高速公路复合通行卡自动化生产线系统改进设计
2018-01-18王兵维
王兵维,余 粟
(上海工程技术大学 工程实训中心,上海 201620)
0 引言
随着我国高速公路的发展,越来越多的车辆选择高速公路作为快速通行方式,因此高速公路车流量日益增加,这就意味着高速公路复合通行卡的用量也越来越多。而传统的高速公路复合通行卡的生产线仍然处于生产分散、效率不高,并没有形成集成化的生产规模。工艺分散并且设备落后,需要大量的人工辅助,才能够完成复合通行卡的生产。以一条日产6000张复合通行卡的单条生产线而言,用人数量就有十几个。随着自动化生产线在制造业中的广泛应用,现代工业生产的规模迅速扩大,并且自动化水平也不断提高,各行各业的生产都进入了自动化领域[1]。因此,研究如何有效的生产高速公路复合通行卡,进行高速公路复合通行卡自动化生产线系统方案设计成为了研究的主题之一。针对这些问题,为提高复合通行卡生产线的生产效率,根据高速公路复合通行卡自动化生产线方案的设计。同时结合上海某公司的射频卡自动化生产线布局为研究对象,高速公路复合通行卡自动化生产线的特征,对现有的高速公路复合通行卡自动化生产线及生产流程做了调研和考察,设计了高速公路复合通行卡的自动化生产线方案,将工艺流程中分散的工序合并用自动化集成度高的设备相来代替,进一步提高了机电一体化水平和集成化程度,提高了生产效率[2,3]。
1 高速公路复合通行卡自动化生产线方案设计要考虑的因素
整体设计生产流程:复合通行卡制作之前的工序,复合通行卡中心处理单元和复合通行卡成品后续工作三大部分设计,如图1所示。
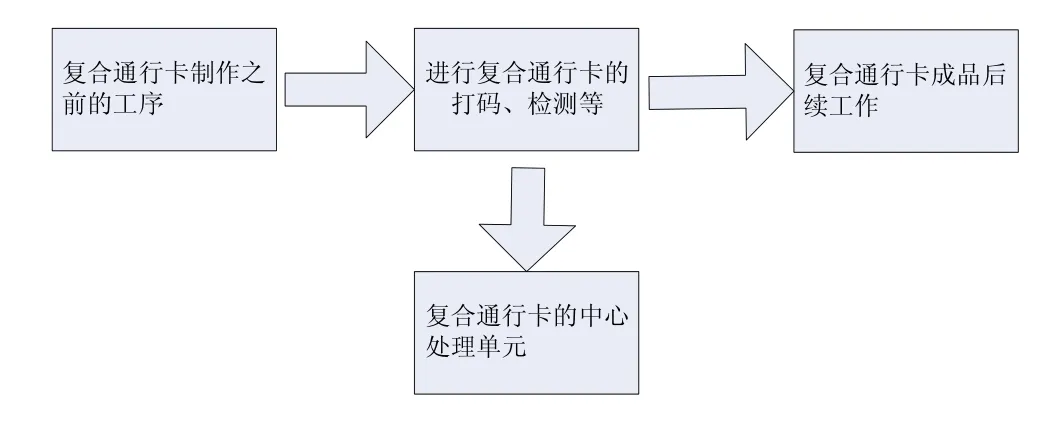
图1 高速公路复合通行卡自动化生产线流程
要考虑的重要设计因素有以下四方面:
1)结构简单,安全性高并且符合现代设计人性化要求:生产线结构布局简单,能够运用仿真软件模拟所设计的生产线,进行相关参数的改进,安全性高并且环境符合节能和人性化标准等要求。
2)投资少,节约能源:在充分满足生产线基本功能的前提下,用最少的设备投资来达到企业最好的满意度,同时节约能源,降低消耗,是企业效益最大化。
3)适应性强:满足现在技术条件下的生产,复合通行卡自动化生产线满足兼容有源433MHz复合通行卡和有源2.5GHz复合通行卡的相关技术指标要求,随着科技的进步和社会的发展满足企业产品进行更新换代或品种组成发生变化时,由生产一种产品迅速转到生产另一种产品的应变能力。
