三辊卷板机的优化研究
2018-01-03李志强李继奎谷德虎
李 林,张 耀,沈 翔,李志强,李继奎,谷德虎
(海洋石油工程(青岛)有限公司,山东青岛 266520)
三辊卷板机的优化研究
李 林,张 耀,沈 翔,李志强,李继奎,谷德虎
(海洋石油工程(青岛)有限公司,山东青岛 266520)
分析和研究三辊卷板机加工质量低下问题,对易损的轴套润滑系统和减速箱保护装置进行优化改造,确保轴承部位有足够、连续的润滑,延长装置使用寿命。
三辊卷板机;轴套;润滑;电路
10.16621/j.cnki.issn1001-0599.2017.10.41
0 前言
海洋石油工程(青岛)有限公司承担海上石油平台组块和导管架的建造工作,导管架拉筋和组块拉筋等结构管件均由钢板下料卷制接长。三辊卷板机是制管工作的核心设备,主要用于金属板材的弯曲成形,可卷制圆形、弧形钢板工件。由于承接的制管作业中涉及小管径、薄壁厚的结构管数量巨大,且制管作业施工周期长、强度大,导致三辊卷板机一直满负荷作业,卷板机的维修保养成本增加。
1 三辊卷板机使用现状及问题
三辊卷板机由上辊及上辊位置检测、下辊、托辊调整及检测、主传动、平衡、润滑、送料装置等组成。其中,上辊装置用来提供卷制板材的加压力,承受较大载荷。目前,三辊卷板机主要存在3个问题。
(1)上辊自润滑轴套不能适应制管车间长期、高强度的卷制工作,再加上轴套频繁磨损上辊轴颈,严重影响滚轴使用寿命。
(2)三辊卷板机电机功率大、负载也较大,运转期间电机正反转接触器的触点经常烧坏,齿轮箱内齿轮和传动皮带经常损坏。
(3)三辊卷板机日常维修保养工作占用车间吊车、人力资源,成本较大,配件费用高、到货周期长,对影响正常生产。同时,拆卸保养时需要频繁吊装配合作业,存在一定安全隐患。
2 优化方案
为了弥补原有卷板机的设计缺陷,避免频繁维修及安全隐患,在保证设备原有功能的基础上,对易损的轴套润滑系统和减速箱保护装置进行优化改造,确保轴承部位有足够、连续的润滑。
2.1 卷板机轴套的优化
三辊卷板机的固定侧轴承座,原有卷板机轴套由免润滑复合套(厚度仅2.5 mm)和1个铁套(厚20 mm)组成(图 1)。

