电机智能制造信息化平台
2018-01-05马四松
阎 阅, 尤 德, 马四松
[1. 上海电器科学研究院,上海 200063;2. 上海电器科学研究所(集团)有限公司,上海 200063;3. 许昌市质量技术监督检验测试中心,河南 许昌 461000]
电机智能制造信息化平台
阎 阅1, 尤 德2, 马四松3
[1. 上海电器科学研究院,上海 200063;2. 上海电器科学研究所(集团)有限公司,上海 200063;3. 许昌市质量技术监督检验测试中心,河南 许昌 461000]
通过对电机制造工艺的分析,以及实地调研电机生产企业运行现状的基础上,针对电机制造工艺复杂、人工依赖大等特点提出了一种电机智能制造信息化平台建设方案。就整体信息系统提出了基于电机行业的工厂模型建立以及系统集成的建议,为电机行业建设智能制造工厂、优化生产管理提供参考。
智能制造;电机制造平台;制造执行系统;企业资源管理;产品生命周期管理
0 引 言
随着网络和信息技术的应用深化,制造业中产品的设计与生产逐渐向按需生产与及时生产转型,追求产品创新、低成本制造、更好地响应用户需求、产能优化、智能系统建设。
工业4.0的概念与网络化嵌入式系统、智慧工厂、物联网(Internet of Things,IoT)、务联网(Internet of Services,IoS)、设备预测性维护等等一系列的技术紧密相关。
1 工业4.0和智能制造
1. 1 工业4.0
在数字化技术和网络技术的助力之下,智能制造和智慧工厂已经逐步变成现实。在智能制造的环境下,物理世界中的制造业价值链,将与在虚拟的信息系统和物联网中的价值链结合,有机地嵌入务联网中。
德国政府于2013年在推广其“高科技战略2020行动计划”(High-Tech Strategy 2020 Action Plan)提前提出了工业4.0的概念,作为未来第四次工业革命的指导思想。
第四次工业革命代表了颠覆制造业发展至今的生产逻辑,从“中心化”到“去中心化”生产的转型。工业4.0中的各个元素的设计原则如表1所示[1]。

表1 工业4.0各组成部分的设计原则
前三场工业革命由生产的中心化引起,而现今企业将其仓储系统和生产设备整合到一个全球化的网络,也就是信息物理系统中,其中的智能化生产设备、智能化仓储等都各自具备自动进行信息交互、触发行动和互相控制的能力。
1. 2 信息物理一体化
信息系统和现实世界的结合有助于通过新产品的设计,重用封装在旧有模型中的方法和工具,缩短产品开发周期。信息物理系统集成的难点在于各种元件的异质性,这种异质性导致了对产品建模以及物理世界和信息网络间跨领域互联的要求,也就要求人们对设计流当中各个异质抽象层级的影响有深刻的理解。
系统集成涉及多方面、不同层级上的集成工作,如:物理世界维度、通信维度和计算维度上的集成;面向对象的方法的集成;不同设计理念的集成;用以描述和实现系统需求的方法的集成;用以支持相关方法的工具的集成;物理元件和信息元件的集成等[2]。
1. 3 中国制造2025
继德国《德国工业4.0实施战略》,法国《“新工业法国”战略》,日本《日本制造业白皮书》,英国《英国制造业2050》后,我国国务院于2015年正式印发了《中国制造2025》,以推进中国制造业创新发展,提质增效,完成从制造大国向制造强国的转变。我国经过新中国成立以来60多年的发展,在制造业方面取得了巨大的成就,产品体系已经相对健全,但相比于先进国家,我国制造业仍然存在自主创新能力弱、产品档次不高、资源能源利用效率低下、产业结构不合理,高端装备制造业和生产性服务业发展滞后、信息化程度相对欠缺,与工业化融合深度不够、产业全球化程度不高等问题。
