激光直接金属沉积工艺能效的田口试验研究
2018-01-02袁丰波韦海英吴家柱
袁丰波,韦海英,黄 矗,吴家柱,张 屹*
(1.湖南大学 汽车车身先进设计制造国家重点实验室,长沙 410082; 2.湖南大学 机械与运载工程学院,长沙 410082; 3.湖南大学 智能激光制造湖南省重点实验室,长沙 410082)
激光直接金属沉积工艺能效的田口试验研究
袁丰波1,2,3,韦海英1,2,黄 矗1,2,3,吴家柱1,2,3,张 屹1,2,3*
(1.湖南大学 汽车车身先进设计制造国家重点实验室,长沙 410082; 2.湖南大学 机械与运载工程学院,长沙 410082; 3.湖南大学 智能激光制造湖南省重点实验室,长沙 410082)
为了研究金属激光直接沉积工艺过程中工艺参量对工艺能效的影响,采用自主研发的HCX60五轴激光复合制造机床开展工艺能效田口试验,并对其结果进行了信噪比分析、极差分析以及方差分析,得到激光功率、送粉量、扫描速率、提升量以及搭接率对工艺能效的影响主次关系,提出了工艺因素优化组合。结果表明,送粉量对工艺能效的影响最为显著,最佳参量组合为激光功率P=500W,送粉量f=28g/min,扫描速率v=600mm/min,提升量h=0.6mm和搭接率λ=30%。这为研究增材制造工艺参量对工艺能效的作用及影响规律提供了理论借鉴和实验基础。
激光技术;工艺能效;田口试验;激光直接沉积;增材制造
引 言
制造业耗能巨大、而制造工艺过程中有效能量利用率极低一直是产业和研究领域亟待解决的问题。能耗作为推动制造业发展的重要瓶颈要素,很早就成为制造领域的主要研究问题之一,近年来,随着节能减排问题的突出,如何降低制造业总能源消耗及改善工艺过程的能量效率,涵盖了传统制造工艺及新兴制造工艺的能量效率均须进行充分论证[1-2]。金属激光直接沉积增材制造是利用高能密度的激光将金属粉末熔化并沉积形成3维立体零件的高新制造工艺[3-4],它具有激光制造过程中的高能量密度、易操作、高柔性以及高能耗的特点[5]。因此,从工艺过程的物理特性及工艺参量的角度对金属激光直接沉积增材制造工艺过程能效开展试验研究,将有利于降低制造过程能耗、提高能效。
能效研究是一种有效降低制造能耗的研究方法。工艺能效按研究对象层级主要分为工艺层、设备层、生产线层与车间层这4个层级水平,其中工艺层的能效研究更受研究关注[2, 6]。目前,工艺能效的研究方法主要有基于工艺过程资源的输入输出(input-process-out,IPO)方法[7-9]、基于工艺试验的统计方法[10-12]以及基于能量输入与工艺输出的比能方法[13-14]。采用IPO方法研究能耗,有利于对制造工艺过程的资源和能源消耗进行描述[9],但是该方法存在制造工艺过程被视作能量输入输出“黑箱”的问题,无法揭示工艺过程能量转换本质并开展能耗降低研究。采用基于工艺试验的统计方法开展能耗研究,则有利于探究多工艺参量与多工艺目标的关系。参考文献[7]中建立了基于工艺试验研究分析和多响应面加工参量优化方法的加工工艺能效模型,能够有效降低制造过程电耗13.55%,提高设备寿命22.12%。但是采用统计方法建立的能耗模型一般为基于实验的经验模型,适用范围有限。基于比能的方法能有效地将工艺输入与那些难以被定义的工艺输出进行联系,进而能方便地判断工艺能效的高低。DRAGANESCU等人[11]采用比能方法,通过研究聚合物粉末和酚醛树脂颗粒激光烧结过程中的直线几何行为特征,测量体积生长率与能量密度描述烧结特性,从而确定了聚合物粉末激光烧结工艺过程的能耗特性。鉴于IPO方法无法揭示工艺过程能量“黑箱”以及基于工艺试验的统计经验模型存在适用范围局限性的问题,结合比能法具有的将工艺输入与工艺输出进行联系有利于判断工艺能效高低的优点,作者在激光直接沉积工艺能效中,采用比能的方法,并借鉴传统机床加工中基于材料去除率的比能方法[15-18],将该方法拓展至新工艺领域中,来研究金属激光直接沉积增材制造的工艺能效。