图1 固定侧轴套润滑情况
(1)改变原有钢套外加装铜套的设计,取消钢套,保护辊轴颈耐磨不损坏,选择厚壁黄铜轴套加工,在新套上加工双曲线储油槽以及油道,在轴套安装座上加工相对应的油道,并在注油孔上加工M10的螺纹来连接润滑管线(图1~图 3)。
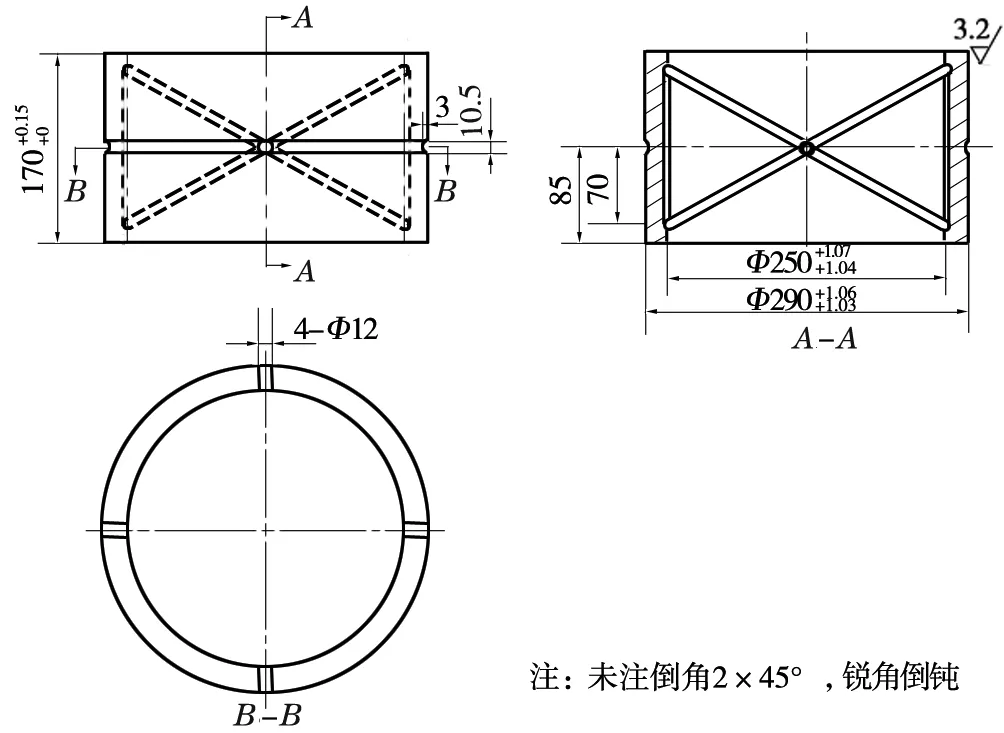
图2 固定侧铜套加工
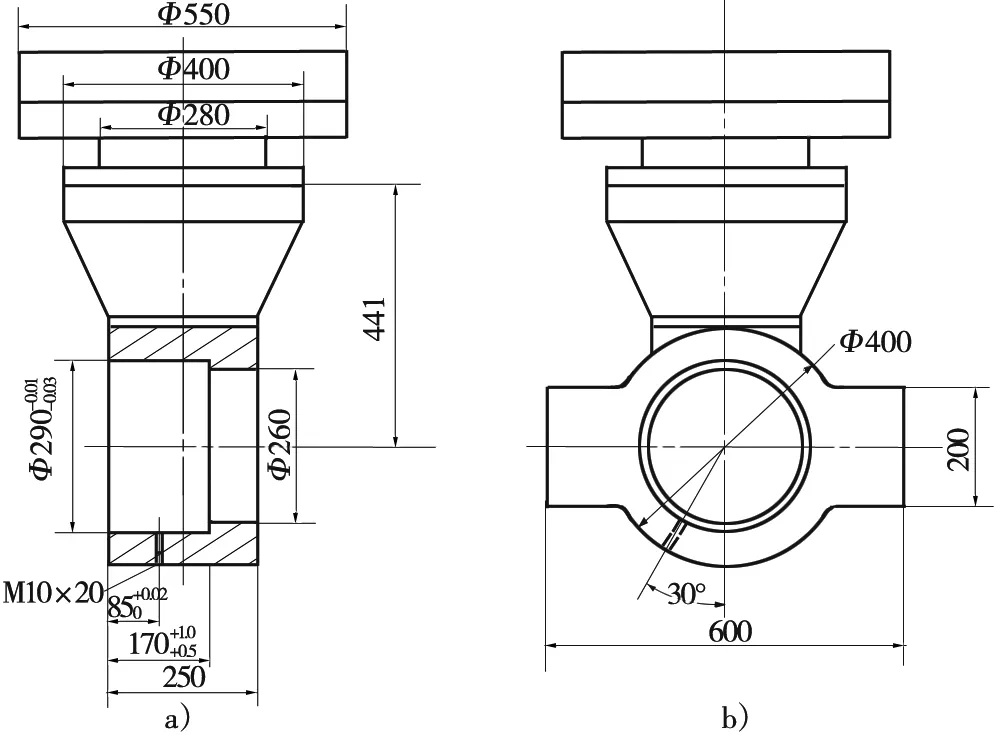
图3 固定侧轴承座加工
(2)翻倒侧轴承套与固定侧轴承座铜套相同,将铜套设计为厚壁铜套,只在内壁上加工油道和双曲线储油槽。外壁的加油孔与轴承套的加油窗相对应。固定侧轴承座底部的7点位置加工出润滑油道,孔并安装黄油嘴。润滑油道孔与铜套的油道相同,在一个位置上加油就可将润滑油充满铜套内腔。翻倒侧轴承套上加工出加油窗,便于在不拆除翻倒侧轴承套的情况下,对铜套加注润滑油(图4、图5)。