针对这些问题,《中国制造2050》旨在推进中国制造业转型,坚持创新驱动、智能转型、强化基础、绿色发展,完成提高国家制造业创新能力、推进信息化与工业化深度融合、强化工业基础能力、加强质量品牌建设、全面推行绿色制造、大力推动重点领域突破发展、深入推进制造业结构调整、积极发展服务型制造和生产性服务业、提高制造业国际化发展水平的任务。
2 电机制造业的特点与现状
电机制造是典型的离散型制造,包含金加工、电加工、冲压、组装等一系列工艺。随着电机行业的不断发展,电机产品的外延和内涵也不断拓展,电机产品广泛应用于冶金、电力、石化、煤炭、矿山、建材、造纸、市政、水利、造船、港口装卸等各个领域。电机的通用性逐渐向专用性方向发展,打破了过去同样的电机分别用于不同负载类型、不同使用场合的局面,电机正向专用性、特殊性、个性化方向发展。目前,电机行业市场化程度高,电机企业数量众多,整个行业处于整合、优化的变革过程。
电机是各行各业的核心设备之一,是名副其实的国之重器,但是其效率低下,使中国制造的整体效率水平低下,其大而不强的特征,也成为中国工业的典型。
我国制造业的规模已跃居世界第一,拥有世界上最为完整的工业体系,成为全球价值链的重要参与者。然而,近些年,中国制造业受到了各种冲击。随着美国的“制造业回流”,美国很多公司已经开始着手大范围应用机器人技术以应对劳工成本高和劳动人口减少的危机,并保证美国的企业具备高水平的生产效率;另一方面,东南亚国家更为低廉的人力成本对中国制造业生存所依靠的低劳动力成本优势造成了冲击。
电机作为传统制造业的一员,也受到了来自各种外部压力和内部因素的影响。目前国内电机企业自动化程度并不是很高,电机制造的大部分企业仍处于人工密集型流水线生产方式,工序环节多、效率低、人工成本高、质量一致性难以控制,无法满足微电机市量需求高速增加的需求量,也无法满足产品质量的高要求。虽然电机行业中已有很多企业在进行生产活动时会采用自动化生产来取代人工生产,但还是会因为生产工艺的落后、自动化设备的质量低、设备非柔性化、零部件一致性难以管控等因素,产生性价比不能令人满意的状况。
3 电机智能制造信息平台
本文中讨论的电机智能制造信息平台意在通过建立融合产品生命周期管理(Product Lifecycle Management,PLM)、制造执行系统(Manufacturing Execution System,MES)、企业资源管理(Enterprise Resource Planning,ERP)等系统的电机生产信息系统,打通各生产、管理系统之间的数据通路,搭建综合管理平台,提高电机生产效率,降低生产成本,及时反映市场和用户的需求,提升电机行业柔性生产能力和信息化水平。
3. 1 数字工厂
3. 1. 1 综述
数字工厂是一种综合性的数字模型、方法和工具的网络——包含建模、仿真和3D可视化设计。
企业进入市场时面对诸多挑战,需提供有竞争力的产品、售后服务、保证产品质量并且控制价格等,以满足客户对产品的预期。为了维持企业竞争力、保证可持续发展,制造业应当对产品附加值和附加服务、新的商业模型、新的制造工艺、新兴科技、相关科研教育机构等予以高度关注。
工业转型模型如图1所示,可以认为虚拟工厂属于其中的第3组,也即先进制造工艺。

图1 工业转型模型
制造型企业需对其组织结构进行重构,使其在市场和制造工艺不断变动发展的过程中,能实现主动、预测性的产品结构调整。未来工厂的规划和优化必须把产品的从设计阶段到回收/废弃阶段的全生命周期考虑在内。