同时,为定量研究激光直接沉积工艺参量与工艺能效的关系,将建立金属激光直接沉积过程的能效函数,并开展正交试验研究和分析工艺参量对金属激光直接沉积制造工艺能效的影响度,为研究增材制造工艺参量对工艺能效的作用及影响规律提供理论借鉴和实验基础。
1 金属激光直接沉积能效函数
金属激光直接沉积过程中,激光作为唯一热源经由透镜组照射并加热同轴输送的粉末,受热的粉末随后进入熔池进一步被透过粉末的激光照射熔化,形成稳定的熔池。为简洁、精确地定量描述和测量激光直接沉积过程中的工艺能效,借鉴传统加工中比能为加工单位体积材料所需的能量,如削加工,常用切削能耗与材料去除率的比值来表示切削能效[15,19],本文中提出了将激光能量输入与材料成型体积的比值作为评价金属激光直接沉积工艺能效的指标,即金属激光直接沉积工艺能效函数表示为:
式中,Eef为金属激光直接沉积工艺能效,P为激光器实际输出的功率,ti为沉积第i层时的激光出光时间,i为沉积过程中的第i层,n为完成零件加工沉积过程所需要沉积的层数,V为沉积完成后零件的体积。
在激光直接沉积工艺过程中,沉积的总层数n以及激光功率P在进行加工前由经验以及正交试验表确定并通过程序设定,故由(1)式可知,测量工艺能效的关键在于测量沉积第i层时的激光出光时间与测量成型零件的体积,可通过在下一节中获得详细测量方法。
2 实验材料及方法
2.1 实验设备及材料
2.1.1 实验设备 激光直接沉积增材制造是一种由激光在沉积区域产生熔池并高速移动,材料以粉末或者丝状送入高温熔池,熔化后逐层沉积的先进增材制造技术。图1为依据该技术进行实验的现场图。如图所示,金属粉末经DPSF-2型双筒送粉器由载粉气流通过管道送至湖南大学与大族激光自主联合研发的HCX60五轴激光复合制造机床的熔覆头,沉积加工所需激光由IPG公司生产的YLS-5000光纤激光器经光纤导入熔覆头进而实现激光金属同轴直接沉积,并利用比色高温计用来实时测量激光直接沉积工艺过程中的激光出光时间,其测量的时间间隔为3ms。这是由于比色高温计通过探头测量的温度能实时反映高温熔池的持续时间与温度波动,而高温熔池的持续时间在时间节点上就是激光的出光时间。沉积过程中需对熔覆头施加保护气,以防止飞溅进入熔覆头损坏设备。试验中,所使用的载气气流与保护气都是氩气,其流量为12L/min。

Fig.1 Experimental site
复合制造机床采用西门子840Dsl数控系统,该数控系统通过控制模拟量的大小来控制激光器的出光功率以及送粉器的送粉量。然而由于数控系统所设定的激光功率和送粉量模拟量分别与激光器和送粉器的实际输出值之间不同,实验前需先对激光器实际输出功率和送粉器实际送粉量与激光功率和送粉量模拟量之间分别进行标定,标定结果如图2所示。如图所示,各参量实际输出与模拟量之间近似成线性关系,对标定结果进行一次拟合,其拟合函数如下所示:

Fig.2 Analog quantity versus actual output
式中,Ps为系统功率模拟量,单位为W;f为送粉器实际送粉量,单位为g/min,fs为系统模拟送粉量,单位为g/min。
这两个拟合函数的相关系数R2值分别为0.9998和0.9931,说明这两个拟合函数的拟合程度高。因此通过这两个式子转换得到的实验数值可靠性高,具有高可信度。为了便于说明,本文中所用参量均采用模拟量。
