集合管加工制造方案浅析
2018-01-05张小强何川
张小强+何川

【摘要】目前在油气集输领域中,集合管的运用越来越广泛,需求也在不断增加。集合管加工制造的方法有多种,最常见为集合管三通焊接和集合管开孔补强焊接,而近年来集合管拔制技术正逐步新兴并趋于广泛生产使用。本文以某项目管汇橇为例,对常用的三种集合管加工制造技术方案,从技术、经济和工期三方面进行对比分析,指出集合管拔制方案具有技术先进、成本低、工期短的优势,建议采用。
【关键词】集合管 开口补强 拔制
【Abstract】At present, in the field of oil-gas gathering and transportation, the collection pipe is used more and more widely, and the demand is also increasing. The collection of a variety of manufacturing methods, the most common set of pipe three through welding and collecting duct opening reinforcement welding, and in recent years the manifold drawing technology is gradually emerging and tends to be widely used in production. In this paper, as an example of a project in exchange skid pipe, three sets of pipe manufacturing technology commonly used, were analyzed from the technical, economic and construction three aspects, pointed out that the collection pipe drawing process scheme has the advantages of advanced technology, low cost, short time advantage, recommended
【Key words】Collecting duct;Opening reinforcement;Drawing
1. 引言
近年來,随着油气集输领域的不断发展,集合管正逐步广泛地应用于油气田井口和生产集输管汇。由此应运而生的管汇橇,即是在此基础上形成的一种能够实现在油气田现场安装高效快捷、占地面积小、成型美观、集成度高的集合管橇装产品。管汇橇中集合管加工制造是关键,由于三通焊接、开孔补强焊接和拔制三种方案存在一定的差异,为实现管汇橇的优势,因此需要根据实际情况加以方案比选。
2. 集合管加工制造技术要求
(1)在一根母管上分支出多个支口,且支口可按不同的要求,分布在母管多表面位置,母管的两端口和各个支口可依据不同的要求,对焊管件或连接法兰等,这样就形成了一个完整的管系,故名集合管。其在油气田井口及集输站场应用较多,通过集合管把各单井或生产来油(气)进行汇集,然后输往下游集输管线,因此,集合管的加工制造主要是将各单井或生产管线进行连接,即在集合管上进行管线分支作业。
(2)按照某项目工艺流程图,集合管规格主要有:8通井口管汇橇井口用16"主路/6"支路,测试用10"主路/6"支路;15通生产管汇橇生产用18"主路/10"支路,井口用10"主路/10"支路。其中,15通生产管汇橇测试用10"主路/10"支路集合管,根据各加工制造方案特性,仅能采用三通焊接。
(3)工艺技术要求:
设计压力:2000psig,设计温度:120℃;
操作压力200~700psig,操作温度:70℃。
要求热处理,水压试验(试验压力3000psig)。
集合管管材材质选用ASTM A106 Gr.B 硫含量(W %)≤ 0.01%,同时应满足项目工况条件及NACE MR0175/ISO15156的相关规定。
2.1集合管三通焊接方案。
(1)本方案使用等径或异径三通管件与无缝钢管组对焊接,实现集合管管线等径或异径分支功能,是集合管加工制造传统的施工工艺。管材焊接是主要施工作业量,施工成型容易,且施工过程容易掌控。即便如此,方案仍应根据相应施工焊接标准及集合管材料制定焊接工艺卡,作为集合管三通焊接工艺技术要求(集合管三通焊接样品见图1)。