未来的生产中,仿真技术和3D/虚拟现实模型将变得至关重要。数字工厂的实施有诸多优势[2-3]:
(1) 同个项目处在不同地理位置的人可以实现相互协作。
(2) 通过对新产品的仿真减少在更改产品设计时产生的时间与材料的浪费,实现无损耗、互动式的产品决策和创新。
(3) 知识库可作为过往设计材料的储备,供相关人员查阅。
(4) 处在产品生产链上不同位置的人员能够实现远程协作。
(5) 通过在虚拟生产线、虚拟设备上的训练学习,工人能够更为熟练地进行生产、应对紧急情况。
为了实现以上这些目标,工厂的运作和其对应的生产过程必须要依托仿真技术,应用新型的方法与技术持续不断地进行优化。从过去到未来的工厂规划演化过程如图2所示。
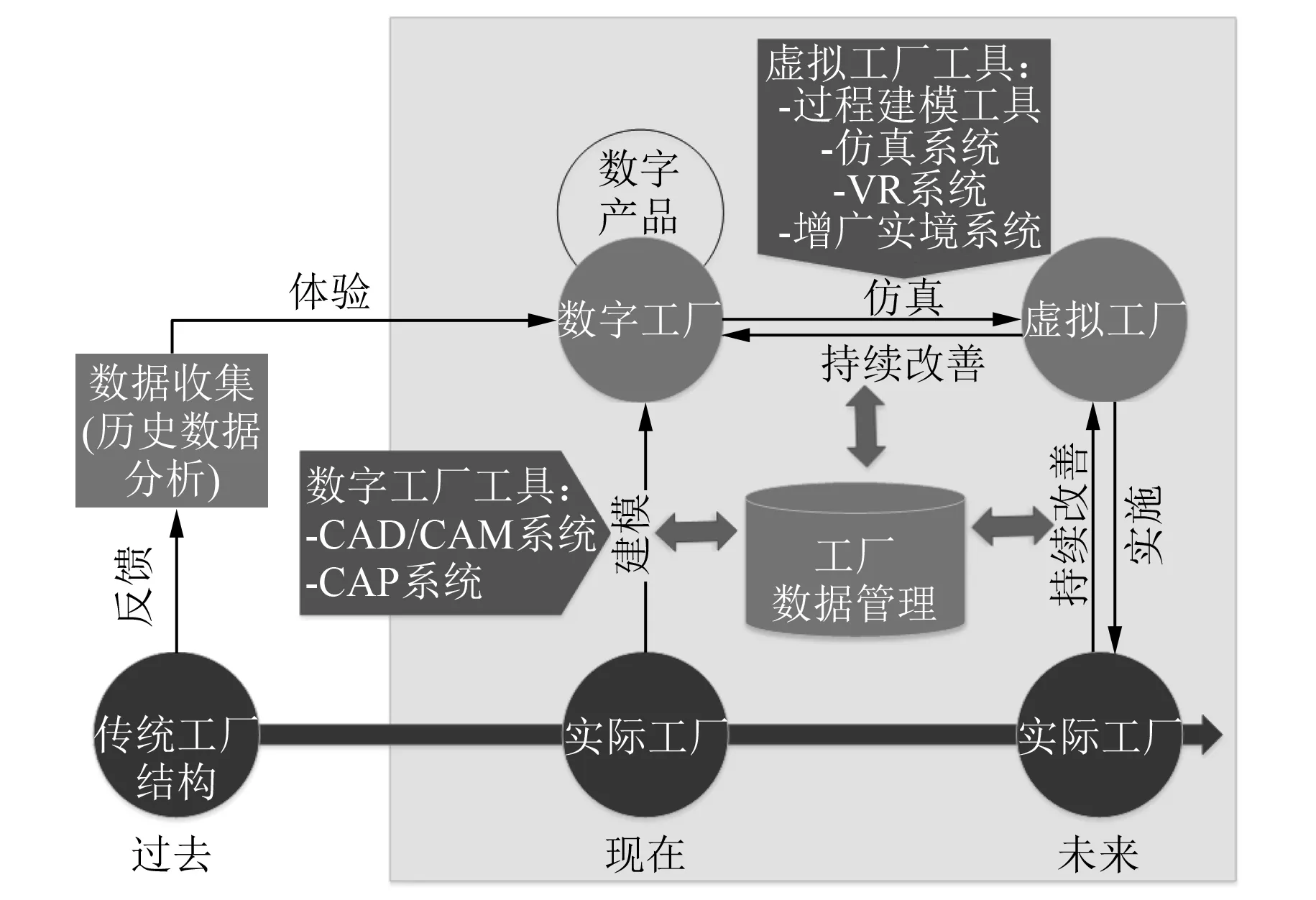
图2 工厂规划演化
3. 1. 2 电机数字化工厂生产要素模型
电机数字化工厂,由于电机生产工序复杂、部分工序(如嵌线)人工依赖重、自生产和外协相结合的生产模式,存在工人技能熟练程度不同、零部件或半成品供应商资质参差不齐等问题,为保证其产品性能和品质的一致性,电机数字化工厂的信息系统建设强调对生产人员、生产设备、生产物料、生产工艺、质量检测等生产要素的建模。各生产要素所包含的信息如表2所示。
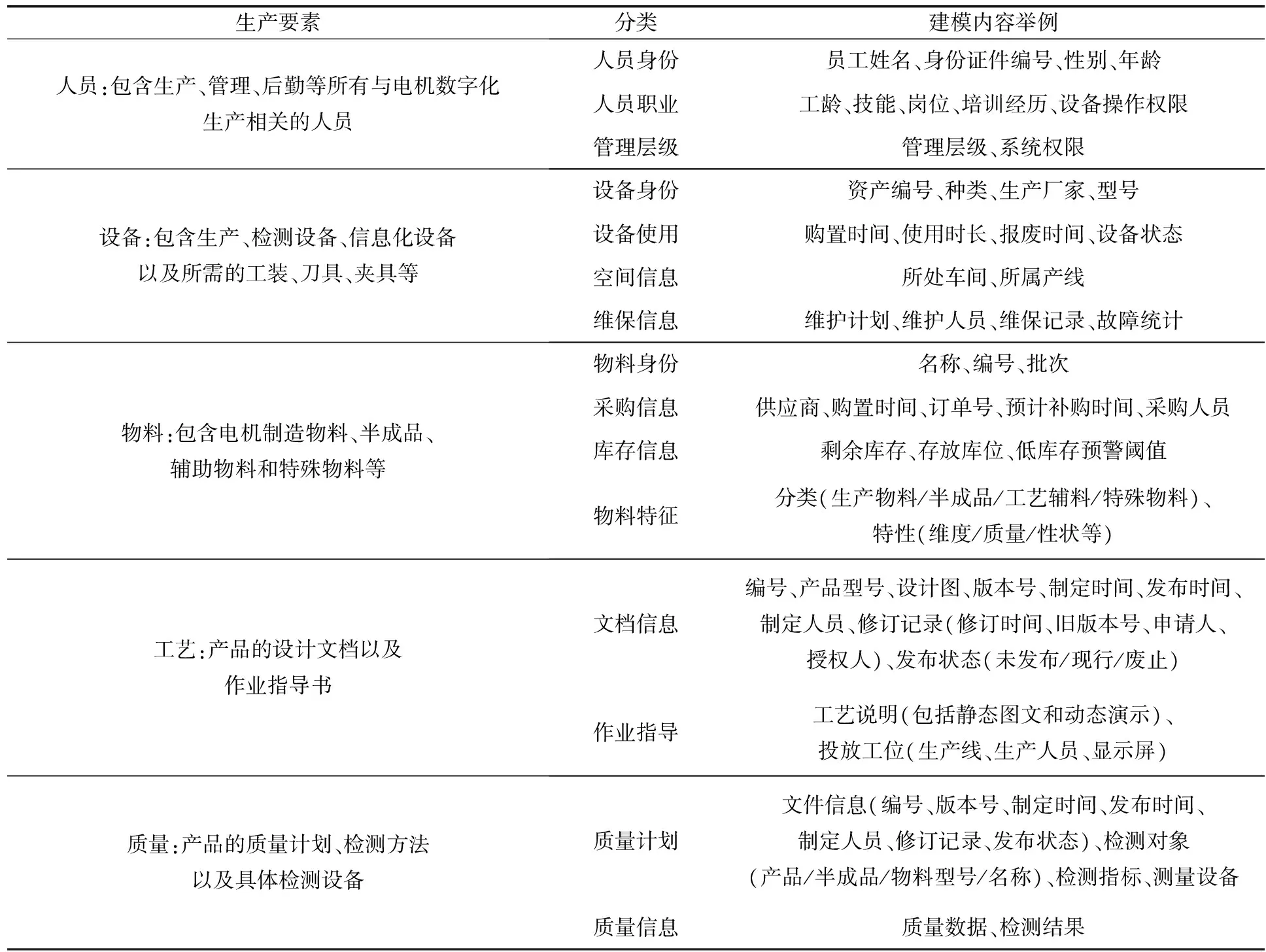
表2 生产要表所包含的信息
3. 2 子系统
电机数字化车间的信息系统架构,由下而上分为设备层、控制层、管理层、企业层,如图3所示。

图3 电机数字化工厂体系架构
设备层包括数控机床、机器人、AGV小车、传感器、仪器仪表等感知及执行单元;控制层包括可编程控制系统、数据采集与监控系统、机器人控制系统和其他控制系统,负责生产线的控制和底层设备与信息系统的通信、指令下达、数据采集等;管理层由物流管理、制造执行、产品生命周期管理等位于车间层面的管理系统组成;企业层则包含经营管理层级的ERP等信息系统。
ERP的核心思想是实现对整个供应链的有效管理,主要体现在对整个供应链资源进行管理、精益生产、同步工程和敏捷制造、事先计划与事中控制的思想[4]。
PLM是覆盖了从产品诞生到消亡的产品生命周期全过程的、开放的、互操作的一整套应用方案,包含产品数据管理(PDM)、计算机辅助设计(CAD)、计算机辅助工程(CAE)、计算机辅助制造(CAM)、计算机辅助工艺(CAPP)[5]。
MES系统是一套面向制造企业车间执行层的生产信息化管理系统。MES可以为企业提供包括制造数据管理、计划排程管理、生产调度管理、库存管理、质量管理、人力资源管理、工作中心/设备管理、工具工装管理、采购管理、成本管理、项目看板管理、生产过程控制、底层数据集成分析、上层数据集成分解等管理模块[6]。
WMS是对物料存放空间进行管理的软件,区别于库存管理。其功能主要有两方面,一是通过在系统中设定一定的仓库结构对物料具体空间位置进行定位,二是通过在系统中设定一些策略对物料入库、出库、库内等作业流程进行指导,有利于仓库资源使用。
各子系统进行集成后将为整个信息管理平台提供一个统一的门户,在其他子系统的基础上,通过集中与分散监控结合,利用可视化大屏实现生产信息的实时共享与监控。
3. 3 系统集成
3. 3. 1 系统集成的需求与挑战