2.1.2 实验材料 实验的基板材料是尺寸为120mm×120mm×10mm的316L奥氏体不锈钢,实验前先用无水乙醇清洗基板表面并用砂纸打磨处理。输送的粉末为气雾化法制备的316L不锈钢粉末,其粉末粒度为20μm~40μm。二者的化学成分相同,如表1所示。

Table 1 Chemical components of 316L stainless steel
2.2 试验方法
实验过程中,采用交叉扫描的方式对零件进行加工,其扫描路径如图3所示。考虑到沉积过程所需时间较长,为了既节约时间又使成型尺寸不至于太小,设定沉积程序使得成型零件是立方体,其单层沉积的形状是边长为20mm的正方形,沉积层数为25层。当单道沉积激光功率、送粉量以及扫描速率不同时,单道宽度也不同,导致每组成型试样的长宽尺寸也会不同;当提升量较小时,导致激光离焦量由零离焦变为负离焦,熔池被激光能量挤压使得单道沉积宽度变宽,成型件边缘容易出现塌陷或下沉,而当提升量较大时,激光离焦量由零离焦变成正离焦,熔池变宽使得单层沉积高度降低,容易出现成型件高度不足,严重时无法继续沉积。因此,成型件的尺寸会由沉积参量的改变而不同,其尺寸测量也会变得困难,为了方便测量,采用排水法测出各试样体积。

Fig.3 Schematic diagram of scanning path
为了快速并系统地研究工艺参量对工艺能效的影响趋势,本文中采用一种利用正交表设计试验与信噪比分析相结合的田口法。考虑到激光功率P、送粉量f、扫描速率v、提升量h以及搭接率λ对沉积质量和工艺能效都有影响,并且在实验过程可通过程序控制,因此,将这5个工艺参量作为正交试验的可控因素。根据以往实验结果,为保证沉积过程的顺利进行,选定实验参量范围为:激光功率P=(500~1100)W,送粉量f=(16~28)g/min,扫描速率v=(400~700)mm/min,提升量h=(0.3~0.6)mm,搭接率λ=30%~60%。各因素按选取实验范围设定4个水平,如表2所示。

Table 2 Orthogonal experimental design of process parameters
3 结果与讨论
根据正交试验设计表,选用L16(45)的正交表。实验共设计16组工艺参量,每组工艺参量沉积成一个成型试样。通过(1)式计算每组工艺参量所对应的工艺能效值,结果如表3所示。通过第2.1节、第2.2节中提到的测量方法分别测量沉积工艺中激光输入时间以及试样成型体积并记录在正交试验表中,如表4所示。

Table 3 Process efficiency of laser direct metal deposition
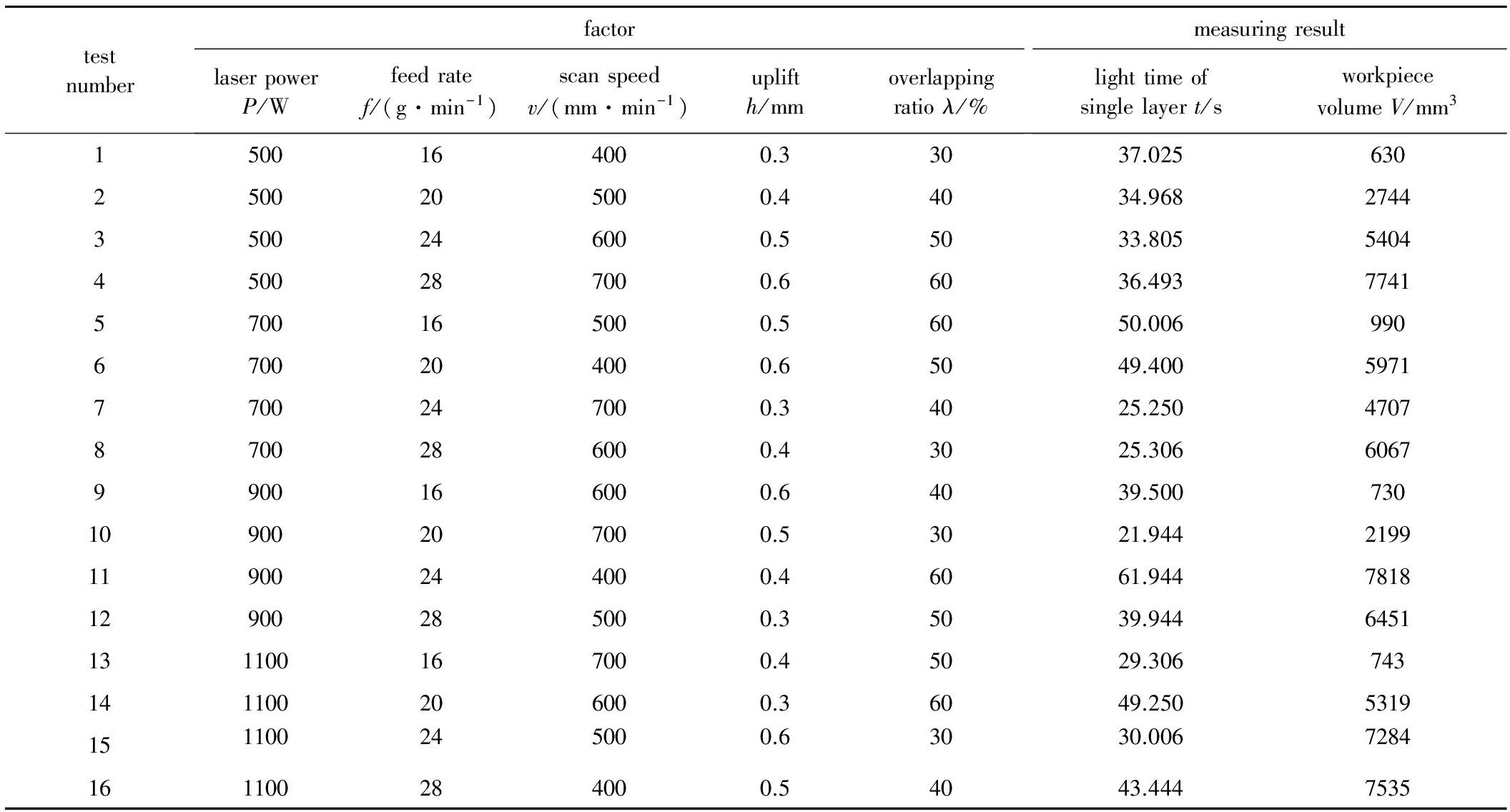
Table 4 Orthogonal test table and experimental result

Fig.4 Response diagram of signal-to-noise ratio of Eef
3.1 信噪比分析
田口试验中常采用信噪比(signal-to-noise ratio,SNR)来衡量产品质量的稳定性,通过对结果进行分析,可以找到抗干扰能力强、调整性好、性能稳定的最佳参量组合。本实验中,信噪比则表示了熔覆过程中能效受激光功率、送粉量、扫描速率、提升量以及搭接率等干扰因素影响的稳定程度。信噪比可用下式表示:
式中,RSNR表示能效的信噪比值,m为总测量次数,即为试验次数,yj表示各实验方案下第j次实验测得的能效值。
