包络技术在滚动轴承早期故障诊断中的应用
2018-01-02李志文
李志文
(岳阳林纸股份有限公司,湖南岳阳 414000)
包络技术在滚动轴承早期故障诊断中的应用
李志文
(岳阳林纸股份有限公司,湖南岳阳 414000)
加速度包络技术的检测原理,结合设备故障的实际诊断案例,说明加速度包络技术对冲击信号的高度敏感,对检测轴承早期故障有独特的优势。
加速度包络;频谱分析;轴承故障频率
10.16621/j.cnki.issn1001-0599.2017.05.61
0 概述
轴承(注:以下如无特别说明,均特指滚动轴承)运行的稳定性对机器设备的稳定运行起着重要作用。因此,人们对轴承的运行状况不再满足于“好”与“坏”的判断,而是希望在轴承出现早期故障时发现异常,让生产人员有足够的时间来合理制定生产计划,优化维修策略,使经济效益最大化。轴承早期故障的诊断方法有加速度包络,冲击脉冲,声发射等,其中加速度包络因诊断的实用性和准确性,在实际生产中得到了广泛的应用。
1 加速度包络技术原理
加速度包络技术是利用共振解调法将轴承故障产生的高频加速度信号移到低频段来分析,避免了低频信号的干扰,并能准确诊断轴承具体故障的元件。以轴承外圈故障为例说明加速度包络技术的检测原理。
图1为轴承外圈故障示意图,每当滚动体滚过故障位置时,都将对轴承外圈产生1次冲击,理想冲击信号的数学表达式见式(1),进行傅立叶变换后得式(2)。

式(2)的物理含义是理想的冲击信号在所有频段上都具有相同的强度,图形表达见图2。根据冲击信号的这一特点,当滚动体滚过故障处时所产生的冲击能量必将覆盖到轴承外圈的固有振动频率,并激发出轴承外圈的固有振动,如图3所示。

图1 轴承外圈故障示意

图2 冲击信号频域图
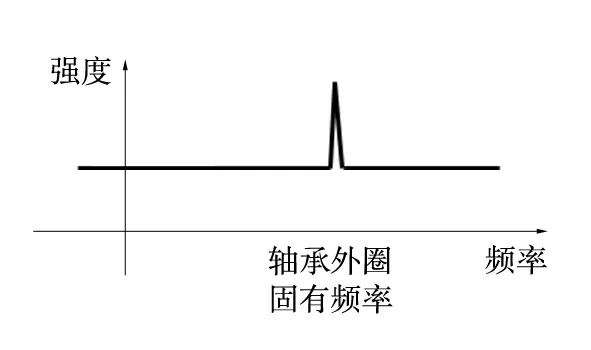
图3 轴承外圈固有振动激发
由于阻尼的存在,固有振动将按指数规律进行衰减,此固有振动的频率一般为几kHz至几十kHz。其衰减信号如图4所示。

