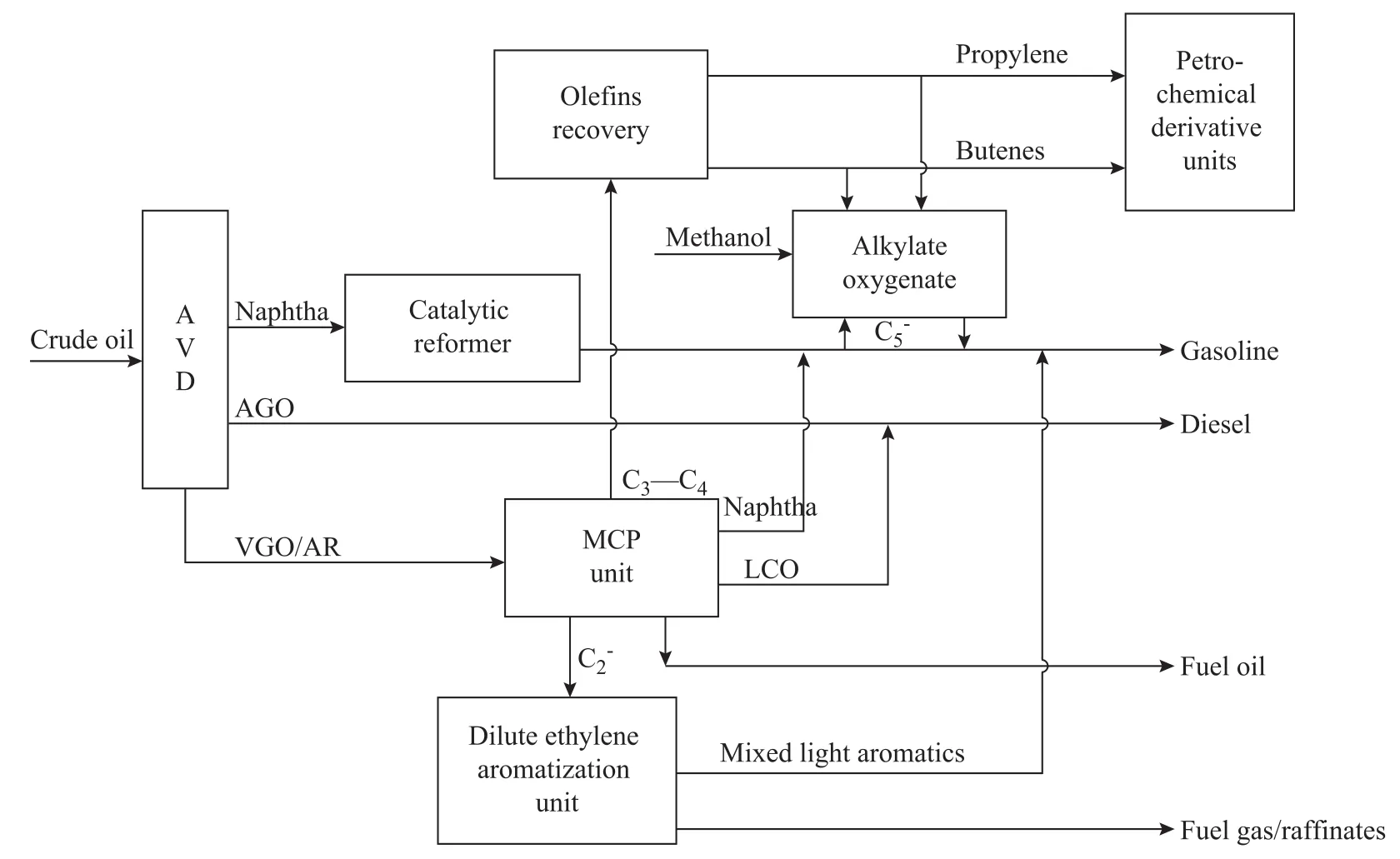
Figure 3 Integrated Petrochemical/Fuels refinery with MCP unit
The preceding two cases are extreme ones, because no or a minimum amount of transportation fuels is produced. Under some specific circumstances, it will be more economic to take advantage of the synergism resulted from co-production of these products. Case III can provide the integration of arm’s-length interaction between refining and petrochemical production based upon differing relative values of the intermediate streams. MCP is employed for manufacture of limited petrochemical products, such as only propylene or mixed C4hydrocarbons as well as basic components of the gasoline and diesel pool to be subject to necessary hydrodesulfurization treatment.
