高炉上紫铜与16MnR异种金属的焊接
2018-01-03黄道涛
黄道涛,黄 晟
(1.广西壮族自治区特种设备检验研究院,广西 南宁 530219;2.广西柳州钢铁集团有限公司 修建公司,广西 柳州 545002)
高炉上紫铜与16MnR异种金属的焊接
黄道涛1,黄 晟2
(1.广西壮族自治区特种设备检验研究院,广西 南宁 530219;2.广西柳州钢铁集团有限公司 修建公司,广西 柳州 545002)
阐述了紫铜与16MnR钢异种金属材料焊接在柳钢3#高炉紫铜水冷壁修复中的应用。针对紫铜与16MnR钢异种金属材料的焊接特点,在制造车间将新紫铜冷却水箱与炉壳等厚的16MnR钢板(δ=40 mm)焊接制成一个组合工件,在高炉施工现场由组合工件与高炉炉壳直接焊接。加工适当的焊接坡口,选择合理的焊接工艺,成功解决了紫铜与16MnR钢异种金属材料的焊接问题,按质、按期完成紫铜冷却水箱的更换,获得甲方的一致好评。
钢-铜;异种金属;焊接
0 前言
柳钢3#高炉容积3 000 m3,采用紫铜板坯钻孔式冷却壁方式,由于高炉炉壳冷却水系统压力不稳定,造成2个紫铜冷却水箱烧损并发生泄漏。紫铜冷却水箱是高炉中上部冷却系统的主要部件,是高炉正常运行不可或缺的组件。紫铜冷却水箱采用焊接方式直接安装在高炉炉壳(16MnR)上,是异种金属材料的焊接。按质、按期完成紫铜冷却水箱的更换是高炉检修项目的重要保障,也是以后高炉生产和维修的基础。
1 铜与钢异种材料焊接的特点
紫铜冷却水箱通过焊接方式直接安装在高炉炉壳(16MnR)上,是典型的异种金属材料连接方式,充分利用两种材料的性能和特性,不仅满足工作条件对材质的不同要求,也能够发挥材料的性能优势[1]。
在铜与钢焊接中,铜与钢的熔点、导热系数、线膨胀系数和力学性能都差异明显,容易在焊接接头中产生应力集中,产生焊接缺陷;另一方面,铜与钢的原子半径、晶格类型、晶格常数及原子外层电子数目等较为接近,且铜与铁属于在液态时无限互溶,在固态下虽为有限固溶,但并不形成脆性金属间化合物,而是以α+ε的双相组织形式存在,这是二者实现焊接的基本依据[2]。因此,只要采取合理的工艺措施,克服前述的铜与铁在物理性能上存在差异的困难,即可获得合格的焊接接头。
2 施工方法
根据安装工艺要求将损坏的紫铜水箱从高炉炉壳拆除,再将新的紫铜冷却水箱回装。损坏的紫铜冷却水箱如图1所示。为了降低和避免焊接应力对焊缝的影响,产生焊接裂纹,同时改善施工工作条件,保证焊接质量和工期,决定采用以下施工方法进行施工。

图1 损坏的紫铜冷却水箱
(1)在制造车间,将新紫铜冷却水箱与炉壳等厚的16MnR钢板(δ=40 mm)焊接制成一个组合工件。
(2)在高炉施工现场,由组合工件与高炉炉壳直接焊接。
3 焊接工艺
3.1 坡口形式
由于紫铜冷却水箱与炉壳是不等厚焊接结构,为了降低焊缝应力和控制焊缝金属的熔合比(焊缝金属中铁含量10%~43%[3]),对16MnR钢板进行单面削薄厚板边缘处理,采用对接接头[4],如图2所示。为了保证组合工件与炉壳(16MnR)焊缝根部焊透,在炉壳坡口底部加垫扁铁,坡口形式及尺寸如图3所示。
