设备电气故障处理实例
2018-01-02薛晓勋曹荣原
薛晓勋,曹荣原
(1.河南省西峡汽车水泵股份有限公司动力科,河南西峡 474500; 2.西峡县供电公司信通运维部,河南西峡 474500)
设备电气故障处理实例
薛晓勋1,曹荣原2
(1.河南省西峡汽车水泵股份有限公司动力科,河南西峡 474500; 2.西峡县供电公司信通运维部,河南西峡 474500)
设备电气的3个故障处理实例,CA6140型卧式车床启动主轴电机后,电源开关闸跳,汽车水泵高低温性能试验设备漏电保护装置动作,NBV1060型立式加工中心Z轴过载伺服报警。指出经验主义及思维定式有时会扩大设备故障。
设备;电气故障;处理
10.16621/j.cnki.issn1001-0599.2017.05.25
(1)1台CA6140型卧式车床,按启动按钮SB2启动主轴电机后,主轴电机接触器KM触头熔焊、电源开关QF跳闸。测量电源电压、热继电器FR1、主轴电机绝缘以及相间阻值均未发现问题,常规检查之后按照以往经验更换接触器KM。更换此接触器后重新启动主轴电机,接触器依然有触头熔焊现象并伴随QF跳闸。分析车床电气控制线路图(图1,其中,G1~G11为测量点),采用短路法查找故障点,短接G6和110 V,再次更换接触器后重新启动主轴电机,一切正常。逐步缩减短接范围,最终确定故障点在挂轮箱限位开关SQ1上。原来,挂轮箱紧固螺栓松动,当启动主轴电机后,由于机床振动,导致SQ1没能被挂轮箱箱盖可靠压合,SQ1常开触点接触不良,其短时间高频次接通、断开,致使KM未能牢固吸合,其动静触点之间产生大电流,最终导致接触器触头熔焊、QF跳闸。

图1 CA6140型卧式车床电气线路
(2)实验室1台汽车水泵高低温性能试验设备,正常运转时可以模拟出-40~140℃的环境工作温度,其制冷单元由一级、二级制冷两个额定电压380 V的压缩机组成。故障现象:打开一级制冷时,漏电保护装置动作。检查发现,一级制冷电气控制箱里面有水渍,并且并联在压缩机电机接线端子上的散热风扇电机线有两相被烧断。对电控箱做烘干处理,重接风扇电机线,测量绝缘及阻值正常,合上总电源后发现动力柜A,B相电流约50 A,C相电流约5 A,但此时实验设备并未运行任何实验程序,即无载荷。根据以往经验,此电流表为指针式电流表,该设备运行多年,可能表头游丝特性发生变化,未能归零所致,所以当时也没有采取其他措施。0.5 min后,动力柜内一空开跳闸,经检查测量发现,一级制冷压缩机线圈烧毁。原来,压缩机及风扇电机的运转均由固态继电器SSR控制,压缩机电控箱进水后,导致风扇电机接线端子短路以及漏电保护装置动作,此时,固态继电器SSR的A,B相已经击穿,接通总电源后并不需要运行程序,一级制冷压缩机已经在缺相状态下直接运行,并致最终烧毁。更换新的压缩机及固态继电器后设备才正常运转。
