基于上位机控制的电焊机遥控操作系统的设计
2018-01-05何进,杨扬
何 进,杨 扬
(中国石油大学胜利学院 机械与控制工程学院,山东 东营 257061)
基于上位机控制的电焊机遥控操作系统的设计
何 进,杨 扬
(中国石油大学胜利学院 机械与控制工程学院,山东 东营 257061)
针对目前采油厂普遍使用的直流电焊机在焊接过程中,需要根据金属质地的不同改变焊接电流大小,同时受空间限制,特殊工况下手工操作不便等问题,对基于上位机控制的电焊机遥控调整焊接电流外加装置进行了研究,提出了一种基于低功耗微处理器MSP430F149控制的无线射频遥控调流装置,该装置由电焊机控制端(下位机)和手持遥控端(上位机)两部分组成.手持遥控调流装置由微处理器MSP430F149,无线通信模块(nRF905),按键电路,显示模块,稳压电源及外围电路组成;电焊机控制装置由微处理器MSP430F149,直流电焊机,环境参数传感器,无线通信模块,稳压电源,有线无线转换开关及电流调节模块组成;实现了直流电焊机工作参数的远程调控,能够节约焊接施工的时间和人力成本,扩展焊机的使用场合。
直流电焊机;焊接电流;遥控
0 引言
目前油田采油厂电焊机焊接过程中,为了满足电焊机焊接工艺的需要,根据金属质地要求,须随时改变焊接电流的大小。材料的厚度、焊接位置的变化,会要求经常调节焊接电流,特别是对于大型金属结构件的制作、工地现场安装焊接等,通常焊接工人因为焊接现场和电焊机场地不同,需要频繁往返两地,费时费力,同时精度难以保证,并且在特殊施工现场如高架管线、地下管道等是不可实现的,导致工作效率降低。因此,在这种情况下希望在焊接工位即可调节电流,即对焊接电流进行遥控[1]。
现如今国内外市场电焊机调整电流方式主要有有线遥控方式和无线遥控方式,其中有线遥控虽然具有可靠性高、抗干扰性强等优点,但是操作实时性差、控制距离短和施工时无法调节。无线遥控分为无线电遥控和红外遥控两种,虽然红外遥控摆脱了电缆的限制,但是其传输距离有限、并且容易受到障碍物和角度的影响,收发信号不够精确[2]。文献[1]张红磊等采用射频无线遥控技术,设计的远程控制焊机的无线遥控装置,可以摆脱有线控制与红外遥控的不足。文献[2]张贵锋等人研发一种由单片机控制的红外无线式遥控系统,可实现交、直流电焊机的遥控,特点为成本低、键盘功能丰富、可靠性高的优点。文献[3]黄勇等人设计了焊机专用多功能焊机遥控器。