3.2 预热
认真检查和清理坡口表面及两侧约30 mm区域的油污、水、氧化物及杂物,直至露出金属光泽,焊前分别对其进行预热:组合工件焊接预热温度为650℃~700℃,焊接过程中用纤维保温棉包裹进行保温[5];组合工件与炉壳的焊接预热温度为100℃~150 ℃[6]。
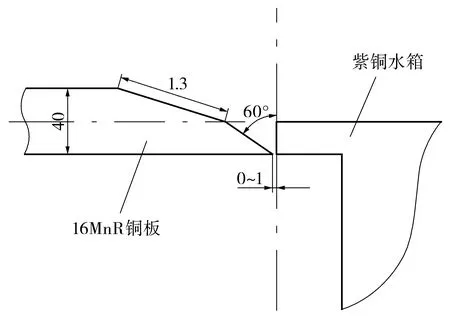
图2 组合工件的坡口形式
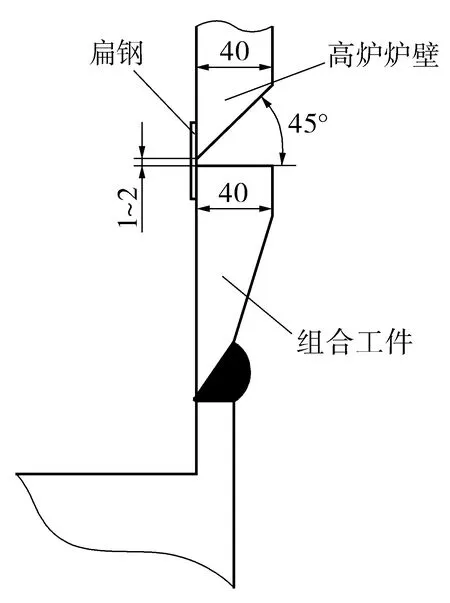
图3 组合工件与炉壳的坡口形式
3.3 焊接方法和工艺参数
组合工件采用钨极氩弧焊(TIG),施焊时严格执行焊接工艺,用耐火纤维板对工件进行包覆和隔热,同时对坡口区域进行充氩保护,大电流施焊,焊接工艺参数见表1。
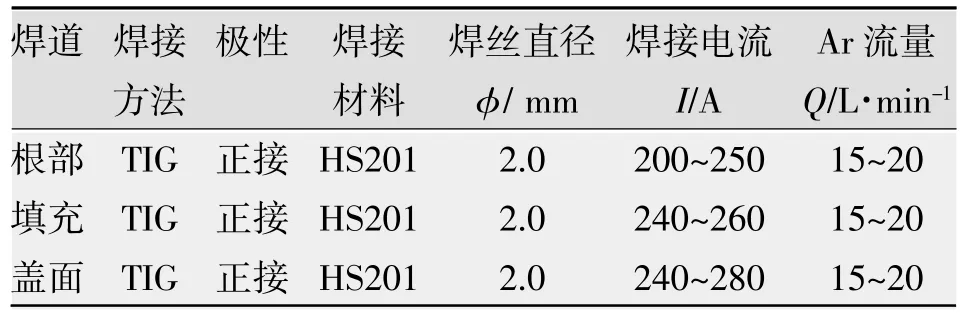
表1 组合工件的焊接工艺参数
在高炉施工现场,组合工件与炉壳的焊接方法为焊条电弧焊,焊接工艺参数见表2。
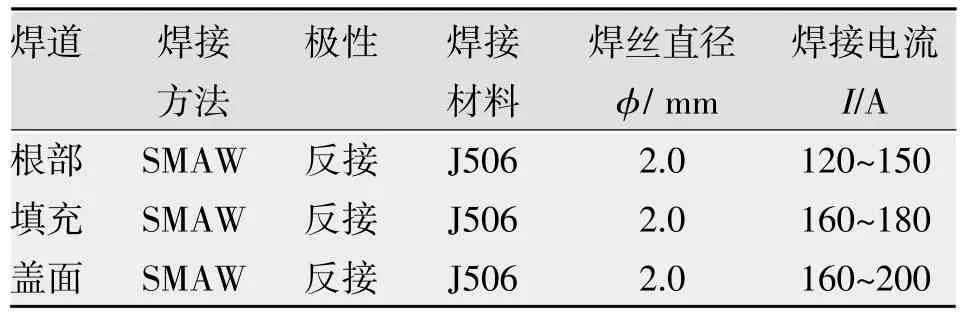
表2 组合工件与炉壳(16MnR)的焊接工艺参数
3.4 焊后处理
组合工件的焊缝焊接完毕后,采用耐火纤维板将工件包覆和隔热,进行保温缓冷,减少焊接应力,防止裂纹产生。组合工件与高炉炉壳的焊缝焊接完毕后,让其自然缓冷。
3.5 检验和安装
组合工件的焊缝完全冷却后,对其进行焊缝检查,焊缝表面应无气孔、杂渣、裂纹、未熔合等焊接缺陷,然后进行渗透探伤,探伤合格后方可进行下一步的现场安装。
组合工件与炉壳的焊缝表面应无气孔、杂渣、裂纹、未熔合、焊瘤等缺陷,经检查合格后方可进行下一步的冷却水管安装。现场紫铜冷却水箱安装如图4所示。

图4 回装的紫铜冷却水箱
4 结论
采取此施工工艺,工件的焊缝成形美观,表面无未熔合、裂纹、气孔、杂渣等缺陷,公司按质、按期完成紫铜冷却水箱的更换,圆满完成检修任务,获得甲方的一致好评。现高炉已经顺利运行2年,工件状况良好,未发现异常情况,积累了丰富的施工经验,取得较好的经济效益。
[1]李亚江,王娟,刘鹏.异种难焊材料的焊接及应用[M].北京:化学工业出版社,2004.
[2]高禄,栗卓新,李国栋,等.铜-钢异种金属焊接的研究现状和进展[J].焊接,2006(12):16-19.
[3]中国机械工程学会焊接学会.焊接手册(第2卷)—材料的焊接[M].北京:机械工业出版社,1992.
[4]中华人民共和国国家质量监督检验检疫总局中国国家标准化管理委员会.压力容器[M].北京:中国标准出版社,2012.
[5]常静.纯铜与Q235的焊接在酒钢高炉检修中的应用[J].焊接技术,2006,35(6):77-78.
[6]周振丰.焊接冶金学(金属焊接性)[M].北京:机械工业出版社,1995.
Welding of red copper and 16MnR dissimilar materials on the blast furnace
HUANG Daotao1,HUANG Sheng2