图4 翻倒侧铜套
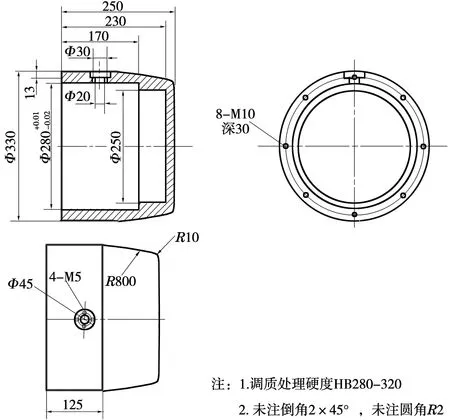
图5 翻倒侧轴承座
(3)将轴承更换为适合低速、重载、高压环境的青铜轴承,减少对上辊的磨损。
2.2 增装自动润滑油泵
在三辊卷板机固定侧增加自动润滑油泵,并加装控制装置,由黄油泵定时定量的对轴套自动注油(图6、图7)。

图6 增设润滑油泵

图7 油泵控制装置
为使润滑油脂顺利输送到润滑部位,对轴承及轴套也进行了必要的油路改造。
2.3 设计安装旋转探测器
设计安装旋转探测器,可以准确判断电机的旋转和停止状态。旋转探测器以磁钢的S极作为检测体,安装在电机输出轴的末端,旋转探测器固定在输出轴末端的端盖上,探测器的电源取自卷板机自身的24 V直流电源。
2.4 修复上辊损坏面
上辊参数:上辊(换辊)1件,图号JCNC630 30.14-2,材料42CrMo,外轮廓尺寸340 mm×5424 mm,修复部位mm;修复长度(290+54)mm;表面粗糙度 Ra=3.2 μm;硬度 40~48 HRC;重量 3150 kg。
对三辊卷板机的上辊损坏面进行了修复(图8)。修复时采用焊补工艺,具体修复步骤:
(1)车床上中心架子按辊身、辊颈为基准找正,修两端中心孔。
(2)顶两端中心孔,将磨损面修平(单面小于原尺寸1~2 mm)。
(3)进炉加热至所需温度(单炉加热)——按热处理工艺。
(4)带温补焊至单面大于原尺寸1~2 mm(使用原材料焊条)——按焊接工艺执行。然后按图纸尺寸进行加工后对修复面进行渗氮处理,以达到40~48 HRC要求。(为了防止42CrMo焊接时和焊接后产生热、冷裂纹,要将母体材料加热到400℃左右进行焊接,且焊后应立即按热处理工艺加热至所需温度(单炉加热)进行整体550~600℃进炉去应力退火,以消除应力,并随炉冷却至工艺要求温度出炉)。
(5)焊补程序完成后,车床上中心架按原辊身、辊颈为基准找正,修两端中心孔后将焊接表面车至原尺寸+(单面留0.5 mm磨量)。
(6)上磨床,托辊托住原辊身或辊颈找正,将磨损面磨至原尺寸,并保证修磨面与原辊身同轴度(或顶中心孔)。
此外,本次改造还增设了零速检测保护装置,解决了接触器、齿轮箱、皮带寿命短,不易维修,配件加工生产周期长等难题。

图8 上辊
3 三辊卷板机性能验证
通过优化改造,三辊卷板机在车间使用一年多,各项指标都达到要求,实现了降本增效的目的(图9)。同时,还解决了接触器、齿轮箱、皮带寿命短,不易维修,配件加工生产周期长等问题。例如:三辊卷板机的保养周期由原来的每周1次改为每月1次,保养时间由原来的24 h变为10 min,不仅免除了反复维修的工作,还避免了每半年都需要维修周期,维修成本大大降低;检测系统采用一体集成化结构,免设置,调试安装简单,采用非接触探测器无运动部件,无磨损,安全寿命长,维护费用较低。
优化研究装置调试安装简单,在测试使用过程中各项指标都达到要求。节省人力物力,设备安全使用寿命延长,达到了降本增效的目的。
4 结论
针对公司三辊卷板机加工质量低下问题进行了分析和研究,并提出了升级方案。优化三辊卷板机的设计,在一定程度提升级了设备能力,管件卷制成形问题得到解决。就本设备而言,大大降低了维修成本,使用率提高。同时,零速检测保护装置可应用于惯性较大、需要反车保护的设备,可有效保护设备的机械部分和电气部分,为同类设备的优化改造提供有价值的参考依据。

图9 加工卷制管
[1]郑爱权.卷板机电气控制系统设计与研究[J].中国设备工程,2017(1):166-167.
[2]赵学,王吉龙,顾富生.一种美制大型三辊卷板机的结构与特点[J].锻压装备与制造技术,2011,46(3):41-43.
TG334.19
B
〔编辑 吴建卿〕