本系统针对油田普遍采用的直流电焊机,研究人员对现有直流电焊机基础上进行改进,安装无线遥控装置,研制一套可靠性高、具有实用价值的电焊机无线遥控系统具有现实意义。搭建上遥控端和焊机端双向通信网络,由焊机装置采集当前工作参数,传至上位机显示,由电焊工根据实际工况通过上位机控制下位机,进行焊机工作模式的切换和焊接电流的精细调整,并实时的在上位机中显示。上、下位机通信方式采用nRF905模块实现,其中下位机采集电焊机当前工作参数,由上位机显示和遥控。
1 系统硬件设计与原理
1.1 硬件结构设计
系统整体结构如图1所示,由电焊机控制端(下位机)和手持遥控端(上位机)两部分组成。
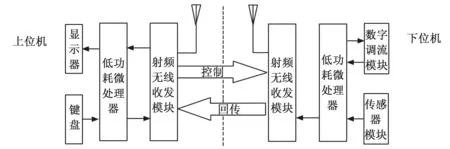
图1 硬件框架结构图
上位机(手持遥控调流装置)构成框图如图2,由MSP430F149单片机、无线收发模块(nRF905)、按键电路、显示模块、稳压电源及外围电路组成,四键独立键盘包括A、B、C、D四个按键,分别表示开关机、电流增加、电流减小和确认键。电流调节范围分五个挡位,可实现20~250 A电流可调。
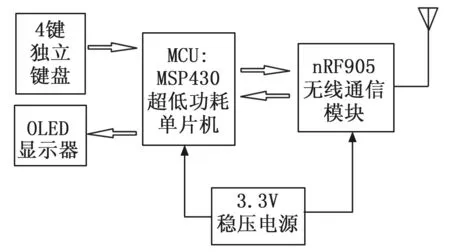
图2 手持遥控调流装置构成框图
其中MSP430F149单片机接收来自按键操作的命令,当有按键按下时,进入按键中断服务程序退出低功耗模式并对数据进行分析与处理,当确认键按下后,NRF905无线模块配置为发送模式并将数据发送至下位机。如果没有键按下,则进入低功耗模式,系统进入省电模式[4]。NRF905是工作在433 MHz、868 MHz和915 MHz频段的GFSK调制模式的无线数传芯片,最高发射功率可达+10 dBm,接收灵敏度为-100 dBm,支持512个通讯频率。使用ShockBurstTM传输模式,数据在空中的传输速率为50 kbps。使用SPI接口与MCU完成数据通讯与通讯控制等功能。NRF905还具有掉电模式,在掉电模式中,nRF905被禁止,电流消耗最小,典型值低于2.5 μA。当进入这种模式时,nRF905是不活动的状态。这时候平均电流消耗最小,电池使用寿命最长。在掉电模式中,配置字的内容保持不变。这种低功耗模式正适用手持设备。手持遥控器显示部分采用中景园电子的0.96寸OLED显示模块显示屏,其同时具备自发光,不需背光源、对比度高、厚度薄、视角广、反应速度快、可用于挠曲性面板、使用温度范围广、构造及制程较简单等优点且屏幕较小耗电量不大,其接口方式采用4线的串行SPI接口方式,在SPI接口中需保证BS0、BS1、BS2全为0。