4)工序的设计:工序的先后次序既要满足自动化生产线制造工艺的次序,也要从降低生产线设备制造难度及成本、简化生产线设计制造的角度进行分析优化。分配给每台设备的工序内容要合理,不能使某一台设备的功能过于复杂,这样既可能使该设备的节拍时间过长,还可能使其结构过于复杂,降低设备的可靠性及可维护性,一旦出现故障将导致整条生产线停机。在各台设备中需要尽可能使它们各自的节拍时间均衡,只有这样才能充分发挥整体生产线的效益,避免部分设备的空闲浪费时间。除了上面要考虑的一些重要方面之外,保证设备自动化程度高,维修方便,节省厂房空间,模块化集成度,满足多种复合通行卡的生产等条件也要考虑在内[4,5]。
2 高速公路复合通行卡自动化生产线改进设计工艺流程
将整个复合通行卡自动化生产线整体看作是若干个子系统,包括复合通行卡自动供料系统,程序下载系统,电池焊接系统,COB焊接系统,上下盖组装系统,超声波压合系统,打码与检测系统,包装子系统等系统构成。
高速公路复合通行卡自动化生产线改进设计工艺流程如图2所示,首先在PCB板上进行锡膏印刷,元件贴装,之后的检查,回流烘干和AOI检查,接下来就是程序系统(并联式操作,16连拼板同时下载(TIC1110),单片下载时间0.8秒)的下载,放置PCB电池到治具中进行电池的焊接,再将13.56MHz线圈固定到下盖中同时焊接线圈,同时放上上盖进行上下盖组合、13.56MHz功能检测和超声波压合工作,随后进行整理和检验。以上操作完成之后,进行关键的步骤,把复合通行卡放在自动功能检测及激光打码设备上进行复合读写,激光打码和检测工序。这几项工作集成在一台设备上进行,有效的提高了卡的生产效率。其中当检测工序中发现有不良品的时候,设备进行报警并进行卡的取回返修,最后进行卡的包装和出售工作[6,7]。
由高速公路复合通行卡自动化生产线流程图可知,总体方案改进设计是整个生产线设计制造流程中最重要的环节,而把原有五道工序集成化设计布局,对生产线的节拍时间、运行可靠性、设备复杂程度、成本造价等起着决定性的作用,因而也决定了整条生产线的成功与否[8]。
3 高速公路复合通行卡自动化生产线改进方案设计
3.1 生产线改进设计方案确定
针对现有的生产线过长,生产线设备自动化程度低,生产效率低的问题,本着提高企业效益,降低生产线人工数量和生产成本为目的。通过分析复合通行卡自动化生产线中的操作工序,工艺流程,设备放置和布局等情况。结合自动化生产线设计的原则,现有资源限制等要求,根据实际情况,把原来产线中复合卡的送卡,复合读写功能,打码功能,检测功能和收卡功能集成到一块,增加了多功能一体化的自动功能检测及激光打码设备,此设备集成了送卡、复合读写识别、打码、检测和收卡五个功能为一体。同时,集成化的设备具有根据任务情况实现4秒到2秒不同频率的生产功能,由以上分析得到复合通行卡自动化生产线设计方案[9,10]。