图4 自由振动衰减信号
由于轴承运转的周期性,冲击信号呈周期性出现,但该信号具有高频(频率高)低能(能量低)的特点,很容易淹没于机器运行、噪声等所产生的信号中而不易被发现。因此,在分析原始加速度信号前,先要对加速度信号进行滤波处理,过滤掉低频信号,提高信噪比,然后再对高频信号中的周期成分进行包络检波,得到冲击信号的出现频率,从而判断轴承故障。信号处理过程如图5所示。
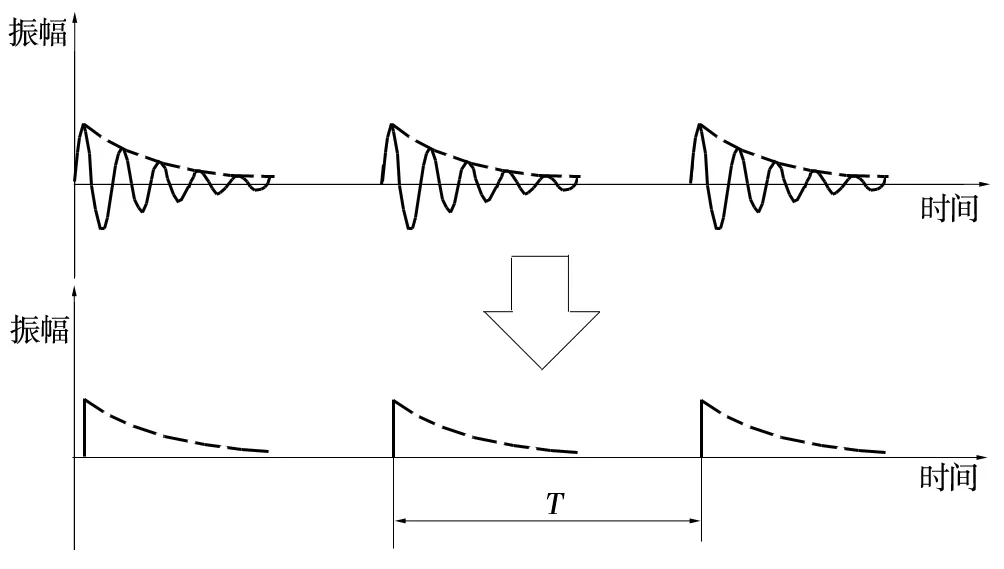
图5 包络检波原理
图中“T”是包络检波后得到的冲击信号的出现周期,根据频率与周期的倒数关系,可得到冲击信号出现的频率。如果冲击信号出现的频率与轴承外圈的故障频率相同,就说明轴承外圈出现了故障。因为滚动体每滚过故障处,就必将对轴承外圈产生1次冲击,使外圈产生固有频率振动,而滚动体滚过故障处的频率就是轴承故障频率。轴承内圈的加速度包络分析与此相同。
2 加速度包络技术的实际应用
应用加速度包络技术,不仅可以判断轴承早期故障,还可以判断轴承的具体故障元件。以下结合实际检测案例说明此项技术的具体应用。
2.1 胸辊轴承故障
(1)异常现象。三抄车间网部胸辊的振动值由0.5 mm/s突然上升到1.5 mm/s,且传动侧轴承油脂发黑,但轴承运行平稳,无明显异响。
(2)包络分析。振动数据显示,轴承的加速度包络谱存在明显的异常。频谱见图6。
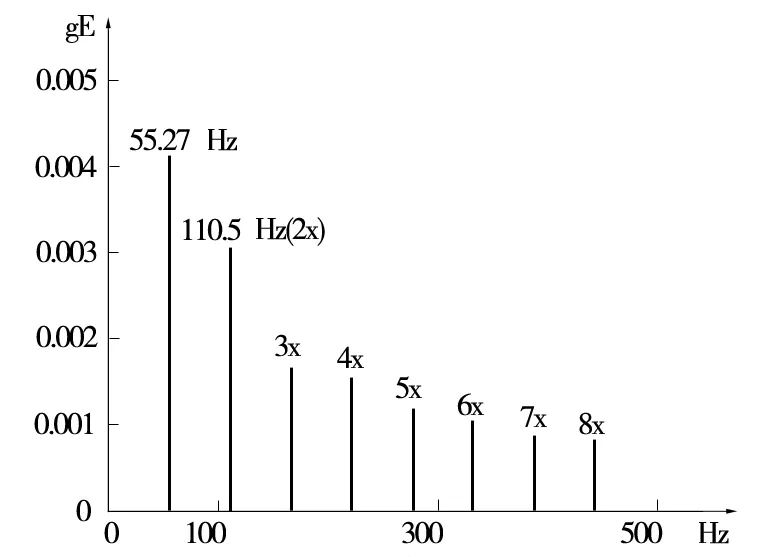
图6 胸辊传动侧轴承加速度包络谱
从图6可以看出,引起胸辊振动上升的主要原因为频率为55.27 Hz的振动,该振动还产生了基于主振频率的多次谐波。根据轴承型号与胸辊转速,计算得出轴承外圈故障频率为55.27 Hz,与该频率相符,说明轴承外圈出现故障。但该频率的振动幅值很小,说明轴承故障应处于早期。
根据诊断意见对胸辊进行监护运行,半年后胸辊因为辊面问题下机,检查轴承发现轴承外圈有明显擦伤迹象,见图7。
轴承实际检查结果验证了此前的判断。根据轴承的检查结果,判断轴承未到更换周期还能继续运行。

图7 轴承外圈擦伤
2.2 干燥部帆布辊轴承故障
(1)异常现象。1台年产20万t,设计车速1500 m/min的高速纸机,运行过程中干燥部一帆布辊振动异常。
(2)包络分析。在对帆布辊两侧轴承振动数据进行分析后,发现传动侧轴承加速度包络谱有明显异常,存在明显的轴承故障频率,并且还出现了边频带,见图8。

