复合通行卡自动化生产线系统的设计①
2018-01-11王兵维
王兵维 余 粟
(上海工程技术大学工程实训中心)
复合通行卡自动化生产线系统的设计①
王兵维 余 粟
(上海工程技术大学工程实训中心)
针对生产落后和效率低的问题,提出了一个改进的复合通行卡自动化生产线方案。介绍系统的工作流程,设计集成化结构布局,并完成了上、下位机系统的设计。试验数据表明:该系统镭射打码合格率较高,打码速度可达每张6s。
自动化生产线系统 复合通行卡 镭射打码 S7-200 PLC
目前,自动化生产线是工业生产领域中应用较多的生产设备[1]。传统的中小型流水生产线[2,3]工作流程短、功能单一,劳动强度大,成本投入大[4]。为了提高复合通行卡生产线的生产效率,笔者以某射频卡自动化生产线布局为研究对象,对它进行集成化结构设计,解决工序分散的问题,实现集中化生产。该系统上位机软件在VS2010平台下使用C++语言编写而成,实现参数设置、数据调用、硬件控制及镭射打码等功能。下位机采用PLC与各传感器、驱动器等进行通信[5~7]。
1 系统工作流程
复合通行卡自动化生产线系统由上位机监控系统、下位机控制系统和相关外围设备结合的综合控制系统组成[8]。自动功能检测与激光打码设备是集复合卡读写器读写、打码和检测功能于一体的设备,基于点阵技术-点阵驻留技术,其自动功能检测包括13.56MHz功能测试、433MHz出入口检测及电池电量等,同时可对复合卡进行合格(OK)与不合格(NG)的分类打码与自动剔除。系统具体工作流程如图1所示。
2 集成化结构布局设计
复合通行卡自动化生产线系统集成化结构设计采用模块化结构,如图2所示,主要由人机界面、送卡单元、识别模块、镭射打码模块、检测模块和收卡单元组成。

图1 复合通行卡自动化生产线系统工作流程
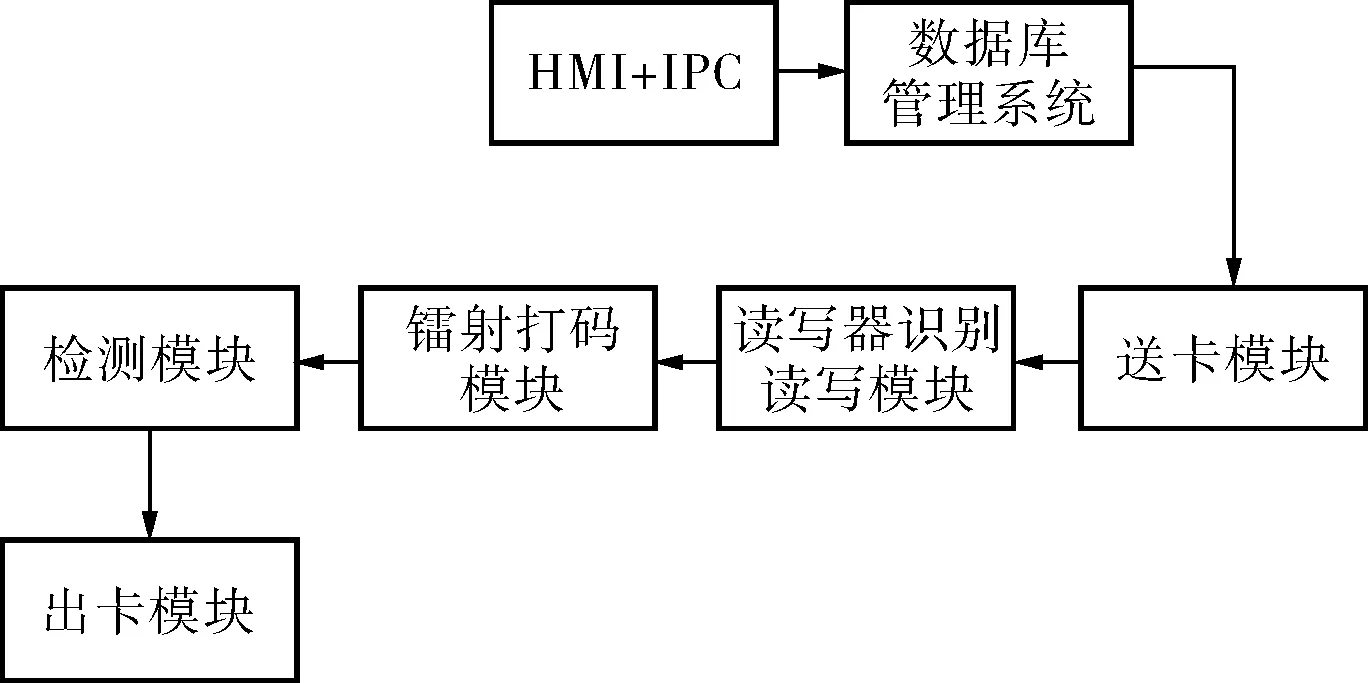
图2 模块化结构布局
人机界面位于整个机构的上层,可以实现机器的开始、参数的更换及动作的快慢等节拍控制,完成调用数据库中的相关参数进行工作、观测打码时的动作及参数记录等任务。系统工作时,先由送卡单元自动送卡,然后读写器识别模块对复合通行卡的编号和读写单元进行识别,并读写复合卡中的信息。识别完成后进行镭射打码。检测模块负责检测复合卡ID码是否合格,合格在PC机上显示OK,不合格显示NG并进行标号分类整理,将信息存储。同时,吸盘把不合格的复合卡吸出。最后收卡单元进行复合卡的收集。
3 复合通行卡自动化生产线系统
3.1 上位机软件系统设计
为了实现计算机与S7-200 PLC之间的管理和控制,S7-200 PLC对步进电机、变频器和电缸的控制,系统采用上、下位机的主从控制结构[9]。计算机作为上位机,通过工业控制软件(C++语言编写)实现计算机与S7-200 PLC的数据通信和系统监控。通过S7-200 PLC高速脉冲输出端发出频率可调的高速脉冲来控制电机运行,利用高速计数器对高速脉冲进行计数,从而实现人机界面的画面显示[10]。