在本实验中以工艺能效为目标采用望小特性,利用MINITAB进行田口法分析,得到工艺能效的信噪比响应图,图4为五轴激光复合制造机床金属直接沉积工艺在其工艺参量下四水平的工艺能效信噪比图。图中横轴表示每个可控因素的4个水平值,纵轴表示对应的信噪比值。从信噪比响应图中可以看出,送粉速率以及激光功率对工艺能效影响较大,搭接率对工艺能效的影响较小,并且面向工艺能效目标的望小特性的可能最佳工艺组合为P1f4v3h4λ1,即在激光能量满足沉积工艺的前提下,采用较低功率和较大的送粉量能降低金属直接沉积的工艺能耗。同时,考虑到工艺参量对工艺性能的影响,根据相关文献[20-21],为保证沉积性能,一般选取搭接率λ=40%~50%。这与田口试验优化组合结果有所出入,主要原因是田口实验考量的目标为工艺能效,而选取搭接率λ=40%~50%的文献中主要考量目标为工艺性能。因此,在后续的研究中,为了能综合并且系统地评价工艺能效与工艺参量的关系,有必要将工艺性能纳入考量范围内。
3.2 极差与方差分析
表5所示为正交试验因素各个指标极差(k1~k4)与方差分析结果,K是平均极差,F是F检验值。从表中数据可以看出,各因素对工艺能效即比能的影响主次依次为送粉量、激光功率、搭接率、扫描速率以及提升量。这在一定程度上说明送粉量对金属激光直接沉积工艺能效影响最大。这主要是因为在沉积过程中,随着送粉量逐步增大,粉束中粉末粒子数量增加,粉末对激光的吸收量会有所增加,进而导致激光总的吸收率增高,比能值减小。而方差分析结果中,送粉量的F比值大于F临界值,这亦侧面佐证了送粉量对工艺能效的影响最大。

Table 5 Orthogonal polar difference analysis and variance analysis
4 结 论
通过田口试验可以减少实验次数,并在最少的试验次数的前提下得到实验因素的优化组合。提出了沉积输入的激光能量与成形体积的比值的工艺能效评价指标,在自主联合研发的HCX60五轴激光复合制造中心上开展了五因素四水平的田口试验和分析。
(1)对传统切削的比能公式进行拓展建立了工艺能效函数,采用比色高温计和排水法分别测量单层沉积时间与沉积成形体积,计算出各工艺条件下的金属激光熔覆工艺比能值。
(2)利用MINITAB对实验结果进行了信噪比分析,以工艺能效的望小特性为目标,找出抗干扰能力强、调整性好、性能稳定的最佳参量组合为:激光功率P=500W,送粉量f=28g/min,扫描速度率v=600mm/min,提升量h=0.6mm和搭接率λ=30%。
(3)对试验结果进行了极差分析以及方差分析。得到了各因素对工艺能效的影响主次关系依次为送粉量、激光功率、搭接率、扫描速率以及提升量,且送粉量对工艺能效的影响最为显著。
在实际参量选取时,搭接率一般选取为50%,较结论中优化组合的搭接率30%要大,这主要是因为在实际参量选取中考虑了工艺参量对工艺性能的影响,而田口试验中只考虑了能效指标。因此在进一步的金属激光熔覆工艺能效研究中需考虑工艺参量对工艺能效与工艺性能影响,分析工艺能效与工艺性能间的耦合关系,进而实现工艺能效与工艺性能的协同优化。
[1] HERRING H. Energy efficiency—a critical view [J]. Energy, 2006, 31(1): 10-20.
[2] APOSTOLOS F, ALEXIOS P, GEORGIOS P,etal. Energy efficiency of manufacturing processes: a critical review [J]. Procedia Cirp, 2013, 7(5): 628-633.
