日用陶瓷高压注浆机流体系统的分析
2018-01-02方长福
方长福
(景德镇陶瓷大学,景德镇 333403)
日用陶瓷高压注浆机流体系统的分析
方长福
(景德镇陶瓷大学,景德镇 333403)
通过高压注浆成形理论、工艺、机械结构等各方面的分析,对高压注浆机输浆、高压注浆、清洗、真空等系统做了认真细致的研究,设计出合理的、能保证产品品质注浆机气液系统。实现了设备的自动化,改善了工作环境。
高压注浆机;气液系统;自动化
1 前言
陶瓷注浆成形法,它适用于生产器形复杂且不规则、外形尺寸要求不很严、薄壁的陶瓷制品。在传统陶瓷工业中,注浆成形已有200余年历史,基本方法是将陶瓷泥浆注入具有良好吸水性能的石膏模具中而得到陶瓷坯体的一种方法。它是采用石膏模具本身的毛细管吸附力,或在低压力下吸收泥浆中的水份,形成具有一定形状与强度的坯体。这种成型工艺生产效率低,模具寿命短,劳动强度大,操作环境差,坯体水份含量高、强度低,干燥收缩大,产品易发生变形,成坯质量难以保证,陶瓷产品很难提高档次,从而严重阻碍了陶瓷生产的发展。陶瓷高压注浆成形是依靠提高入模泥浆压力加速水分扩散,使坯体更加致密。虽能采用高压注浆成形技术生产的产品,其特点较低压注浆有较高的效率,且坯体致密度好,强度大,干燥收缩率小,成品质量高。但高压注浆机、产品模具的成本也高,整个设备的结构强度也大,为提高自动化程度各控制系统也十分复杂,因此本文有必要对气液流体系统进行分析和研究。
2 陶瓷高压注浆成形机简介
根据高压注浆成形主要工艺过程,陶瓷高压注浆机必须有合模、锁模、上浆、注浆、卸压、开模、脱坯、模具清洗的循环操作过程。据此确定其主要技术参数如下:
压缩空气压力:0.7~0.8 Mpa(工业气源)气动隔膜泵流量:40 L/min
上浆压力:<0.6 MPa
输浆增压隔膜泵供浆能力:4 L