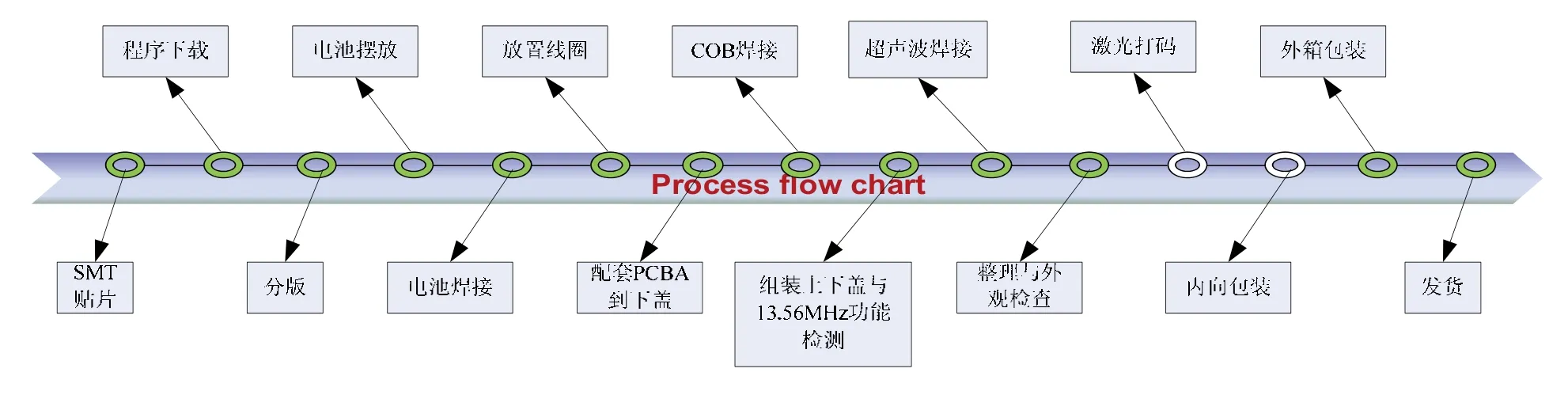
图2 高速公路复合通行卡自动化生产工艺流程图
方案确定如图3所示。图中将整个复合通行卡自动化生产线分成前加工阶段,中间加工阶段和后处理阶段,每一个阶段都需要多个工序进行才能够完成。其中,前加工阶段分为PCB供料,程序烧录,ATE测试和NG取料几部分,中间加工阶段分为电池供料,电池焊接,AOI检查,NG取料,线圈穿线以及上、下盖的工艺流程步骤,形成一个完整的复合通行卡,在进行复合通行卡的送卡、复合读写识别、打码、检测和收卡,最后进行产品收料。各个阶段内部之间进行串联,三个阶段之间进行柔性的连接。激光打码这道工序集成到一块,节约了厂房的空间,减少了人数,提高了生产效率。
3.2 生产线中重点设备系统
高速公路复合通行卡自动化生产线改造设计中的重点设备由下面十种构成:
1)PCB自动上料机:结实和稳定的设计,操作方便的轻触式LED控制界面。上下气动夹能够确保料想的位置准确,有效的设计能够保证PCB不被推坏。
2)多功能程序下载机:自主研发,并联式操作;16连拼板同时下载(TI-C1110,单片下载时间0.8秒;电压/电流测试;13.56MHz UID读取,COB指定扇区读写测试;不良品自动标识,生产数据自动记录;运行程序防拷贝加密处理。
3)自动化电池焊接机:车间生产线在电池焊锡工艺采用全自动化焊接设备,360度分度盘及三轴机器人设计方案,焊锡品质(一致性)、速度(2万套/每台/每天)得到充分保证。
4)在线焊锡AOI检查系统:采用高像素彩色工业CCD,配合彩色色调来描述相撞,根据这一原理,及时焊锡在外观上以近变白,但采用彩色高亮度方式依然可以稳定有效的检查焊锡形状以及饱满度。配合3层LED圆形照明装置、靠这些可得知检查部位的光反射特征和焊锡部位的大小变化,有效检查焊锡短路等现象,提高了检查可靠性和检查误判率。
5)上下盖组装系统:将组装好的下盖在13.56MHz读卡器上读取13.56MHz读卡器检测13.56MHz功能,读卡器“嘀”声标识线圈焊接正常,目检上盖并在超声波压合前配装 。13.56MHz信号检测及配置上盖(1人+1套读卡器):为降低因超声波压合后造成过多材料报废,生产线在13.56MHz线圈焊接完成后,配置信号检测,不良品返回重新返修,检测后的良品在本站配置好上盖。
6)线圈放置和点胶机一体化系统:配合工业CCD精确测量线圈位置并实现控制机器人自动取放料,避免因为气动夹具的误差而导致放料位置不当,点胶系统与线圈取放一体化设计,集成度高。