[3] LONG R Sh, LIU W J, SHANG X F. Numerical simulation of temperature field on laser metal deposition shaping [J]. Laser Technology, 2007, 31(4): 394-396(in Chinese).
[4] MENG W D, SHI Sh H, FU G Y,etal. Experimental study about vertical surface accumulation with coaxial inside-beam power feeding [J]. Laser Technology, 2015, 39(5): 594-597(in Chinese).
[5] DAHMEN M, GüDüKKURT O, KAIERLE S. The ecological footprint of laser beam welding [J]. Physics Procedia, 2010, 5: 19-28.
[6] FYSIKOPOULOS A, PASTRAS G, ALEXOPOULOS T,etal. On a generalized approach to manufacturing energy efficiency [J]. The International Journal of Advanced Manufacturing Technology, 2014, 73(9/12): 1437-1452.
[7] XUE H, KUMAR V, SUTHERLAND J W. Material flows and environmental impacts of manufacturing systems via aggregated input-output models [J]. Journal of Cleaner Production, 2007, 15(13/14): 1349-1358.
[8] BRANHAM M, GUTOWSKI T G, JONES A,etal. A thermodynamic framework for analyzing and improving manufacturing processes [C]//International Symposium on Electronics and the Environment.New York,USA:IEEE,2008:1-6.
[9] CHOI A C K, KAEBERNICK H, LAI W H. Manufacturing processes modelling for environmental impact assessment [J]. Journal of Materials Processing Technology, 1997, 70(1/3): 231-238.
[10] BHUSHAN R K. Optimization of cutting parameters for minimizing power consumption and maximizing tool life during machining of Al alloy SiC particle composites [J]. Journal of Cleaner Production, 2013, 39(1): 242-254.