一个典型的电机制造工厂,乃至任何一个较为成熟的制造型企业的信息系统,通常都是由多个用户自建、第三方承担、从原有信息系统中保留下来的应用(例如典型的具有一定信息化基础的电机制造厂通常具有的ERP系统、PDM系统、CAD软件等),或是上述几者所共同构成的。同一个部门中,这些应用的运行平台各不相同,而不同部门或不同子公司所采取的信息化解决方案也不尽相同。
造成这一现状的原因如下。
(1) 由于开发企业管理软件的复杂程度,导致通过一个统一、庞大的单一应用来管理整条产品供应链难度极大。尽管某些ERP的开发商曾经成功开发出了规模较大的商务软件,然而事实上,即便是重量级的软件开发商(例如SAP、Oracle)也仅实现了典型企业管理软件的某些功能模块。
(2) 将功能模块分散到不同的子系统中,有利于企业灵活搭建最符合自身生产管理需求的管理系统,因此传统系统实施商也致力于提供具有某些特定功能的专有应用。然而随着对系统功能要求的日益增强,一些企业现有的系统架构功能拓展已经达到了饱和乃至于溢出,例如一些计费系统开始纳入客户关系管理和会计管理功能,而另一方面,原本的客户关系管理软件也逐步做出调整,加入了简单的计费功能。这样的背景给定义清晰的系统边界造成了困难。
用户使用中对子系统的边界并不敏感,事实上在大多数企业中,单一的用户请求可能涉及到多个子系统,如订单的下达,从客户的角度仅是完成了一次交易,在企业信息系统中,却包含用户权限验证、确认库存、完成订单、给出物流编码、计算税收等一系列涉及多个子系统的流程。
为了支持常用的生产和商务流程,各个应用之间需要可靠、高效、安全的集成方式来支持数据与信息的交互。
进行系统集成的主要原则也是主要挑战如下。
(1) 应用耦合。为不影响应用各自的升级,各集成的子系统间应当尽量以松耦合的方式集成。
(2) 集成简化。集成时应当尽量减少应用二次开发的工作量,除了必要的变更与新功能的增加外,应最小化集成工具本身所需的开发量。
(3) 数据格式。各子系统之间交互的数据格式必须统一,或有翻译器以统一数据格式。此外,数据格式的演化和拓展应如何实现,以及这些变更将如何影响信息系统运作的问题亦随之而来。
(4) 数据时效。数据的高频、小批量交互限制了子系统之间数据传输的时间,系统的集成应尽量减少数据传输的时延,保证数据的时效性。
(5) 异步处理。不同于传统的计算机处理进程的方式,工厂信息系统的任务要求系统集成后具有异步处理请求的能力以充分提高系统可用性。
3. 3. 2 集成方式
系统集成的实现方法多种多样,每种方法都各有其优缺点,归纳来说,基本可以将之划分为文件传输、共享数据库、远程过程调用和报文发送四大类。
文件传输指由各应用发出共享文件数据供其他消费者程序消费;共享数据库则是令各个子系统将所需的数据存储在一个共同的数据库中,以便其他子系统调取;利用远程过程调用进行系统集成意味着各子系统的部分功能将支持远程唤醒,以便外部应用进行调用,实现某些功能或进行数据传输;报文发送这一方式将所有子系统连接到统一的消息系统上,利用消息报文传输数据。
3. 3. 3 交互内容
(1) ERP与PLM的集成。为了满足企业需求,企业信息系统集成的必要性逐步得到了重视。举例来讲,控制产品生产的信息系统MES的开发,催生了ISA 95-IEC 62264 标准对MES系统功能,以及ERP与MES之间数据结构的交换进行规范[7]。
PLM与ERP间主要交互以下关键信息:开发,包括开发指令、开发合同、产品需求等;物料信息,PLM从ERP取得现有的物料信息,从而形成产品BOM信息和工艺流程,回传给ERP,在具体生产时,ERP会将这些信息再传给MES系统;产品成本信息,PLM会将当前产品所用的产品BOM、工艺等发送给ERP,ERP会根据这些信息进行成本核算,计算出一个基础成本信息。