考虑到手持设备的节能问题,在对主控程序的编写过程中,该装置在不影响实际操作速率的情况下采用了MSP430F149内部的低功耗模式并且使用了大量的中断,使手持遥控端主控程序较为简短。其流程如图3所示。
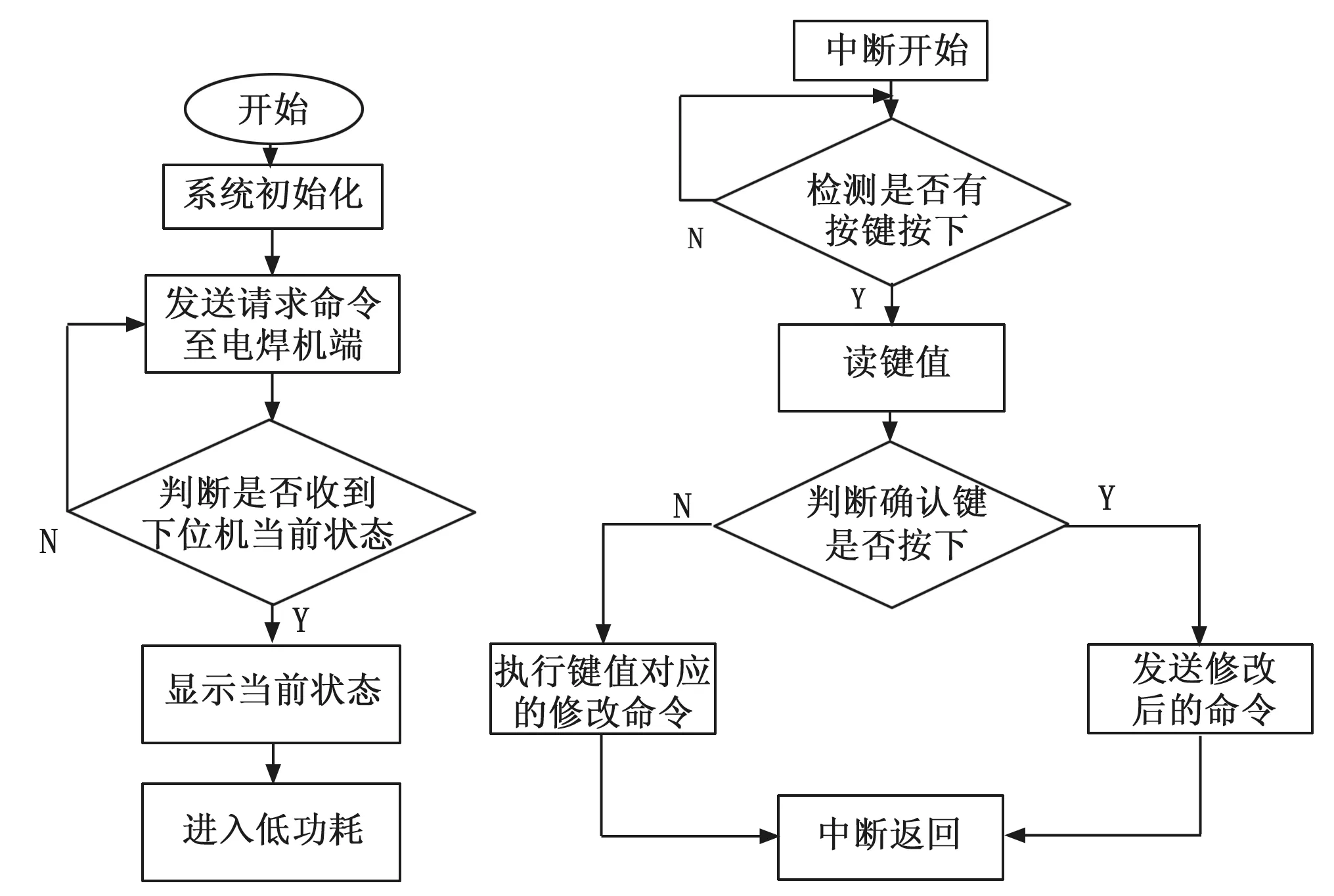
图3 手持遥控端程序流程图
手持遥控端软件设计包括:手持遥控端主控程序、初始化程序、按键中断服务程序、OLED显示屏驱动程序、数据发送和接收中断程序,其设计核心是手持遥控端主控程序。具体操作流程为:手持遥控端上电后系统分别对单片机工作频率、单片机I/O状态、NRF905无线射频模块等进行初始化,而后手持遥控端通过NRF905无线射频模块自动循环发送请求查询信息(查询信息标志位)向电焊机端请求电焊机的当前数据[4],这些数据包括:当前的推力电流、环境的温度、环境湿度、环境的粉尘含量等,当有信息返回时判断数据是否正确,如果正确则通过显示屏显示,否则从新请求发送重复上述步骤,当能显示当前信息后进入低功耗模式;手持遥控端一直处于接收状态,随时准备接收来自电焊机端的数据(电焊机的当前状态)并将其显示;当根据实际焊接需要改变焊接推力电流时,可通过手持遥控端键盘进行相应修改,如上述按键是利用的中断触发的可随时唤醒CPU,按键除开/关机、电流增加、电流减小和确认键外还人性化的设定了5个档位的常用焊接推力电流按钮,设定的这5个常用按钮可以根据个人的经验通过按钮进行调整设定。焊接人员可在五个档位的基础上进行相应的微调得到最合理的焊接推力电流,然后通过确认键触发NRF905模块将修改结果发送给电焊机端,使电焊机端对焊接推力电流进行相应的修改,最后遥控端读取电焊机端反馈回来的电焊机当前状态(实际值)并显示。直观的对比实际值与设定值是否有误差,如有误差可继续修改。
对于5个常用档位的修改过程如下:
1)按5个按钮中的任一个按键,修改当前电流参数为对应档位值,此时OLED显示屏会显示出修改值和电焊机当前实际值。
2)每次的设定都是在原来的设定值的基础上通过对电流增加及电流减少按钮的操作进行相应修改。
2.2 下位机装置设计
下位机装置由MSP430F149单片机、直流电焊机、传感器模块、无线收发模块、稳压电源、有线无线转换开关及电流调节模块组成。由图4所示。
