烘干筒弹簧连接板开裂原因分析及处理
2018-01-02李江
李江
(马鞍山钢铁股份有限公司港务原料总厂,安徽马鞍山 243000)
烘干筒弹簧连接板开裂原因分析及处理
李江
(马鞍山钢铁股份有限公司港务原料总厂,安徽马鞍山 243000)
分析3.8×35 m高效烘干筒12块弹簧连接板根部出现不同程度开裂现象的原因,给出修复方案和焊接过程中的操作要领。
连接板;开裂;修复
10.16621/j.cnki.issn1001-0599.2017.05.28
1 问题
1台3.8 m×35 m高效烘干混匀机投产使用1 a后,回转弹簧连接板根部出现多道贯穿裂纹(裂纹位置见图1),且裂纹呈现出不断扩散的趋势,设备存在安全隐患。

图1 裂纹位置
2 检测结果及原因分析
2.1 无损检测
采用连续磁化法,对连接板开裂部位进行无损检测(UT)。检测12块连接板后,共发现13处不同程度的裂纹,其中2块连接板左右两侧均开裂,裂纹形貌见图2。
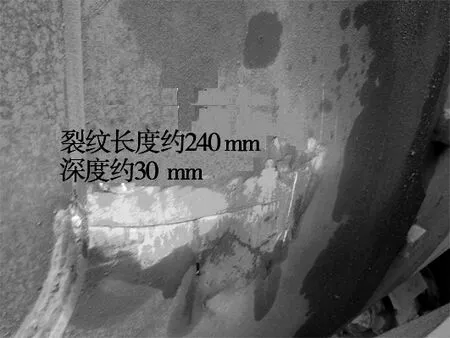
图2 裂纹形貌
2.2 原因分析
通过现场查看,对照图纸分析制造安装过程,从设计、制造、使用等方面入手[1],判断产生裂纹的主要原因。①焊接缺陷。连接板与筒体焊接工艺不合理,焊缝过长,连接板两侧焊缝超过倒角,造成开裂处应力集中。②长期超负荷运行。烘干筒自投产以来,基本是满负荷运行,冬雨季甚至超负荷运行,作业强度高,连续作业时间长,导致连接板出现疲劳损伤。③连接板材料不符合要求。连接板材料为Q235,强度较低,不适合应用于有交变应力的回转连接。连接板应选择具有较高强度和综合性能的低合金结构钢。
3 解决方案
3.1 工艺流程
工艺流程:施工机具准备→烘干机停止使用→搭建脚手架→确认处理位置→打止裂孔→清除裂纹→UT探伤检验→安装、焊接补强板→拆除脚手架→交工恢复生产。
3.2 施工步骤
(1)施工机具准备完毕后,将烘干混匀停机并转动到施工位置,搭建操作平台。
(2)将待处理区域污物清理干净。
(3)由专业检测公司采用无损检测的方法,确认裂纹的具体位置。采用角向磨光机清理裂纹附近区域,打磨至露出金属光泽。裂纹两侧各200 mm范围内不得有油污、油漆、铁锈、焊疤、氧化壳等杂物。
(4)由于裂纹的位置无法使用磁力钻在裂纹两端打止裂孔,使用碳弧气刨在裂纹端部打止裂孔,打孔直径10~14 mm,打孔位置由无损检测确认裂纹端部的标记为准。
(5)裂纹清除采用碳弧气刨方式,碳弧气刨工艺参数:碳棒直径8 mm,电弧长度1~3 mm,空气压力0.6~-0.8 MPa,电流400~ 500 A。清除后用角向磨光机,将气刨过程产生的氧化物和碳化物打磨干净。清除后的坡口形状尺寸见图3。

图3 清根处理后的坡口形状尺寸
如图3所示,清除裂纹采用Φ8 mm碳棒,贯穿性裂纹需清除到根部并预留2~3 mm间隙以保证焊透,所有裂纹完全清理完毕后,再进行焊接。
3.3 焊接
(1)焊接工艺。①采用焊条电弧焊工艺。②焊接设备使用ZX7-400焊机。气刨使用ZD5-1000多功能弧焊整流器。③主材为 A3,焊材采用 E4315焊条或 E4316焊条。焊材均需有质保书,焊前使用焊条烘干箱烘干,烘干温度 350~400℃,保温2 h,烘好的焊条放在 100℃的保温筒内,随用随取。严禁使用受潮的焊条,焊条技术条件应符合现行国家标准的规定。④焊接工艺参数见表1。

表1 电弧焊焊接工艺参数
(2)技术要求。裂纹清理时要彻底,不得有残留存在。焊接时,层与层之间的焊渣清除干净,焊接过程中发现有熔合不好或其他缺陷时必须立即打磨清除干净后再继续施焊;返修焊接至平齐于母材即可。焊接速度根据焊缝与母材的熔合情况控制,焊接过程中采用风动扁铲对每层焊道进行清渣及捶击处理,以消除部分焊接应力。焊接完毕后,焊缝表面不得有裂纹、夹渣、气孔等缺陷。

图4 补强板
(3)安装、焊接补强板。待裂纹补焊焊缝焊接完毕后,将高出母材的焊缝打磨至与母材平齐,然后安装补强板,补强板安装、焊接示意见图4。补强板采用14 mm厚钢板气割下料加工而成。安装时覆盖于弹簧板,焊接时焊接补强板两侧搭接角焊缝,焊脚尺寸12 mm连续焊缝,补强板两端面不焊。焊条采用E4316或 E4315焊条,工艺与处理裂纹焊缝相同。
(4)焊后表面清理。焊后将焊缝表面及周围区域的所
有临时支撑拆除,将焊疤、焊接飞溅物等用角向磨光机打磨干净。
(5)焊后检验。外观检查:焊缝表面不允许有裂纹、焊瘤、气孔、夹渣等焊接缺陷的存在。内部检测:内部检测主要用于补焊裂纹焊缝的检测(安装补强板之前),焊缝进行100%超声波探伤,检查等级 B级,钢焊缝手工超声波探伤方法和探伤结果分级(JB/T 4730—2005),缺陷评定等级≥Ⅰ级。
4 修复效果
经过加固后的连接板,使用效果较好,裂纹修复近1年,未发现新的裂纹产生,排除了设备运行中存在的安全隐患,确保设备安全运行。
[1]宓为建,刘园,沈一飞.大型港口机械结构稳定性与裂纹控制技术[M].上海:上海科学技术出版社,2014.
TF321.1
B
〔编辑 李 波〕
