ATLAS拧紧机自主改造及优化
2018-01-02张炜澍李金成
张炜澍,李金成
(一汽解放汽车有限公司无锡柴油机厂,江苏无锡 214000)
ATLAS拧紧机自主改造及优化
张炜澍,李金成
(一汽解放汽车有限公司无锡柴油机厂,江苏无锡 214000)
无锡柴油机厂6DL装配线S350梯形框架拧紧机已使用12 a,拧紧频次达600万次。机械系统老化严重,故障频发,质量隐患较大。改进梯形框架拧紧机,提高螺栓精度及稳定性。
发动机装配线;拧紧机;自主改造;程序
10.16621/j.cnki.issn1001-0599.2017.05.45
0 引言
随着国内发动机行业不断发展,对于发动机装配质量的要求越来越高,发动机装配线上的拧紧机更新换代成为一个热点。以一汽锡柴S350梯形框架拧紧机为例,依托自身力量,将ATLAS QMX拧紧系统自主改造成QST拧紧系统,打破进口拧紧机厂家设备技改技术垄断.提升维修团队拧紧机自主改造能力,积累自主改造经验,降低企业设备技改费用支出。
1 拧紧机的作业内容和总体结构
S350梯形框架拧紧机共有5把拧紧轴,适用于6DL/4DL的2种机型,目标扭矩为39 N·m和45 N·m。6DL梯形框架分6次拧紧,共25颗螺栓。6DL钢板分6次拧紧,共18颗螺栓;4DL钢板分4次拧紧,共13颗螺栓。柴油机到位后,RFID读取柴油机机型信息并发送给PLC,PLC将该型柴油机所调用的程序号发送给拧紧机,拧紧机调取相应程序进行顺序拧紧,拧紧合格后才能进行下一组螺栓的拧紧,拧紧不合格时红灯报警。拧紧完成后PLC把拧紧数据与机型号、序列号绑定后通过以太网上传给数据采集服务器(图1)。
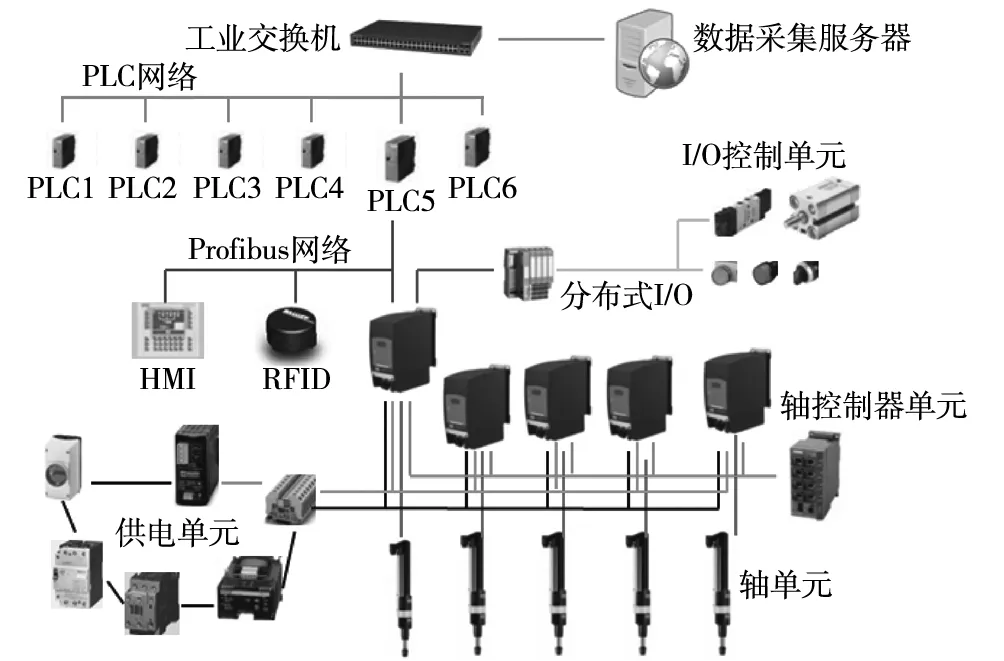
图1 硬件拓扑
2 自主技改备件选型及机械设计
2.1 备件选型
由于梯形框架螺栓的目标扭矩为45 N·m和39 N·m,选用扭矩范围为0~90 N·m的ATLAS QST拧紧轴,结合梯形框架螺栓的分布情况,选用3把直轴QST50-90CT和2把偏置轴QST50-90CT。
2.2 机械设计
根据新枪和手柄的尺寸结构及安装特点重新设计制作机械工装(图2)。
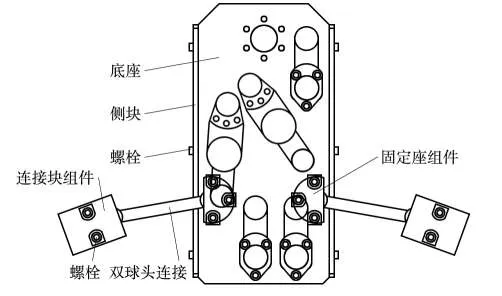
图2 机械工装图纸
3 自主技改电气系统改造
3.1 拧紧机电柜改造
(1)控制器安装方式改造。根据新控制器的尺寸和结构特点需要在电柜上重新打孔安装固定。
(2)控制器供电单元改造。旧控制器须同时提供24 V和380 V电源,新控制器有供电单元,能自身提供24 V电源,只需提供380 V给供电单元。并且供电单元带有滤波功能,380 V供电时无需经过滤波器。
(3)控制器电气线路改造(图3)。①电源开关盒给5台控制器供380 V,②主控制器输出急停电缆,接入4台副控制器,③主控制器与ATLAS面板建立I/O bus通信,进行人机交互,④5台控制器与交换机建立Ethernet通信,进行数据交换,⑤主控制器与PLC5建立PROFIBUS通信,使拧紧机与ABB装配线建立数据交互。
(4)控制器IP地址设定。设定主控制器为System TC。将主控制器设为TC Number1,IP地址配置为192.168.0.1;其他副控制器设为 TCNumber2—TCNumber5,IP地址配置为192.168.0.2-192.168.0.5