S7-200 PLC作为下位机负责对系统底层进行控制和数据采集,所以要对各气动元件、电气元件和电缸元件的PLC程序进行设计。S7-200 PLC程序主要包括初始化程序、送卡动作控制程序、读卡器识别程序、镭射打码程序、检测程序和收卡程序。镭射打码工作开始之前上位机需对它进行相关参数的设置,包括送卡速度设置和复合读写器读写速度的设置。设置完成后通过上位机的“开始”命令开始执行动作,工作流程如图3所示。

图3 镭射打码工作流程
3.2 下位机系统设计
下位机系统结构框图如图4所示。下位机参数经由RS-232口从上位机数据库输出至下位机。下位机S7-200 PLC负责处理上位机软件指令、控制元器件的动作。PLC与气动驱动装置、电缸驱动器、传感器及限位开关等相连,这些器件在接收到信号之后把动作反馈给PLC。在程序执行过程中,上位机发送镭射打码数据和指令给下位机,下位机接收打码要执行的数据之后开始进行比较,若出现不匹配的情况,则将错误显示在上位机的显示屏上,并把动作传递给下位机执行装置,将不良品直接吸出并放进不良品收集盒中[11]。
4 试验与结果分析
打码装置在现场进行调试运行良好后进行复合通行卡的镭射打码,以高速公路复合通行卡为样品,ID号通过上位机数据库进行调用之后,再进行十六进制和十进制之间的转换即可进行试验。试验在功能测试机上进行,运行速度可以调到每张8s。用测试软件在PC机上进行相关测试,将测试结果汇总之后进行整理分析。同时需进行划痕检查、超声波焊接检查、卡片厚度抽查、外观色泽检查及来料不良检查等项目。现场调试和统计结果表明,该复合通行卡自动化生产线系统可以运行。

图4 下位机系统结构框图
表1是在某公司复合通行卡自动化生产线上抽取的样品所统计的镭射打码合格率数据,可以看出,该系统成品合格率均在99.5%以上,表明该系统是可行的。
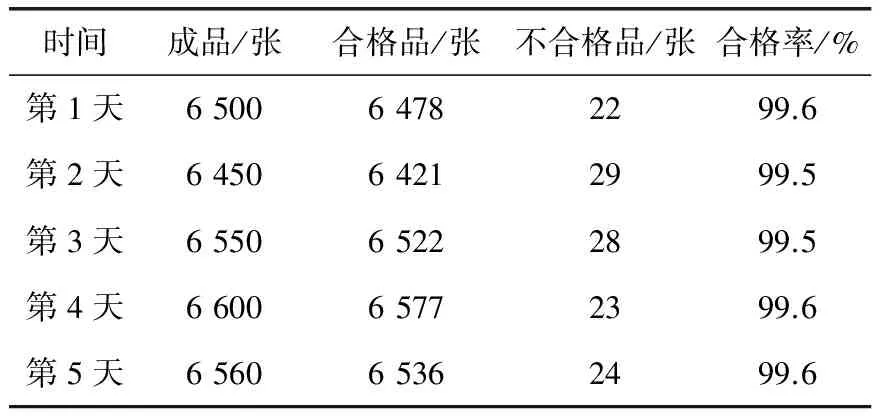
表1 实际生产数据
5 结束语
笔者设计的复合通行卡自动化生产线系统由上位机软件系统、下位机系统和机械结构组成。下位机采用PLC控制整个镭射打码过程,并能够实现与上位机之间的通信,完成送卡模块、读写器读写模块等的工作。上位机软件能够实现参数设置、数据调用、硬件控制及镭射打码等功能。该系统的镭射打码合格率和打码速度(每张6s)能够在市场竞争中保持一定的地位,不仅节省了人力和设备占有面积,而且具有一定的实用价值。
[1] 郭晓楠.自动化生产线设计要点分析[J].科技创新与应用,2016,(30):149.
[2] Shahzad M K,Jimenez C C,Said A B,et al.Towards Quantified Measures of Agility for Production Line Information Systems(PLIS)[J].IFAC-PapersOnLine,2016,49(12):562~567.
[3] Ghassemi F,Mousavi M R.Product Line Process Theory[J].Journal of Logical & Algebraic Methods in Programming,2016, 85(1):200~226.