(2)集合管三通焊接主要工艺流程:管材和三通管件材料复检→管材下料→管口打磨→组对→焊接→检验→无损检测→热处理→喷砂除锈→检验→标识→入库。
2.2集合管开孔补强焊接方案。
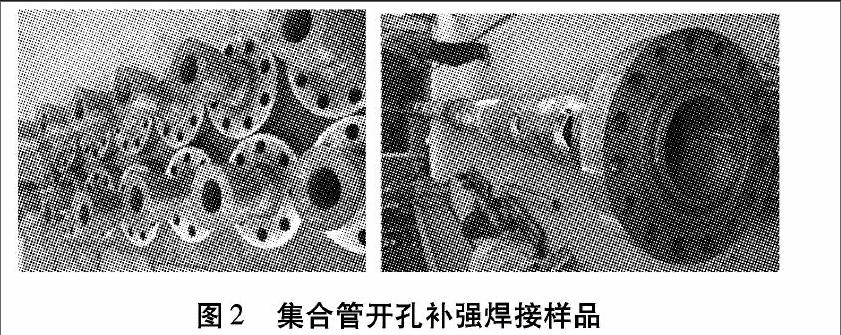
(1)本方案集合管开孔补强参照压力容器制作,管口补强采用设备锻件。集合管按照压力容器需对其安全性进行各种检试验,而集合管管材规格并不对应在压力容器标准规定内,因此需要对集合管管材壁厚进行详细设计计算并检验校核。同时,设备锻件也需要进行详细补强设计计算和检验校核(集合管开孔补强焊接样品见图2)。
(2)集合管开孔补强焊接主要工艺流程:集合管壁厚和设备锻件设计计算及校核→管材和锻件材料复检→集合管开孔和锻件下料→锻件制造→检验→开孔打磨→组对→焊接→检验→无损检测→热处理→喷砂除锈→检验→标识→入库。
2.3集合管拔制方案。
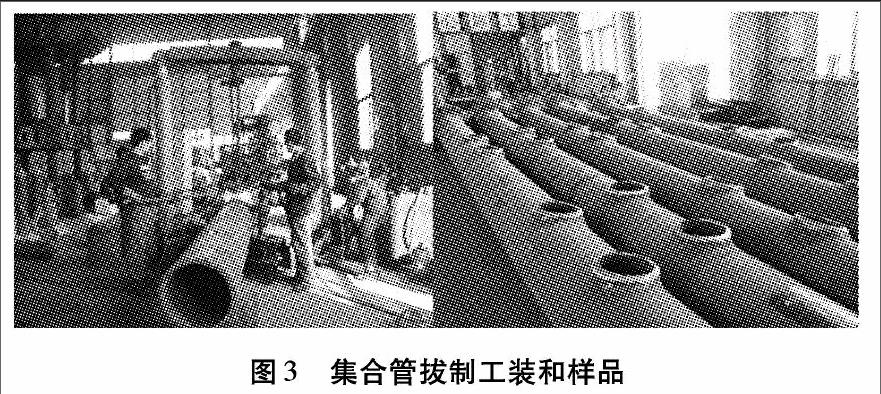
(1)集合管拔制使用专用模具和工艺利用液压设备进行拔制,不仅可以在直管上拔制,而且可以在弯管上,且拨口均匀,孔间尺寸精度高,拨口根部外形美观,材料均匀无内部缺陷。产品具有几何尺寸准确、支管高度高、支管壁厚均匀等优点。生产规格:DN150~DN1500压力等级:Sch10~Sch160,制造标准:GB,ASME,SH,HG等,也可按图纸加工(集合管拔制工装和样品见图3)。endprint
(2)集合管拔制主要工艺流程:集合管原材料复检→下料→开孔→局部加热→拔制支管→检验→平口整形→热处理→喷砂→无损检测→机加工→检验→标识→入库。
3. 集合管加工制造的应用
某项目管汇橇共10套,分7套15通生产管汇橇和3套8通井口管汇橇。根据项目情况,需要进行加工制造的集合管总共68根:7套15通生产管汇橇集合管56根(规格:18"主路/10"支路);3套8通井口管汇橇集合管12根(规格:16"主路/6"支路,10"主路/6"支路)。
3.1加工制造方案比选。
(1)技术特点。
通过前面对三种方案的介绍,不难看出,集合管拔制可免除对于压力容器开孔补强的计算和要求,拔制工作量相对于压力容器设计方案较低;同比三通焊接,集合管拔制减少了众多大口径、大壁厚焊口的焊接工作量。集合管拔制具有焊缝少、成型美观、技术较先进等特点。
(2)经济性。
集合管開孔补强焊接方案参照压力容器制造,需对容器安全性进行各种检试验,同时压力容器开孔补强用锻件的成本价格较高,且采用ASME标准进行设计,材料的采购成本也相对较高。集合管三通焊接方案因大口径、大壁厚焊口数量多,相应的焊接、探伤等施工成本和焊材成本较高。而集合管拔制方案虽然对管材壁厚和材质元素含量控制要求高于其他方案,但经济成本仍最低。鲁迈拉管汇橇项目中,通过市场询价对比分析,集合管拔制方案施工投资较其余方案最低节省1/3以上成本。
(3)工期。
三种方案从各自工作量对比而言,三通焊接方案和开孔补强焊接方案明显因大量焊接施工和锻件制造工作量致使施工周期较长。集合管拔制因采用特制工装,其加工工艺技术明显得以提升,只要对施工过程进行合理掌控,工期即能得以控制。考虑到原材料采购、焊接、探伤、热处理等工序,集合管拔制的工期具有比较大的优势,尤其和三通焊接相比,能降低工期1/3以上。
3.2集合管拔制技术说明。
目前集合管拔制技术虽在我国尚处于试验性生产阶段,但技术较先进,尤其在河北、辽宁、江苏等地一些制造厂拥有较丰富的加工经验。在厂家试生产的试验过程中,拔制8根18寸管材,成品7根,仅一根出现局部裂纹,成品率较高。同时,试验经集合管壁厚详细设计计算、校核,有效地控制壁厚减薄量和负偏差;试验经设定管材的Mn、Cr等重金属含量小于标准规定上限的2/3,降低管材硬脆性,增加韧性,有效地控制解决集合管拔制连续性出现裂纹、横向过热疲劳、管线及管口椭圆率较大等不良现象。
综上所述,集合管拔制技术先进、成本低、工期短在集合管生产中占有较大优势。通过对集合管拔制试验加工,集合管成品率在可控范围内,项目运行中实用性强,应优先考虑此方案。
参考文献
[1]张有渝、饶威等,开口模压拔制高压汇管的设计与制造.天然气与石油,2007年12月 第25卷 第6期.
[2]关小虎,张晓军等,橇装井口管汇装置的优化设计.石油矿场机械,2004年 第04期.
[3]蔡汉福,大型密集式集合管拔制变形后的矫直.理化检验:物理分册,1998年第34卷 第9期.endprint