图3 控制器电气线路改造
3.2 电气程序改造
3.2.1 线体PLC硬件组态改造
在原有硬件组态基础上导入QST拧紧机GSD文件。PROFIBUS节点地址、诊断地址、通信报文、I/O地址的分配必须与QMX拧紧机GSD文件保持一致(图4)。

图4 PLC硬件组态
3.2.2 设计并优化ATLAS QST系统PM4000程序
由于ATLAS QMX系统和QST系统所用拧紧软件不同,导致QMX拧紧系统的程序不能用于QST拧紧系统,也无法将老的拧紧程序移植,因此需新建QST系统PM4000程序。
(1)PM4000软件新建拧紧系统,站地址、PLC byte I/O、Date byte I/O必须与硬件组态中分配的地址保持一致。
(2)编写45 N·m和39 N·m的拧紧程序,并在Mode Table内设置对应的程序号。
(3)在软件上方菜单栏Report内点击Fieldbus1,设置拧紧机上传给线体PLC扭矩、转角的数据类型和长度,PLC接收扭矩角度后上传至西门子HMI和数据采集服务器。
(4)点击软件内PLC Program,设置Fieldus变量表,输入输出点的定义必须与线体PLC一一对应。
(5)分配拧紧机本体I/O地址,用于上升下降拧紧反松合格不合格指示灯等。
(6)重新设计并优化PM4000底层控制程序。①设置上升下降正反转程序。②优化顺序拧紧及屏蔽轴程序。由于梯形框架共有3种规格,分别为25颗、18颗、13颗螺栓,因此5把拧紧轴在拧紧不同规格梯形框架时需规范相应的拧紧顺序和具备各自的屏蔽轴功能。而25颗螺栓的梯形框架能完全覆盖其余两种梯形框架的螺栓位置,所以改造中以25颗螺栓为基准,将25颗螺栓对应各自的拧紧轴,分布拧紧过程中调取相应的螺栓进行工作。首先 程 序 中 针 对 3种 梯 形 框 架 FI_4CylEngineType、FI_6CylEngineType,FI_4CylEngineType1分 配 3个 计 数 器CTUD_1,、CTUD_2,、CTUD_3,运行结果定义为 Counter2,Counter4,Counter6,每一步拧紧完成后运行结果加1。将运行结果与拧紧步骤进行比较,比较结果与拧紧的螺栓进行关联,通过拧紧螺栓的序号来启动拧紧轴(图5)。③设置拧紧指示灯信号。对拧紧机面板上5个拧紧轴指示灯进行设置,正在拧紧的轴亮黄灯,拧紧合格亮绿灯,拧紧不合格亮红灯。④设置轴状态信号。对25颗螺栓的拧紧信号进行设置,设为Running、OK和NOK等3种状态,该拧紧信号可以通过PROFIBUS总线上传至线体PLC,再由PLC上传至西门子HMI和数据采集服务器。

图5 螺栓拧紧程序
3.2.3 新增位置传感器监控系统[1]
利用现有RFID读写技术,增加6套BALLUFF接近开关及其电缆,再通过PM4000编写控制程序,对梯形框架螺栓进行顺序依次拧紧,达到规范操作工拧紧顺序,防止错拧、漏拧的目的,并且实现数据采集系统内螺栓与拧紧数据一一对应。
①在拧紧机上方新增6套BALLUFF接近开关及其电缆(图6虚线框),分别对应梯形框架螺栓6次拧紧位置。②对顺序拧紧程序进行编程,由拧紧机上方的6套BALLUFF接近开关进行位置监控,当BALLUFF接近开关未收到拧紧机正确的位置信息

图6 新增6套接近开关
时,拧紧机无法启动。③建立线体PLC滚道控制系统互锁控制,PLC收到所有接近开关所对应的拧紧数据及OK信号后解除滚道控制系统,操作工可对发动机进行放行。此时PLC把拧紧数据与机型号、序列号绑定后通过以太网上传给数据采集服务器。
4 结束语
通过对S350梯形框架拧紧机的自主改造及优化,提高了梯形框架螺栓拧紧精度,降低了企业技改成本,并创新运用了传感器监控系统来提升柴油机质量控制能力,杜绝错漏拧事故发生。此次自主改造的成功实施打破了进口拧紧机厂家的技术垄断,使企业在拧紧机技术改造领域不再受制于人,也为今后的拧紧机自主改造夯实基础。
[1]徐科军.传感器与检测技术第3版[M].北京:电子工业出版社,2011.
U468.2+3
B
〔编辑 凌 瑞〕