[4] 朱凌宏.一种全自动化流水生产线设计[J].机械工程师,2014,(1):159~161.
[5] 王永华.现代电气控制及PLC应用技术[M].北京:北京航空航天大学出版社,2013.
[6] 雷慧杰,陈彦涛,张艳伟.PLC在钢管生产线追剪伺服控制系统中的应用[J].制造业自动化,2015,37(4):120~122.
[7] 魏金辉,金树成,赵建东,等.400kt钒渣深加工生产线自动化系统的设计与实现[J].化工自动化及仪表,2012,39(8):1074~1078.
[8] 朱超,杨建国,周虎.基于PLC的负极片自动化生产线控制系统设计[J].制造技术与机床,2012,(2):74~77.
[9] 闫坤,马英庆.气动传送与分拣生产线控制系统的研究[J].工业控制计算机,2005,18(6):68~69.
[10] 刘美珍,侯志平.基于S7-200 PLC的自动化生产线伺服控制系统[J].机电产品开发与创新,2017,30(2):94~96.
[11] 孙英.管道电焊机上位机与下位机参数传递程序开发[J].喀什师范学院学报(汉文版),2014,35(6):31~32.
DesignofAuto-productionLineSystemforCompositeAccessCards
WANG Bing-wei, YU Su
(EngineeringPracticeandTrainingCenter,ShanghaiUniversityofEngineeringScience)
Aiming at the backward technology and low efficiency in the production, an improved auto-production line for composite toll cards was proposed; and the working process of this system was introduced, including its integrated structure design and that of upper and lower computer control system. The test data from actual production shows that, this system laser marking has higher qualification rate and the speed of laser marking can reach 6s per page.
auto-production line system, composite access card,laser marking, S7-200PLC
国家科技支撑计划项目(2015BAF10B01)。
王兵维(1985-),硕士研究生,从事自动化技术的研究。
联系人余粟(1963-),教授,从事机电控的研究,suyu_sh@hotmail.com。
TH862
A
1000-3932(2017)12-1152-03
2017-08-22,
2017-09-25)