制造业企业的ERP的成功运行,需要依赖准确性、一致性达到比较高的产品数据,而通过PLM将产品研发过程及产品数据管理好,将为ERP的实施和成功应用奠定良好的基础,为ERP运行提供准确、受控的产品数据如物料、产品结构、工艺等。
同时,PLM能从ERP中获取有关基础信息,在产品开发设计中能够与生产管理等活动紧密联系起来,可以提高企业的设计水平和反应速度。
(2) MES与PLM的集成。整个产品制造过程的数据分为CAD模型、物料清单(BOM)、制造流程、作业指导和设备设置。这些数据将由PLM经由ERP传给MES系统。另一方面,MES应当能够与PLM交流,报告检测到与这些数据相关的问题,将生产情况反馈给PLM系统,以实现对生产过程的优化。
(3) ERP与MES的集成。ERP和MES两者间主要存在如下接口。
① 从ERP到MES接口。这个接口需要从ERP中将物料基本信息、工单、工单用料、BOM等信息导入到MES系统,工单包含以下信息:生产日期、时间、生产线、产品、工艺路线等。生产完毕后还应传递出货信息,满足后续物流的要求。
原料物料编码:在MES系统中,需对原料和物料的基础信息进行维护。因此,ERP系统中的原料物料编码与MES系统中原料物料编码应具有一致性。
这个接口的解决方法是,从ERP中将初始原料物料编码导人MES系统中,当ERP中增加原料和物料的时候,同步MES中的原料物料库。
工单信息:ERP在整个数字化车间系统中处于企业层,客户下达订单后首先在ERP中制定生产计划,然后通过接口传送给MES系统,在MES系统中执行详细的生产排程和工序调度。
② 从MES到ERP的接口。工单实际产量信息:因为MES处于车间执行层,使其可以从车间自动化系统中采集汇总实时的半成品和成品的产量信息,通过本接口,将实际的产量信息传送到ERP工单中。工单原料物料消耗:因为MES处于车间执行层,使其可以从车间自动化系统中采集汇总每种原料和物料的使用量信息,通过本接口,将实际的原料物料使用量传送到ERP工单中。工单资源消耗信息:因为MES处于车间执行层,使其可以从车间自动化系统中采集汇总资源的使用量信息,通过本接口,将实际的资源使用量传送到ERPI单中。
(4) 与控制层的集成。MES与PCS系统的集成,主要通过MES系统与PCS系统中DNC模块的集成实现。当MES系统下达日生产计划时,对应的NC程序下达到车间现场的DNC管理模块,由DNC管理模块进行具体的NC程序下达。
MES-PCS集成系统应用流程图如图4所示。

图4 MES-PCS集成系统应用流程图
MES-DNC集成系统的主要内容包括:MES系统下发生产计划,DNC系统根据MES系统下发的工艺规程、工序号、生产车间、设备号等信息筛选出对应的NC程序,然后将对应的NC程序下发到对应的设备上。同时DNC系统将工序对应的NC程序列表回传给MES系统,以方便车间现场调用NC程序。当车间现场完成NC程序的加工、计划更改、计划取消等情况时,根据计划情况和工艺规程、工序号、设备号、车间号等信息删除设备树上对应的NC程序,保证计划完成或取消的时候,车间现场一定调用不到NC程序。当车间现场开始生产加工时,网络DNC系统采集模块将生产加工信息性添加到数据采集中间表中,通过基础数据处理模块将数据采集中间表中零散的机床加工数据和设备运行数据进行处理,使MES系统能够直接调用数据,了解当前车间现场加工情况和设备运行状况。