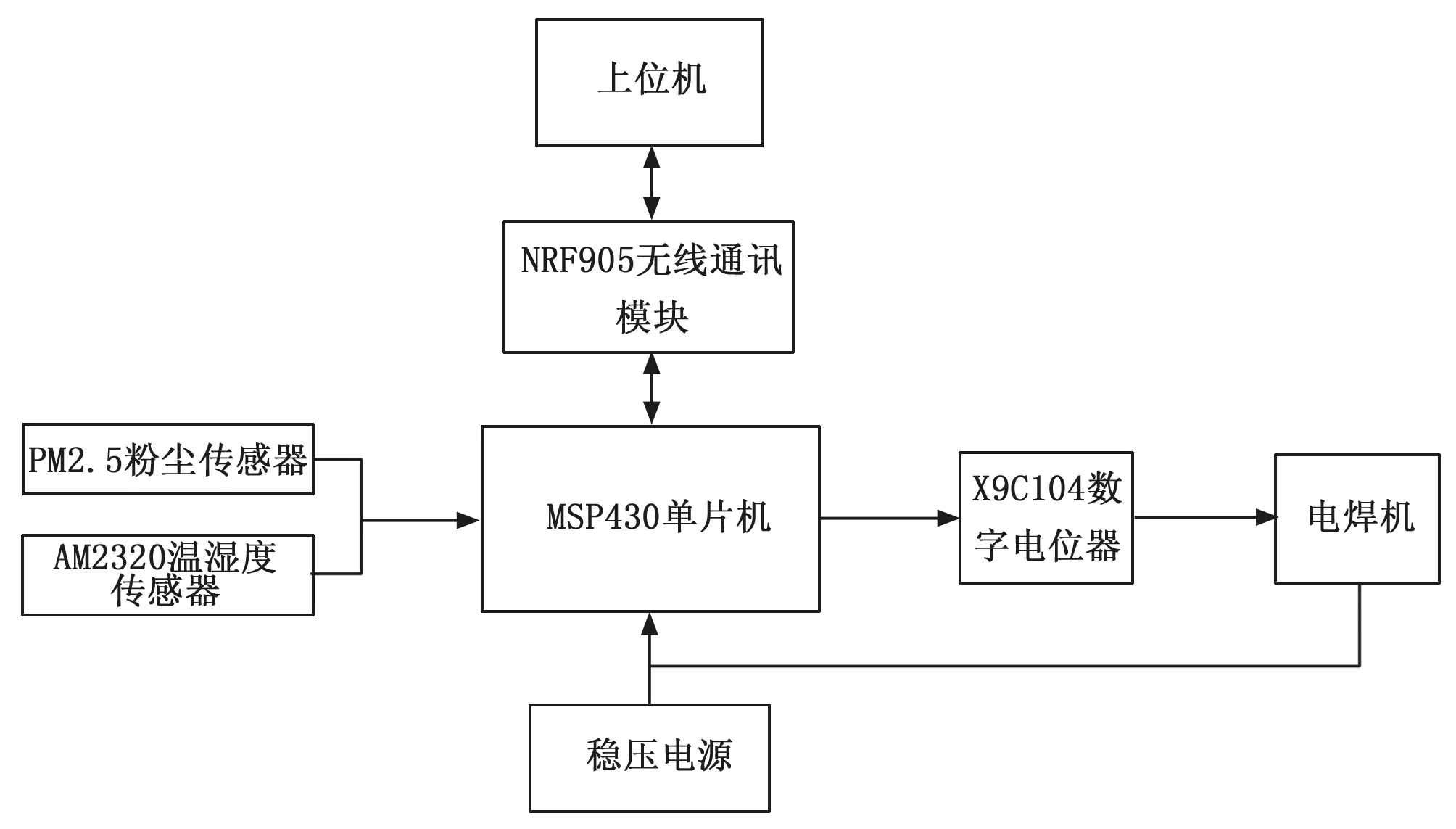
图4 下位机装置结构图
数字电位器选择X9C104数字电位器,X9C104的阻值范围40R~100K,共分为100阶。数字电位器的控制部分的存储器是一种断电非易失性存储器,电路再次上电时,数字电位器中仍保存着原有控制数据,其中间抽头到两端点之间的电阻值仍是上一次的调整结果[5]。其控制原理如下:
电位器CS端在器件工作期间保持为低电平。INC为脉冲信号,U/D端为电位器阻值或电压的调节端。在CS端与INC端正常工作的状态下,当U/D端为高电平的时候,电位器的阻值或电压逐渐变大,当U/D端处于低电平时,则相反。当CS端和INC端同时为高时将当前的寄存器数据锁存入存储器,达到重新上电后数字电位器阻值不变的目的[6]。
通过编程改变数字电位器的抽头位置进而对电焊机的推力电流进行调节,使电焊机达到操作人员对推力电流的要求。利用数字电位器控制电焊机的档位选择,图5中电焊机可实现手动和遥控两种方式切换。当开关拨到手动档位时,可用有线控制;当开关拨到无线档位时,可用遥控器无线控制电焊机。采用这种有线与无线相结合的方法,可相互取长补短,充分发挥各自的优势,以适应各种不同工况的需求。当开关拨到手动档位时,可用有线控制;当开关拨到无线档位时,可用遥控器无线控制电焊机。采用这种有线与无线相结合的方法,可相互取长补短,充分发挥各自的优势,以适应各种不同工况的需求。
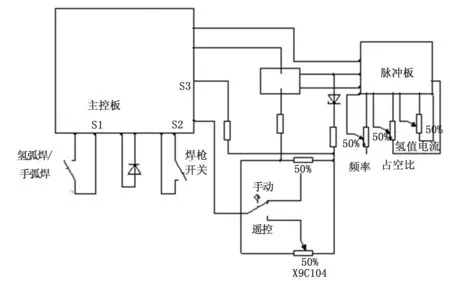
图5 电焊机手动遥控内部电路图
该装置采用的传感器包括:PM2.5粉尘传感器和温湿度传感器。用于检测电焊机所处工作环境,如检测出现场条件超出了电焊机工作安全范围时及时切断电焊机电源。
PM2.5粉尘传感器采用GP2Y1014AU0F灰尘传感器,此传感器内部成对脚分布的红外发光管和光电晶体管,利用光敏原理来工作。用于检测特别细微的颗粒,其电流消耗小(最大20 mA),输出电压正比于粉尘浓度,敏感性为0.5 V/0.1 mg/m3。MSP430单片机带动粉尘传感器工作一次的时间大概为1.5 s,工作期间不间断提供输入脉冲,大概到1 s左右,此时传感器的工作已经稳定,因此可以开始采样了,连续采样4次,然后将数据取平均值,这就是一次工作的整个流程。这样的设计思路既可以保证传感器的读值稳定性,又可以做到低功耗。