7)超声波熔接机:在线自动化集成超声波熔接机,实现科学高效取放料作业流程,旋转手臂可以两片料同取同放,使得作业效率进一步提升。
8)自动收料系统:成品自动仓库,作业员可以在不停机的状态下更换料仓。多料仓设计,延长料仓更换周期。
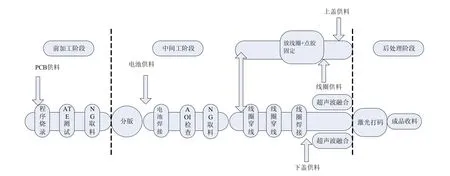
图3 高速公路复合通行卡自动化生产线方案改进设计

表1 多功能程序下载机主要技术参数
9)功能检测与激光打码:此设备为整个复合通行卡自动化生产线的核心站点,多功能一体化的自动功能检测及激光打码设备起到生产过程中FQC的作用。自动功能检测有:13.56MHz功能测试、433MHz出入口检测、电池电量等,可对不良品分类打码并自动剔除,通过检测卡的ID号是否OK或者NG,其中不良代码可归类分为1~4大类,以上这些数据都通过通信系统导入到数据库中。高速公路复合通行卡读写器如图4所示,在线激光打码系统如图5所示。
图4 高速公路复合读写器
高速光纤激光镭射机,精度与速度并存,集成在线打码,省去人工赶料时间,为生产效率做贡献。
10)高速公路通行卡产品成品包装:内包装珍珠棉盒,1个内包装珍珠棉盒装125张;外包装纸箱,1个外包装纸箱装4层珍珠棉内盒=500张,顶层增加珍珠棉盖板;栈板货运托盘,1个栈板承载27个外包装纸箱=13500张。
图5 在线激光打码系统
3.3 高速公路复合通行卡自动化生产线改进设计之后的优点
根据调研企业生产线之后的统计,使用自动化生产线可使劳动力费用节省50%,生产能力提高了12.5%,废品率也明显降低。表3是考察某公司在进行复合通行自动化生产线设计之前和之后进行生产的数据对比,可知设计之后的复合通行卡自动化生产线进行不仅可以提升效率而且增加了企业效益。
双频卡生产基地配置半自动化组装线3条,每日峰
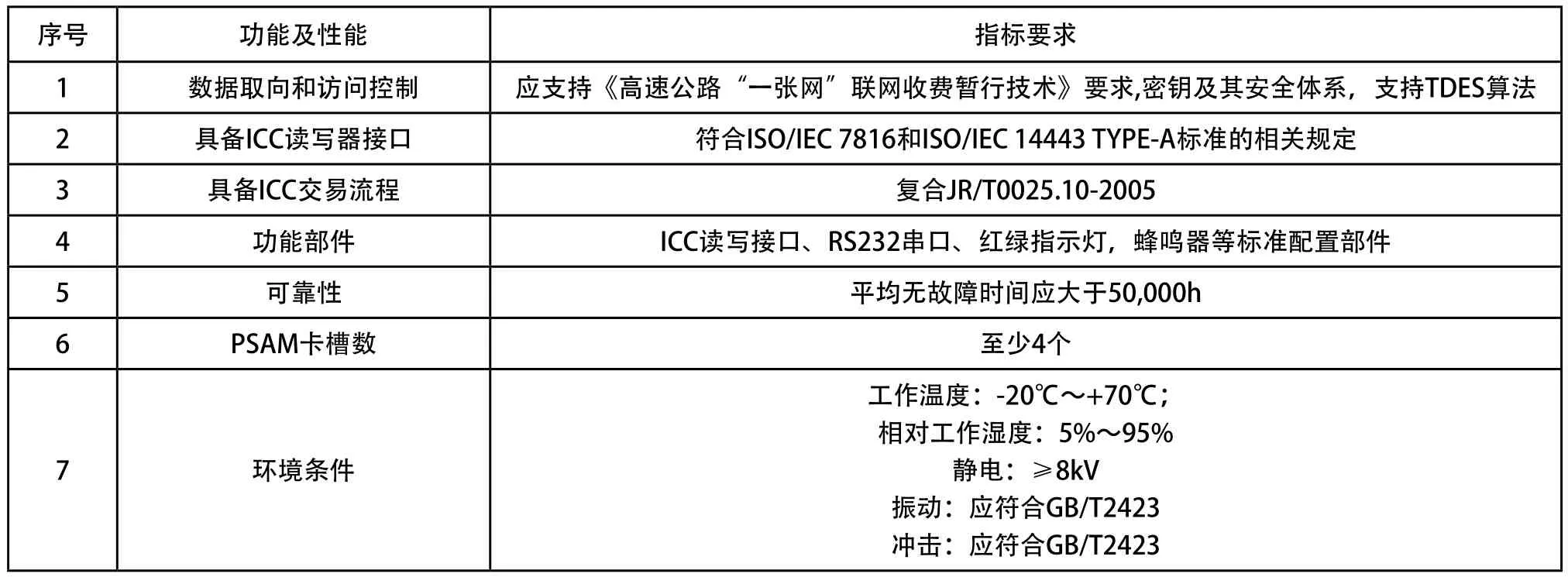
表2 高速公路复合读写器应用要求

表3 进行自动化改造前后的对比
【】【】值产能60000张,单班人力需配置到45人。增设双频卡全自动化组装线2条,保留半自动化组装线2条,每日峰值产能提高到90000张,单班人力配置降低到40人。 自动化生产线工艺流程的设计完全兼容有源433MHz复合通行卡及有源 2.45GHz复合通行卡的生产。从以上的数据可以看到,高速公路复合通行卡自动化生产线改进设计之后效率得到了很大的提升。