(5) PLM与DNC的集成。网络DNC系统不仅是一个通信系统,同时也是一个管理系统,是对研发设计到生产制造落地的必要过程管理。
根据企业数字化发展现状,设计数据的技术状态管理在PLM系统中实现,按照数据信息的共享、传递原则,需要将PLM系统中有效数据通过集成的方式,将设计数据作为NC代码的输入依据,在DNC系统中编程员需要根据有效的产品模型和对应的工艺要求编制NC程序,同时产品设计人员和工艺人员也需要知道NC程序的相应信息。PLM与DNC的集成流程图如图5所示。

图5 PLM与DNC的集成流程图
综上所述:DNC系统需要与PLM系统集成在一起。相应的DNC系统与PLM系统集成主要包括三部分:首先,当PLM中启动数控程序下发流程时,将项目号、图号及版本号传递给DNC系统,在DNC系统中根据项目号、图号及版本号生成结构树。其次,PLM系统将产品对应的需要数控加工的数据模型信息和工艺信息传递给DNC系统,在DNC系统内可以浏览从PLM系统中获得的工艺信息和数据模型信息。最后,在DNC系统中,编程员在产品结构树下根据工艺信息和数据模型信息编制NC程序,完成流程管理,当NC程序归档时,根据NC程序对应项目号、图号及版本号反传回PLM系统,PLM系统根据这些信息将数据存储在对应的位置。
4 结 语
本文提出的电机智能制造信息化平台,已在卧龙电机和大中电机开始实施运行。运行完成时其有效性将得到进一步验证。
平台搭建完成之后,为了对产品销售链的生产数据、质量数据、市场需求、用户反馈等进行处理分析,基于车间上传数据量庞大、数据来源种类繁多、网络连接稳定性不足和系统建设成本等考虑,将采取Hadoop架构进行大数据分析。
[1] SALDIVAR A A F, LI Y, CHEN W N, et al. Industry 4.0 with cyber-physical integration: A design and manufacture perspective[C]∥ International Conference on Automation and Computing IEEE,2015: 1-6.
[2] HAIARENKO A A, MATOS L M C. Camarinha-Matos. Towards collaborative Cyber-Physical Systems[C]∥ Young Engineers Forum (YEF-ECE), 2017 International IEEE,2017: 12-17.
[3] POULY M, BERTHOLD S. Digital factory for collaborative production systems[C]∥ Technology Management Conference IEEE,2009: 1-8.
[4] HOLLAND C P, LIGHT B. A critical success factors model for erp implementation[J].Software IEEE,1999,16(3): 30-36.
[5] JUN H B, KIRITSIS D, XIROUCHAKIS P. Research issues on closed-loop PLM[J].Computers in Industry,2007,58(8/9): 855-868.
[6] MESA I. MES Functionalities & MRP to MES Data Flow Possibilities[R].MESA International White Paper,1997: 1-8.