(1.The Special Equipment Inspection and Research Institute of Guangxi Zhuang Autonomous Region,Nanning 530219,China;2.Construct Company,Guangxi Liuzhou Iron&steel Co.,Ltd.,Liuzhou 545002,China)
The welding of red copper and 16MnR steel dissimilar metal materials applied in the repair of red copper water-cooling wall on 3#BF.According to the welding characteristics of red copper and 16MnR steel dissimilar metal materials,the new red copper cooling water tank and 16MnR steel plate with same thickness of the furnace shell(δ=40 mm)are welded into a assembly workpiece in workshop,and then the workpiece are directly welded with the blast furnace shell on site.Processing proper welding groove and choosing reasonable welding technology successfully solve the welding problems of red copper and steel 16MnR material.This method is applied in the repair of red copper water-cooling wall of blast furnace,and the red copper cooling water tank is replaced on time with good quality,and a favorable reception is given by Party A.
copper-steel;dissimilar material;welding
TG457.1
B
1001-2303(2017)09-0108-03
10.7512/j.issn.1001-2303.2017.09.24
本文参考文献引用格式:黄道涛,黄晟.高炉上紫铜与16MnR异种金属的焊接[J].电焊机,2017,47(09):108-110.
2017-05-15
黄道涛(1982—),男,工程师,学士,主要从事压力容器检测检验和焊接技术应用的研究工作。E-mail:huang_8374147@163.com。