[11] DRAGANESCU F, GHEORGHE M, DOICIN C V. Models of machine tool efficiency and specific consumed energy [J]. Journal of Materials Processing Technology, 2003, 141(1): 9-15.
[12] YAN J H, FENG C H, LI L. Sustainability assessment of machining process based on extension theory and entropy weight approach [J]. The International Journal of Advanced Manufacturing Technology, 2014, 71(5/8): 1419-1431.
[13] FRANCO A, ROMOLI L. Characterization of laser energy consumption in sintering of polymer based powders [J]. Journal of Materials Processing Technology, 2012, 212(4): 917-926.
[14] PASTRAS G, FYSIKOPOULOS A, STAVROPOULOS P,etal. An approach to modelling evaporation pulsed laser drilling and its energy efficiency [J]. The International Journal of Advanced Manufacturing Technology, 2014, 72(9/12): 1227-1241.
[15] LI W, KARA S. An empirical model for predicting energy consumption of manufacturing processes: a case of turning process [J]. Proceedings of the Institution of Mechanical Engineers,2011, B225(9): 1636-1646.
[16] MORI M, FUJISHIMA M, INAMASU Y,etal. A study on energy efficiency improvement for machine tools[J]. CIRP Annals—Manufacturing Technology, 2011, 60(1): 145-148.
[17] LI L, YAN J, XING Z. Energy requirements evaluation of milling machines based on thermal equilibrium and empirical modelling [J]. Journal of Cleaner Production, 2013, 52(4):113-121.
[18] GUO Y, DUFLOU J R, LAUWERS B. Energy-based optimization of the material stock allowance for turning-grinding process sequence [J]. The International Journal of Advanced Manufacturing Technology, 2014, 75(1): 503-513.
[19] HUANG Zh T, YANG J, ZhANG Ch Y,etal. Energy-oriented CNC milling process modelling and parameter optimization [J]. Chinese Journal of Mechanical Engineering, 2016, 27(18): 2524-2532(in Chinese).
[20] SHI B F, ZHANG A F, QI B L,etal. Influence of heat accumulation on microstructure and property of Ti-6Al-4V in laser direct forming [J]. Laser Technology, 2016, 40(1): 29-32(in Chinese).
[21] ZHANG D Q, LIU X D, ZHANG W B,etal. Study on effect of scanning path on quality of single laser cladding layer [J]. Hot Working Technology, 2016, 45(20): 149-152(in Chinese).
Taguchiexperimentalinvestigationonprocessenergyefficiencyoflaserdirectmetaldeposition
YUANFengbo1,2,3,WEIHaiying1,2,HUANGChu1,2,3,WUJiazhu1,2,3,ZHANGYi1,2,3
(1.State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body, Hunan University, Changsha 410082, China; 2.College of Mechanical and Vehicle Engineering, Hunan University, Changsha 410082, China; 3.Hunan Key Laboratory of Intelligent Laser Manufacturing, Hunan University, Changsha 410082, China)
In order to study influence of direct metal laser deposition process parameters on the process efficiency, a self-developed HCX60 five-axis laser composite manufacturing center was adopted to carry out Taguchi experiment for process efficiency. Signal-to-noise ratio analysis, range analysis and variance analysis were used to analyze the results. The influence of laser power, powder feed rate, scanning rate, lifting capacity and overlap ratio on process energy efficiency was discussed and the optimum combination of technological factors was put forward. The results show that, powder feeding rate is the most significant parameter for the process of energy efficiency. The best combination of parameters is laser powerPof 500W, powder feeding ratefof 28g/min, scanning speedvof 600mm/min, lifting capacityhof 0.6mm and overlap rateλof 30%. The research provides theoretical and experimental grounds for further studying the effect of process parameters on process energy efficiency and its influence rule.
laser technique; process efficiency; taguchi experiment;direct laser deposition; additive manufacturing
1001-3806(2018)01-0024-06
国家自然科学基金资助项目(51605156)
袁丰波(1991-),男,硕士研究生,现主要从事智能激光复合制造的研究。
*通讯联系人。E-mail:zy@hnu.edu.cn
2017-03-21;
2017-05-15
TG156.99
A
10.7510/jgjs.issn.1001-3806.2018.01.005