方坯连铸机滑动水口液压系统改造
2018-01-03欧阳振梅明友师瑞红
欧阳振,梅明友,师瑞红
(广东韶钢松山股份有限公司炼铁厂,广东韶关 512123)
方坯连铸机滑动水口液压系统改造
欧阳振,梅明友,师瑞红
(广东韶钢松山股份有限公司炼铁厂,广东韶关 512123)
分析韶钢3号方坯连铸机浇钢滑动水口油缸无法动作的原因,提出在滑动水口的控制元件出油口加装管道过滤器,把液压系统阀中位机能由O形换成Y形机能措施,介绍改造效果。
连铸机;滑动水口;液压系统;改造
10.16621/j.cnki.issn1001-0599.2017.10.32
0 前言
滑动水口是连铸机浇铸过程中钢水的控制装置,水口的打开和关闭是由安装在钢包底部的液压缸控制。液压缸的活塞杆收回时,大包水口打开,钢水从水口流出,开始浇钢,油缸活塞杆伸出时,钢包水口关闭,停止浇钢。油缸活塞杆还可以控制大包钢水流量,以此保证中包钢水的液位稳定,提高铸坯质量。滑动水口油缸可以随时打开关闭大包水口,可以保证大包里面的钢水可控。滑动水口液压系统是连铸机的关键部位,一旦出现故障,将对生产造成重大影响。
1 事故经过
2008年5月25日夜班,岗位操作工在浇钢过程中,3号方坯连铸机滑动水口的油缸无法动作,导致大包的钢水无法控制,注满了中包后继而流进事故槽,最后整包钢水注入事故槽和事故包,造成无法浇钢,事故直接经济损失约6万元人民币。同时,现场岗位人员反映3号方坯连铸机滑动水口的油缸,经常出现自动伸出或收回的故障。每次更换换向阀后一段时间内,故障消失,但一段时间后故障复现。
2 事故分析
韶钢2003年3月建成投产的炼钢厂3号方坯连铸机大包滑动水口液压系统结构示意如图1所示。针对此次滑动水口油缸不动作,首先检查换向阀是否卡阻,通过用手动推动阀芯,发现左右两端都无法推动阀芯,判断阀内有杂物卡阻或滑阀被拉毛以及阀体变形;使用压力表检测滑动水口液压系统压力正常:得出此次事故原因是滑动水口的换向阀阀芯被卡死,导致无法换向。事后拆开阀芯被卡死的换向阀,发现里面有金属碎屑,这些金属碎屑把阀芯卡死,造成事故。
针对3号方坯连铸机滑动水口的油缸自动伸出或收回的故障,查看图纸发现原来的三位四通电磁换向阀的中位机能是O形机能,当换向阀处于中位时,会因换向阀的阀芯磨损而导致压力油进入液压缸,压力高的油腔会推动活塞向压力低的油腔动作,造成活塞自动伸出或收回。
3 改造措施(图2)
(1)在滑动水口的控制元件出油口加装管道过滤器。由于滑动水口油缸所处的环境温度高达400℃,油缸所用的密封件为金属密封件,在高温高压的环境下工作,会使活塞杆密封件损坏,残留有金属碎片在油路中,造成电磁换向阀和手动换向阀阀芯卡死,或者阀芯拉毛,使液压系统不能正常工作。这些金属碎屑来自滑动水口油缸本身的金属密封件,要想完全不产生碎屑很难,因此为避免这些污染物进入系统,在液压缸和液压阀之间的管路上加装管道过滤器,保证进入液压阀体的油液是清洁的。

图1 改造前滑动水口液压系统
(2)把原系统中位机能为O形的阀换成中位机能为Y形的阀。为了解决油缸活塞杆自动伸出或收回的故障,同步进行改造。选择中位机能是Y形的三位四通电磁换向阀和手动换向阀,叠加液压锁,换向阀处于中位时,换向阀的A,B口和油箱接通,阻断压力油到油缸的通路,避免了液压缸活塞动作而造成事故。
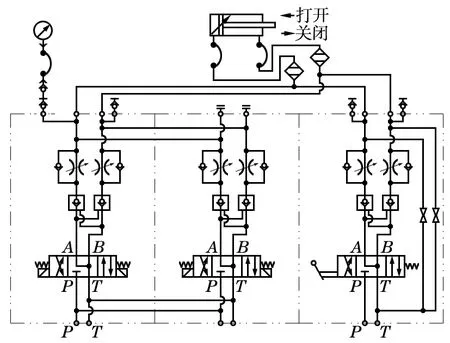
图2 改造后滑动水口液压系统
4 结束语
2008年,韶钢3号方坯连铸机滑动水口油缸控制阀台加装液压管道过滤器,2009年将中位机能为O形的阀换成中位机能为Y形的阀,叠加液压锁和节流阀,至今未发生因控制阀卡死而动作不了的问题。设备运行平稳,解决了来自油缸污染物对控制阀的影响,杜绝出现阀芯卡死问题,解决了滑动水口油缸活塞会自动伸出或收回的故障,每年可节省20万元人民币。
[1]刘延俊,王守城,杨前明,等.液压与气压传动[M].北京:机械工业出版社,2008.
TF32
B
〔编辑 凌 瑞〕