Currently, Case III has only been commercially realized to process the light waxy crude, such as the Jiangsu crude oil in China. The simple process flow diagram adopted thereby is described as follows:
1) The crude is separated via atmospheric distillation into naphtha, middle distillate/AGO and atmospheric residue.2) The virgin naphtha is reformed to produce the basic component of the gasoline pool.
3) The virgin AGO is desulfurized to produce the basic component of the diesel pool.
4) Conversion of AR is accomplished in the MCP reaction system. Only C3—C4streams are processed in the olefin recovery plant for further production of petrochemical derivatives, while the C2minus stream instead of being sent to the expensive cryogenic ethylene recovery is directly used as the reaction feed of dilute ethylene aromatization unit to produce mixed light aromatics. Naphtha and LCO
after being subject to necessary hydro-desulfurization reaction can be used as the supplement blending components for the gasoline and diesel pool, respectively.5) Additional gasoline is also produced by the alkylation unit and/or oxygenates using C4stream or propylene from the MCP unit as well as C5minus stream from the naphtha reformer. The blending pool can produce low-sulfur and low-olefin content gasoline, in which the benzene/aromatics content can be controlled by regulating the alkylate/reformate ratio and/or by extraction of aromatics.The first MCP unit with a capacity of 250 kt/a using AR from the Jiangsu crude oil (paraffinic base) as the feedstock has been put on stream since July 2011, which has demonstrated a high selectivity of propylene yield(17.05% of FF) and iso-butylene yield (5.51% of FF), and a better quality of LCO with a cetane index of 30, while lowering the C2minus output (with the yield of (H2+ CH4)equating to only 1.48% of FF) and the coke formation.The propylene to (H2+ CH4) yield ratio reaches as high as 11.52, which is dramatically increased by 82%—115%in comparison with other current available FCC-based technologies for the designated propylene production.
3 Conclusions
The FCC-based technologies for production of designated light olefins (including mainly ethylene and propylene)as well as light aromatics (viz. BTX) developed by RIPP,SINOPEC have been commercially proven and will play more key roles in bringing about global shifts to the petrochemical mode of refinery.
Acknowledgement: Financial supports from the SINOPEC Research program (S111088, S105086, and S193046)are gratefully acknowledged. The authors also gratefully acknowledge the researchers and colleagues at RIPP, who have not been named here.
[1]Li Zaiting, Jiang Fukang. Commercial experience of DCC technology[J]. Petroleum Processing and Petrochemicals,1991, 22(9): 1-6 (in Chinese)
[2]Chen Jingyi, Wang Kan, Zhang Bingjian, et al. Analysis and evaluation of heat integration schemes for deep catalytic cracking and gas separation units[J]. Petroleum Processing and Petrochemicals, 2017, 48(9): 54-58 (in Chinese)
[3]Zhang Zhigang, Xie Chaogang, Zhu Genquan.Experimental study of DCC-PLUS technology[J].Petroleum Processing and Petrochemicals, 2010, 41(6): 39-43 (in Chinese)
[4]Wang Dalin, Zhang Feng, Feng Jingmin, et al. Analysis of commercial application and flexibility of DCC-PLUS process[J]. Petroleum Processing and Petrochemicals,2015, 46(2): 71-75 (in Chinese)
[5]Xie Chaogang, Gao Yongcan, Yao Riyuan, et al.Development of selective catalytic cracking technology for maximizing catalytic propylene and its commercial application[J]. Petroleum Processing and Petrochemicals,2014, 45(11): 65-69 (in Chinese)
杂志排行

中国炼油与石油化工的其它文章
- Preparation of Novel Dechlorination Adsorbent and Study on Its Adsorption Mechanism
- Research Progress in Catalytic Cracking Reaction of Tetralin and Decalin
- Preparation of AgCeY Zeolite Using Microwave Irradiation and Its Adsorptive Desulfurization Performance
- Influence of Initial Water Content on Synthesis of Silicalite-1 Zeolite
- Synthesis and Tribological Properties of Graphene-Copper Nanoparticle Composites as Lithium Grease Additive
- Study on Catalytic Alkylation of Benzene with Methanol over ZSM-22 and ZSM-35