圆筒件拉深模具设计
2018-01-03黄宏俊
摘 要:拉深是主要的冲压工序之一,而圆筒件又是最典型的拉深件。本论文以外胆下壳零件为例,介绍了拉深零件工艺的制定、模具设计过程。从毛坯尺寸的确定,拉深系数和拉深次数的选择,凸凹模尺寸的计算,拉深方式的选择到模具结构的最终敲定,从而建立了拉深模设计的基本过程。本次设计的模具及工艺在生产实践中切实可行,取得了较好的经济效果。
关键词:圆筒件拉深;拉深件工艺;凸凹模计算;模具结构
DOI:10.16640/j.cnki.37-1222/t.2018.24.007
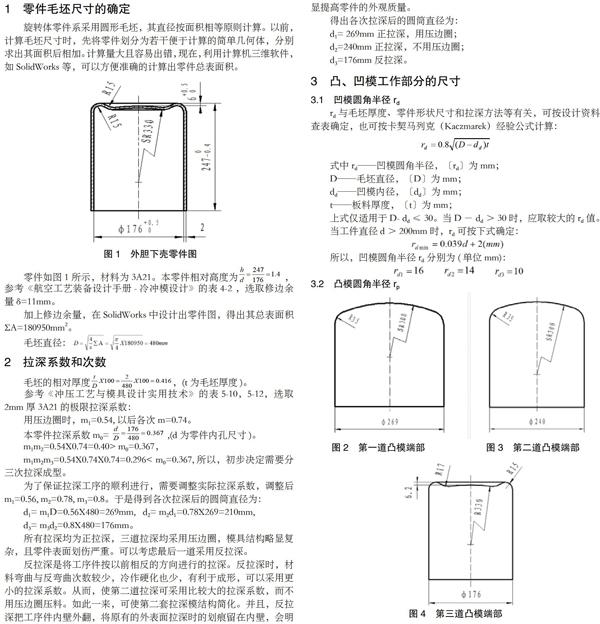
1 零件毛坯尺寸的确定
旋转体零件系采用圆形毛坯,其直径按面积相等原则计算。以前,计算毛坯尺寸时,先将零件划分为若干便于计算的简单几何体,分别求出其面积后相加。计算量大且容易出错,现在,利用计算机三维软件,如SolidWorks等,可以方便准确的计算出零件总表面积。
零件如图1所示,材料为3A21。本零件相对高度为 ,参考《航空工艺装备设计手册-冷冲模设计》的表4-2 ,选取修边余量δ=11mm。
加上修边余量,在SolidWorks中设计出零件图,得出其总表面积ΣA=180950mm2。
毛坯直径:
2 拉深系数和次数
毛坯的相对厚度,(t为毛坯厚度)。
4 持续改进
4.1 第二道拉深模的改进
为了减小金属流动的阻力,凹模口部做成锥形。这样,拉深毛坯的过渡形状呈曲面,具有了更大一些的抵抗塑性失稳的能力,使得起皱的趋向有所减小,其拉深效果比圆筒形好。
4.2 反拉深凹模的改进
反拉深的凹模如果为整体,高度比较高,浪费比较贵的模具钢,加工难度大,需热处理的材料也多。若改成三段组合,则比较节省。
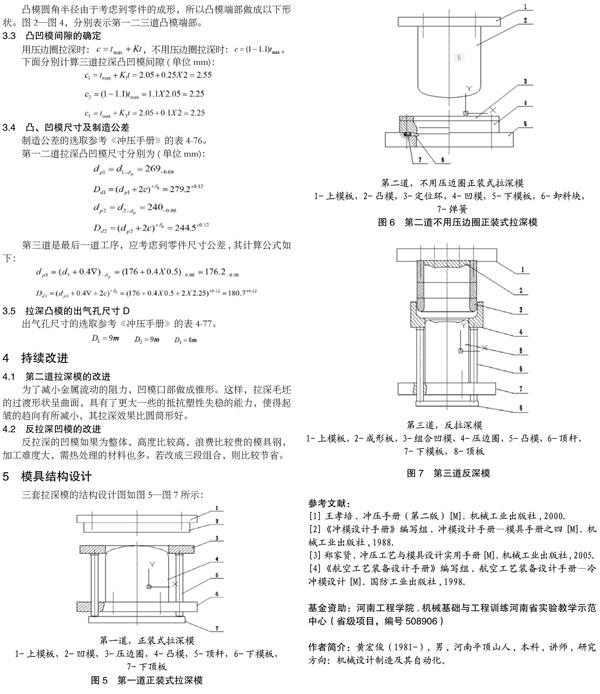
5 模具结构设计
参考文献:
[1]王孝培.冲压手册(第二版)[M].机械工业出版社,2000.
[2]《冲模设计手册》编写组.冲模设计手册—模具手册之四[M].机械工业出版社,1988.
[3]郑家贤.冲压工艺与模具设计实用手册[M].机械工業出版社,2005.
[4]《航空工艺装备设计手册》编写组.航空工艺装备设计手册—冷冲模设计[M].国防工业出版社,1998.
基金资助:河南工程学院.机械基础与工程训练河南省实验教学示范中心(省级项目,编号508906)
作者简介:黄宏俊(1981-),男,河南平顶山人,本科,讲师,研究方向:机械设计制造及其自动化。