(3)1台NBV1060型立式加工中心,FS 0i Mate-MC系统,采用BT40型圆盘式刀库。当时现场情况是:显示屏只有1个Z轴过载伺服报警,换刀臂停在接近扣刀的位置,Z轴相对于换刀点(第二原点)明显下移,机械手有轻微变形。根据以往经验,用扳手把换刀臂盘回原点位置,校正机械手变形部位,修改D参数中的D0008(机械手换刀步骤)为0,各轴重新回零。刀具表置零后在MDI方式下执行循环换刀指令,试机0.5 h始终正常,之后就让操作工继续工作,但第二天出现较大问题。换刀臂横在中间位置,扣刀爪一端向上高高翘起,另一端被主轴箱往下挤压,换刀臂已严重变形。机修工拆解后发现换刀臂报废,凸轮箱内花键轴及径向球轴承损坏,造成严重的停机事故。认真分析操作人员讲述机床发生故障时的细节,发现一个重要线索,即换刀臂不在原位的情况下,手动方式Z轴居然可以移动。后来尝试MDI以及AUTO方式模拟换刀臂不在原位的情况下,发现Z轴仍然可以执行向下移动指令,正常情况下机械手没在原点位置时NC会有报警信号,同时系统会执行Z轴锁定指令。查看参数ITX<3003#2>为1:各轴互锁信号无效。查看梯形图发现换刀臂仅在D0008=2(机械手扣刀步骤)、D0008=4(机械手插刀步骤)、D0008=6(机械手回原点步骤)时,且需要同时满足 X7.5=1,X7.3=0,X7.4=1才能分别有一个位置异常报警。如果在自动加工过程中,机械臂回原点时因为某些原因偏离了原点位置,这样的情形肯定会发生严重干涉的。修改参数 3003#2为 0使各轴互锁信号有效,但机床准备就绪后Z轴不能被移动,说明此台设备在出厂时所用梯形图(图2)存在问题,圆盘式刀库的部分I/O地址见表1。
修改后的梯形图加入4个各轴锁定条件,即X7.3,X7.5,X4.7等3个常开触点以及X7.4常闭触点(图3)。确保换刀臂分别停留在中间点、刹车点、非原点位置和刀库刀套下翻时各轴是处于锁定状态的。在随后的自动换刀过程中,人为模拟出各种换刀突然终止情形,换刀臂均需回到原点位置及刀套上翻后才能解除各轴互锁。

图2 修改前梯形图
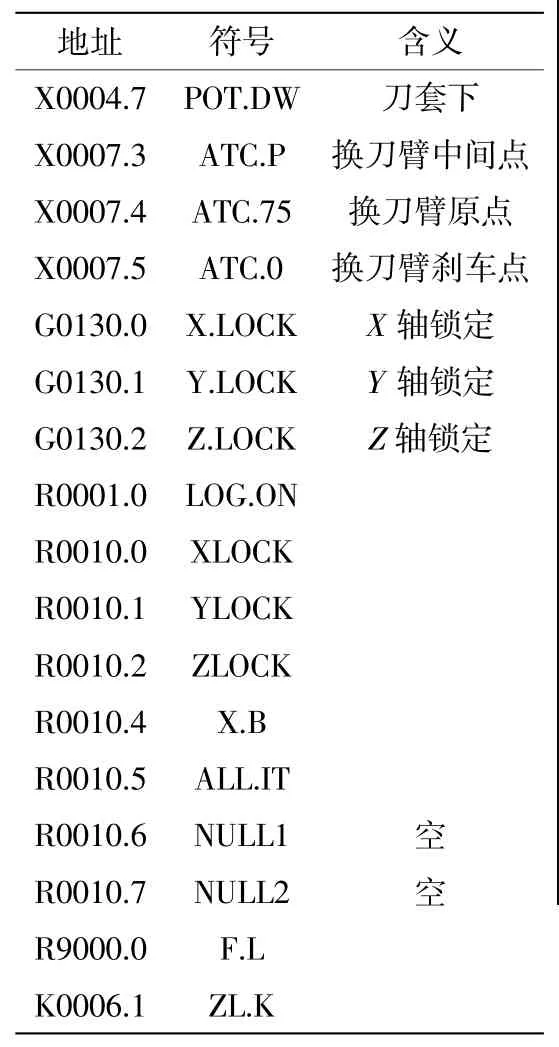
表1 圆盘式刀库的部分I/O地址
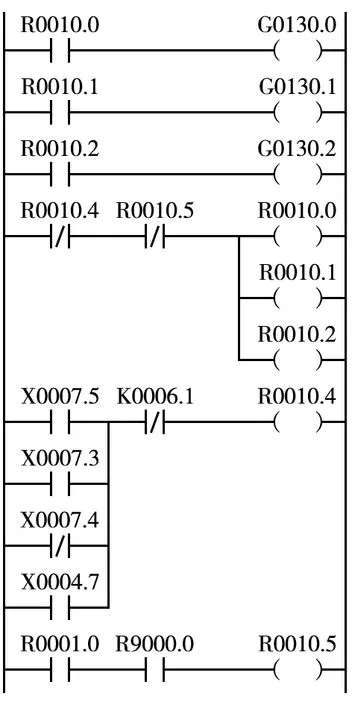
图3 修改后梯形图
[1]陈贤国.数控机床PLC编程[M].北京:国防工业出版社,2010.
TM507
B
〔编辑 凌 瑞〕