图8 帆布辊包络谱
图8数据表明,故障频率为145.6 Hz,并产生了基于该频率的多次谐波。通过计算,该频率为轴承内圈故障频率。并且在主频两边还出现了基于辊子转频的边频带,说明冲击信号明显。虽然冲击信号明显,但信号的幅值总体来说都较小,因此,判断轴承故障处于前期,可以监护运行。
根据诊断结果,并未立即采取维修措施。之后,利用停机时间更换该轴承时,发现轴承内圈有一处约1 mm×2 mm大小的表层金属剥落,见图9。轴承检查结果与诊断结果基本一致。

图9 轴承内圈剥落
2.3 齿轮箱轴承故障
(1)异常现象。某纸机因伏辊齿轮箱振动大,长期以来只能被迫低于额定车速运行。齿轮箱直接安装在辊子上,结构如图10所示。
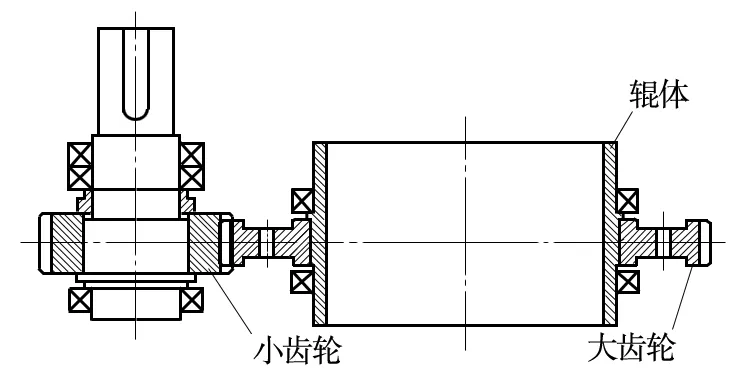
图10 齿轮箱结构示意
(2)包络分析。通过对齿轮箱的振动数据分析,发现齿轮箱输入端加速度包络值达到30 gE,严重超标。包络谱如图11所示。
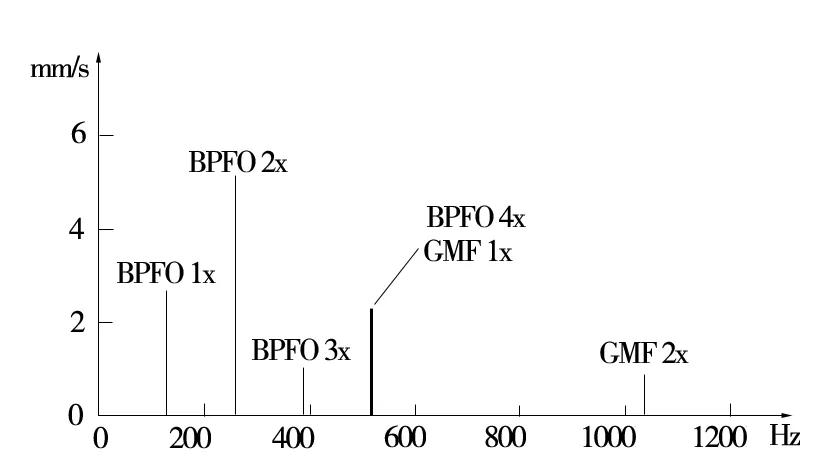
图11 加速度包络谱
从图11中数据分析,轴承外圈故障频率(BPFO)的4×频与齿轮啮合频率(GMF)几乎重合。说明激起轴承故障频率的冲击能量与齿轮啮合时所造成的冲击能量是同步的,进一步计算发现,这种同步与车速无关,它随车速而变化,并时刻保持同步。这种同步使设备产生了类似共振的振动,制约了纸机的提速。
根据论断结果,重新采购了齿轮箱备件,并对齿轮箱内部结构进行了重新设计。新备件安装后,纸机提速正常,运行情况良好。
3 结语
加速度包络技术对冲击信号非常敏感,对检测轴承早期故障有独特的优势。但在实际运用中必须注意,当轴承故障发展到中后期时,此时由于滚道磨损、剥落严重,滚动体滚过故障处时将很难产生冲击能量,这样在加速度包络谱中反而很难检测到轴承故障信号。因为此时轴承的故障频率主要表现为通过频率,而非冲击能量所激起的轴承故障频率。因此,在对轴承进行故障诊断时,还需要结合速度谱进行分析,单纯依靠加速度包络分析易产生漏判和误判。
TH133.33
B
〔编辑 李 波〕