温湿度传感器采用AM2320,AM2320数字温湿度传感器一款含有己校准数字信号输出的温湿度复合型传感器,具有响应速度快、抗干扰性强和性价比高等优点,这确保产品具有极高的可靠性与卓越的长期稳定性。AM2320 通信方式采用标准I2C两种通信方式可直接挂在I2C通信总线上,无需额外布线,使用简单,其采用直接输出经温度补偿后的湿度、温度及校验CRC等数字信息,用户无需对数字输出进行二次计算,也无需要对湿度进行温度补偿,便可得到准确的温湿度信息[7]。
电焊机接收端的软件主要由包括:电焊机接收端主控程序、焊机电流控制模块、执行模块、传感器模块和无线收发模块。其核心是电焊机接收端主控程序。电焊机接收端每隔10 s读取电焊机的当前状态,并且向手持遥控端发送当前状态,当电焊机接收端接收到手持遥控端的控制信息时需通过数字电位器对电焊机的设定电流以及推力电流进行改变,使其达到工作需要的状态,并且还要通过传感器对外界环境进行感知等等。当然这也使得电焊机接收端软件程序的设计相较于手持遥控端的更加的复杂。
对于电焊机接收端的设计流程如下:
1)将电焊机手动挡位拨至无线射频控制端即对电焊机接收端上电后先对MSP430F149内部寄存器 、NRF905内部寄存器、各类传感器(温湿度传感器、灰尘传感器)等进行初始化并通过传感器经AD转换和电位器获得当前电焊机所处的环境的温湿度、环境灰尘含量及推力电流状态;
2)使NRF905模块处于循环接收状态,当模块接收到手持遥控端发送的状态查询请求(含状态查询标准位)时将当前状态发送给手持遥控端,而后等待手持遥控器端返回确认信息,当手持遥控器端返回的数据为正确标志位时系统进入低功耗模式,否则系统将继续读取当前的环境状态及推力电流值并将当前状态发送给手持遥控端继续执行上述过程。
3)进入低功耗模式后定时器开始定时,使系统每隔10 s的时间对电焊机当前的状态(当前的电流值、外界环境温湿度、粉尘含量等)进行读取并将这些数据发送给手持遥控端;
4)当收到手持遥控端的数据控制命令时电焊机接收端将数据暂存并且通过控制数字电位器(电位器阻值范围40 R~100 K,共分为100阶)而控制电焊机改变电流大小,并读取改变完后的状态(与暂存下的数据进行对比,如不同则继续控制直到相同为止)发送给手持遥控端;
5)当传感器感测到电焊机当前所处的环境超出了电焊机的安全工作范围时会报警并且会做出相应的应急措施如:当温湿度传感器感测到温度过高或者湿度过大时会报警,并且会切断电焊机的供电电源。