改进设计之后的有源双频卡自动化生产线,基于有源RFID复合通行卡的产品特性,产线的自动化设备配合产品在生产中的专用私有交互指令,使得复合卡在组合加工工艺中不会间断、并能够与各个检验环节形成闭环互动,完全解决了433MHz、2.4GHz、5.8GHz等国内有源双频卡等产品的标准化、规模化生产[11]。
4 结束语
通过对复合通行卡自动化生产线系统的方案的改进,集成化结构等设计,使原来生产中分散的设备集成到一起,提高企业了生产效率,减轻工人的数量,降低了生产成本,是产品在市场中具有竞争优势。虽然集成化设计可以实现不同频率的生产模式切换,即根据任务的要求提高动作的快慢。但是这种频率的切换最快是2秒钟送卡一次,能否设计更快的送卡频率,这个问题值得后续研究。同时设计中方案的实施要与实际生产中企业的管理方式相结合,并且不断的改进生产工艺和控制通信系统,才会使生产线系统更稳定和更好的应用价值。
[1]刘鑫.我国工业控制自动化技术的现状与发展趋势[J].电气时代,2003,(12):46-52.
[2]Muhammad Kashif Shahzad,Camilo Cruz Jimenez,Anis Ben Said et al; Towards quantified measures of Agility for Production Line Information Systems (PLIS)[J].IFAC PapersOnLine,2016,49(12):562-567.
[3]顾啸峰.精益生产工具和测量指标在万向节生产线的应用[D].上海:复旦大学,2009:16-35.
[4]陈小军,王芳,谢达城.槟榔包装的自动化生产线设计[J].包装与食品机械,2014,(5):40-44.
[5]朱凌宏.一种全自动化流水生产线设计[J].机械工程师,2014,(1):159-161.
[6]王启平.机械制造工艺学[M].哈尔滨:哈尔滨工业大学出版社,2005.
[7]崔家瑞,李擎,阎群,等.“卓越计划”下项目驱动型自动化生产线实训平台研究[J].实验技术与管理,2015,32(10):199-202.
[8]高荣.雨伞关键工序自动化生产线的研制[D].北京:北京邮电大学,2015:10-41.
[9]Fatemeh Ghassemi,Mohammad Reza Mousavi. Product line process theory[J].Journal of Logical and Algebraic Methods in Programming,2016,85(1):200-226.
[10]陈揆能.空调装配自动化生产线工艺研究及系统设计[D].广东:广东工业大学,2015:6-14.