[7] BEN K A, HENRY S, BOURAS A. Integration between MES and Product Lifecycle Management[C]∥ Emerging Technologies & Factory Automation IEEE,2011: 1-8.
ElectricMachineIntelligentManufacturingInformationPlatform
YANYue1,YOUDe2,MASisong3
[1. Shanghai Electrical Apparatus Research Institute, Shianghai 200063, China;2. Shanghai Electrical Apparatus Research Institute (GROUP) Co., Ltd., Shanghai 200063, China;3. Quality and Technique Supervision, Inspection and Testing Center of Xuchang City, Xuchang 461000, China]
A highly integrated comprehensive management platform for the smart manufacturing of electric machines was proposed , the industry of which had been commercialized for long but yet in a phase of transitioning and rapid evolution due to the impact of the 4th industry revolution. With a review of electric machine manufacturing process and investigation of operation of motor manufacturers, suggestions are made on the modelling and system integration of electric machine smart manufacturing. The platform presented was intended for the reference of the development of electric motor digital factory and the optimization of its management.
intelligentmanufacturing;electricmachinemanufacturingplatform;manufacturingexecutionsystem(MES);enterpriseresourceplanning(ERP);productlifecyclemanagement(PLM)
阎 阅(1992—),女,硕士研究生,助理工程师,研究方向为离散制造业智能制造及数字化工厂信息模型。
尤 德(1989—),男,本科,助理工程师,研究方向为工业自动化控制。
TM 3
A
1673-6540(2017)12- 0119- 07
2017 -03 -02