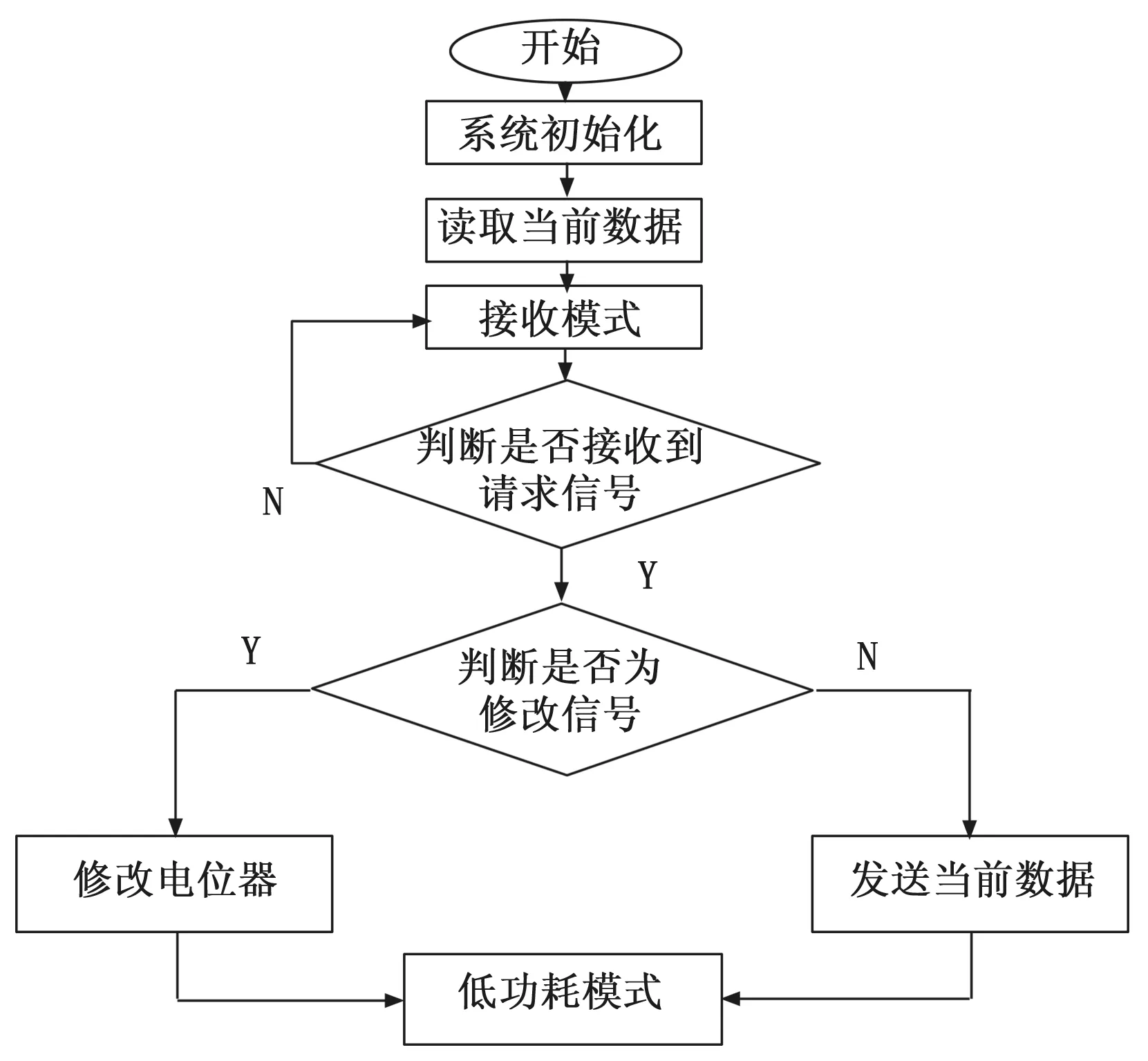
图6 电焊机端程序设计流程图
3 实验结果与分析
3.1 系统安装
接收电路整体制作在一个PCB板上,安装在焊机内部;有线无线控制切换开关等通过线路连接在焊机外壳上。PM2.5粉尘传感器和AM2320温湿度传感器安装在焊机侧面靠上部位,另外为了提高接收能力,需要把NRF905的天线安装在背面靠上部位,注意将天线与焊机外壳绝缘,防止干扰。
3.2 实验结果
1)本系统经现场环境测试,可以满足焊机焊接电流调整的要求,其遥控距离在开阔地可达100米,有障碍物时可达70米。
2)完成一次电流调整操作约1秒钟,快速、准确,工作参数实时显示,焊接电流调节步进为1 A。
3)可以在焊接工作进行中随时遥控调节焊接电流的参数。
4)通过对遥控器与电焊机的开机测试二者的开启顺序无特殊要求。
5)在多台电焊机同时工作的强电磁环境下,对整个系统进行测试,所有控制功能均正常工作。
3.3 分析
根据实验结果可得出:
1)本系统整套装置成本低、电路改造简单方便,控制效果达到使用要求,在不同的工作环境下均可稳定的工作。
2)睡眠模式下遥控器端及电焊机控制端的控制电流仅在2 μs左右,这极大的降低了手持遥控器端的功耗,延长了电池的使用寿命。
3)本系统是一对一的单点通信控制,优点在于一对一控制简单、迅速,缺点是无法一对多控制多台电焊机。后期改进可分配地址使不同地址对应不同电焊机,按地址控制。
4)本系统设计有危险保护措施,当工作环境不适宜电焊机工作或会使得电焊机出现短路、断路时,控制系统会应急性
断电。如:当环境湿度、 粉尘含量达到设定值时会触发电焊机断电处理。
5)本装置加装在电焊机内部,只做了简单的电路改造,不影响焊机原有功能,原有操作方式仍可正常使用。
4 结论
本装置采用控制端与焊机本体可分离的无线与有线相结合的方式,可相互补长取短,方便有效地解决了远距离的控制问题,以适应各种工况的需求。该单片机系统在I/O接口设计中,大量采用了输入/输出和中断方式,可简化程序的复杂度和外围电路的设计、节约资源并提高了系统的可靠性;遥控器的面板上的按键多采用中断模式这使得电焊机操作人员对当前电焊机的推力电流的修改具有实时性,焊机操作人员可根据自己的工作经验设置五个常用档位减轻人员的工作复杂度,并且通过加减键,可任意调节电流大小,细化规范调节。按照电磁兼容的标准对电路板进行了严格的设计,经测试其电磁兼容性较好,对强电强磁有较好的抗干扰性,且自身并不会对外产生太强的干扰。
