数控滚齿机中刀具的保护
2018-01-03马跃林
马跃林
(陕西理工大学机械工程学院,陕西汉中 723003)
数控滚齿机中刀具的保护
马跃林
(陕西理工大学机械工程学院,陕西汉中 723003)
以FANUC0i-MD数控系统连接功能(软件)为研究对象,通过数控滚齿机PMCLADDAR程序实现工件轴速度的采集,通过PMC指令编程判断工件轴实际速度与设定值比较的方法,在工件轴实际速度异常时发出中断控制信号,使刀具进给轴急退到安全位置,达到保护刀具并减少工件废损的目的。这种方法可以在FANUC数控系统的自动加工中实现自动判断、产生中断、自动退刀等各种保护功能。
中小企业;刀具保护;原理分析;注意事项
10.16621/j.cnki.issn1001-0599.2017.12.43
0 概述
在数控滚齿机的使用中,必须保证滚刀-工作台同步运动,并且其余各轴的的运动精度也要得到保证。
加工不同齿数模数的齿轮需要不同的速度比。齿轮加工时,刀轴与工件轴之间的速度比是恒定的,只有恒定的速度比才能保证齿轮加工不发生乱齿现象,避免损坏刀具。4轴以上的数控滚齿机,可以通过对软件的控制让刀具与工件进行EGB(Electronic Gear Box)同步,通过编程满足齿轮加工所需要的各种工艺要求,对自动化生产水平及生产效率的提高有很大的帮助。
在对数控滚齿机使用情况的现场勘察中发现,工件轴和刀轴不再受同步功能的控制,转速下降,部分工件轴发生停转而相应的刀具轴没有停转,直接导致刀具和工件同时废损。对此提出的解决措施是在发生停转现象时让刀具急退,既一旦发现工件轴转速降低,刀轴可以立刻后退至安全位置,这样不仅能保护刀具,也能降低工件的损废率,这些半成品工件之后也可以再进行二次加工,降低损失。
1 原理分析
1.1 关于工件轴速度的标准值
滚齿机运作时,如果工件轴比标准值高,电子齿轮同步功能就继续对其进行控制,不采取任何措施。但实际速度一旦比标准值低,同步功能就不再存在,机床立即采取相应措施将刀具退至安全位置保护工件和刀具。
1.2 数控滚齿机运行中的工件轴速度实际值的获取
在数控滚齿机系统PMC中有系列窗口功能供使用,其中代码26的窗口功能是对各轴速度值进行读取,通过该窗口功能可以准确读取到工件轴的实际速度值,并且会将数值存储在指定的位置,一般为D地址,完成后使用PMC指令比较取得的实际值,以此来达到输出中断信号的目的。如果将轴实际速度值的控制地址设置为D100,其存储地址就应为D100-D113,其中可以得出自动运行信号为F0.5,主轴速度到达信号为F45.3。可以用控制梯形图展示(图1)。
1.3 程序说明
(1)在程序自动运行以及主轴(刀具轴)速度到达后开启读取功能;
(2)定义窗口功能为读取各轴实际速度值功能,功能序号为26,并且确定实际值D数据操作区的首地址为D100;
(3)定义结束代码(可不设定)
(4)定义数据长度L=4,4个节点;
(5)定义数据属性n=4,n为控制轴,4为C轴;
(6)执行各轴速度实际值读取功能,读取结束信号为R150.2,并且将数据存于D110-D113中;
(7)存储数据与标准数据进行比较;
(8)一旦发现实际转速比标准值低,R9000.1就会置为1,同时中断信号及报警信号被激发。
2 中断型用户宏程序功能的应用
在进行程序执行时,机床发出中断输入信号可以对另一个程序进行调用。这种由中断信号调用程序的功能通常称为中断型用户宏程序功能。具体效果见图2。
该功能的显著特点是在一个程序执行时可以对任一程序段中的另一个程序进行调用而不被阻止,因此在使用程序的过程中,根据各种变化条件实时地运行,可以避免很多不必要情况的发生。
中断型用户宏程序功能在工件加工中的适应控制体现为以下3点:①如果机器刀具发生异常时,外部信号可以调用另一程序对异常过程进行处理;②在加工运行中,加工顺序不会直接中断,而是由另一个加工操作取代中断,整个运行不会直接取消;③有间隔的对与现在加工有所关联的信息进行读取。
3 切削效果及使用注意事项
在加工产业中刀具的作用非常之大,对刀具加强保护不仅能提高产品的精度,还能提高加工质量,延长刀具使用寿命。因此,在机器运行时,必须应该注意到一系列问题,以减轻对刀具的损害。
(1)进行切削加工时,刀具因为摩擦因素而温度较高,因此必须使用乳化液对刀具进行冷却,并且在整个加工过程中冷却液的供给不能中断。
(2)刀具的安装中必须注意清洁问题。装刀前必须将刀槽清理干净后,才能将刀片安装于刀体中。安装完刀片后,必须检查调刀仪,检查刀刃轴向及径向跳动幅度是否在规定范围内。
(3)开始加工时必须对首个螺孔进行试切削,如果螺孔尺寸以及精度都能达到预期要求,再一次进刀,加工其余螺孔。
(4)加工机械设备中螺纹梳刀刀片比较薄,因此在刀具安装和使用时,不能剧烈敲击刀片端部,刀片与刀片之间避免碰撞。
(5)数控机床务必让专业人员安装刀片,安装完成后一定要有专业的负责人对机器进行检查,如果安装不标准或者安装不牢固必须重新安装。
(6)在生产过程中监督检查人员极为重要的,因此最好成立专门的监督体系对机械的运行进行监督,不仅可以监督安装拆卸人员是否工作合格,同时也能监督机器是否正常工作,在机器发生故障时及时停止减少损失。

图1 读取各轴速度值功能的PMC控制程序
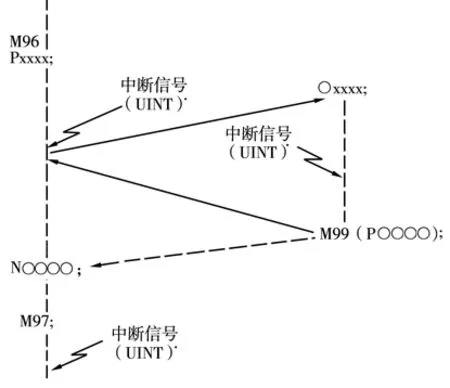
图2 中断型用户宏程序功能
4 结语
滚齿机刀具的保护极为重要,应充分利用硬件资源,通过合理的软件结构保证加工精度。通过对刀具的保护使用可以减少损耗,提高利润,通过自动退刀对刀具和工具进行保护,能有效解决刀具的废损问题,该措施的推广,可以使更多的企业减少维修费用。
[1]黄志刚,柯映林,王立涛.金属切削加工的热力耦合模型及有限元模拟研究[J].航空学报,2014(3):23-26.
[2]窦庆华.数控加工中刀具的选择分析[J].科技创新与应用,2014(16):98-98
[3]邓文君,夏伟,周照耀,邵明,李元元.正交切削高强耐磨铝青铜的有限元分析[J].机械工程学报,2014(3):23-27.
[4]于淑芹.简析数控刀具的合理选用[J].科技与企业,2014(6):296.
[5]唐志涛,刘战强,艾兴,付秀丽.金属切削加工热弹塑性大变形有限元理论及关键技术研究[J].中国机械工程,2013(6):67-69.
TG612
B
〔编辑 李 波〕