[1] 张红磊,栗 源,余 康,等. 无线射频遥控型逆变焊机的分析与实现[J]. 可编程控制器与工厂自动化,2015(7):26-28.
[2] 张贵锋,肖克民. 单片机控制的红外无线式焊机遥控系统的研制[J]. 电焊机,1999(7):10-14.
[3] 黄 勇. 多功能焊机遥控器的设计[J]. 焊接技术,2002,31(5):43-44.
[4] 陈新举,岳小兵,马 涛. 基于一体化焊钳与分体式焊钳的评价浅析[J]. 机械研究与应用,2016,29(6):178-179.
[5] 张忠科,于 洋,王希靖. 基于PLC控制的回抽式无匙孔搅拌摩擦点焊系统[J]. 电焊机,2017,47(5):38-42.
[6] 陈树君,林 万,余 旭,等. 变极性等离子弧焊的嵌入式控制系统设计[J]. 电焊机,2017,47(5):43-47.
[7] 陈新举,岳小兵,马 涛. 基于一体化焊钳与分体式焊钳的评价浅析[J]. 机械研究与应用,2016,29(6):178-179.
Design of Remote Control Operating System for Electric Welding Machine Controlled by Host Computer
He Jin,Yang Yang
(Mechanical and Control Engineering ShengLi College China University of Petroleum, Dongying 257061,China)
In view of the problems that the current widely used DC welding machines by oil production plant may face in the welding process, such as according to the different texture of the metal, changing the size of the welding current, space constraints, manual operation inconvenience under special conditions and other issues, after the research based on the host computer control welding machine remote control. This paper presents a radio frequency remote control device based on low power microprocessor MSP430F149, which consists of the control terminal (Client computer) and the remote control terminal (Host computer) of the welding machine. Hand held remote control device consists of the microprocessor MSP430F149, wireless communication module (nRF905), keyboard circuit, display module, power supply and external circuit components. Welding machine control consists of the microprocessor MSP430F149, DC welding machine, Parameter sensor, wireless communication module, power supply, cable wireless switch and current regulation module. To achieve the remote control of the DC welding machine operating parameters can save the welding time and labor costs, the use of extended welding machine occasions.
DC welding machine; welding current; remote control
2017-09-18;
2017-10-12。
何 进(1970-),男,四川蓬溪人,硕士,讲师,主要从事电子科学与技术、自动化方向研究。
1671-4598(2017)12-0099-04
10.16526/j.cnki.11-4762/tp.2017.12.026
TP273.5
A