3 高压注浆成形机气液系统研究
3.1 液压系统分析
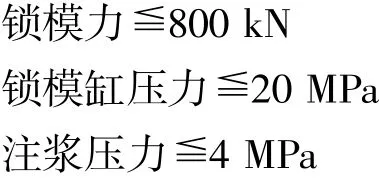
陶瓷高压注浆机成形模具的开、合模动作主要由液压系统完成,其过程包括合模、锁模、注浆、卸压、开模。由于动作的速度不同,液压缸必须要实现快进、慢进、快退等动作,所以液压系统供油方案必须考虑,可采用高低压泵组,也可采用恒功率变量柱塞泵向系统供油,不管采用那种方案,都需液压泵站。有泵站就存在泄漏、噪音,使工作环境恶劣。本机采用一种新颖结构,模具的开合由机械装置完成,开合模速度控制可采用调速电机,方便控制。锁模和高压注浆过程液压系统由气驱液体增压泵提供,气驱液体增压泵可提供高压或超高压液压系统,适用于高压注浆成形循环过程的锁模和注浆,且无需液压泵站,很好的解决了上述问题。根据锁模和注浆所需不同的压力,可选用了两个不同增压比气驱液体增压泵为两个系统提供动力。系统原理如图1和图2所示,其中图1中的1、10为增压泵,2为电磁阀,3为压力表,4为压力传感器,5为锁模缸,6为油箱,7为先导式溢流阀,8为单向节流阀,9为单向阀,11为电磁阀,12为压力传感器,13为压力表,14为隔膜泵,15为节流阀。
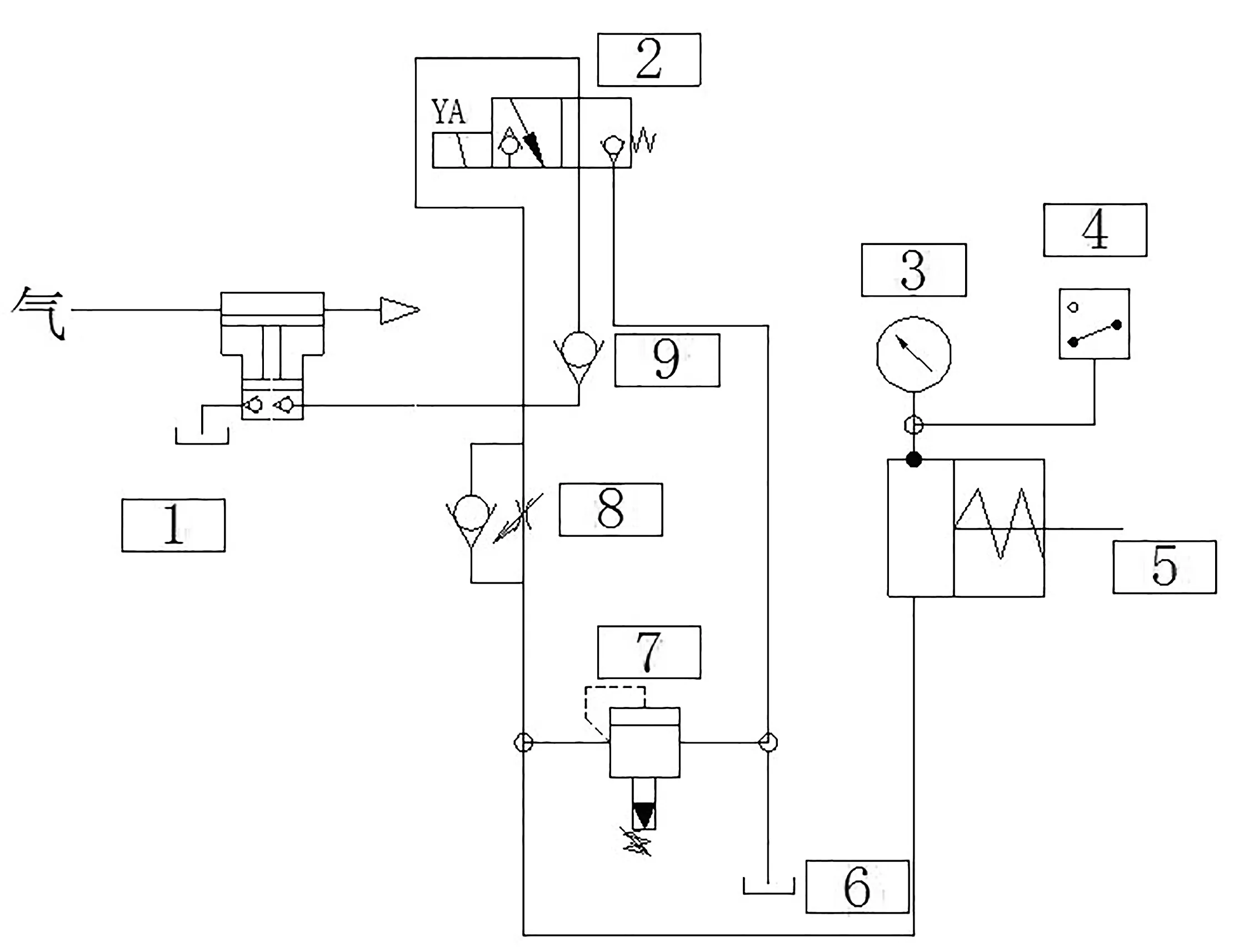
图1 锁模液压系统原理图
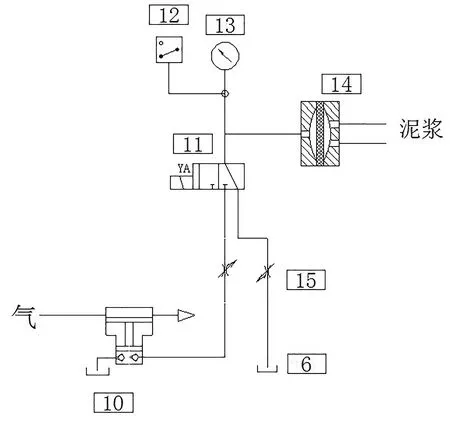
图2 高压注浆液压系统原理图
3.2 泥浆系统分析
上浆过程由于上浆压力<0.6 Mpa,可直接由气动隔膜泵供浆,动力为工厂气源。考虑到泥浆的性能及流动性,对泥浆的温度进行适当控制,增设加热保温装置。泥浆系统原理图如图3所示,其中16为球阀,17为气动隔膜泵,18为加热装置,19为气控二位二通泥浆阀,20为二位五通电磁阀。
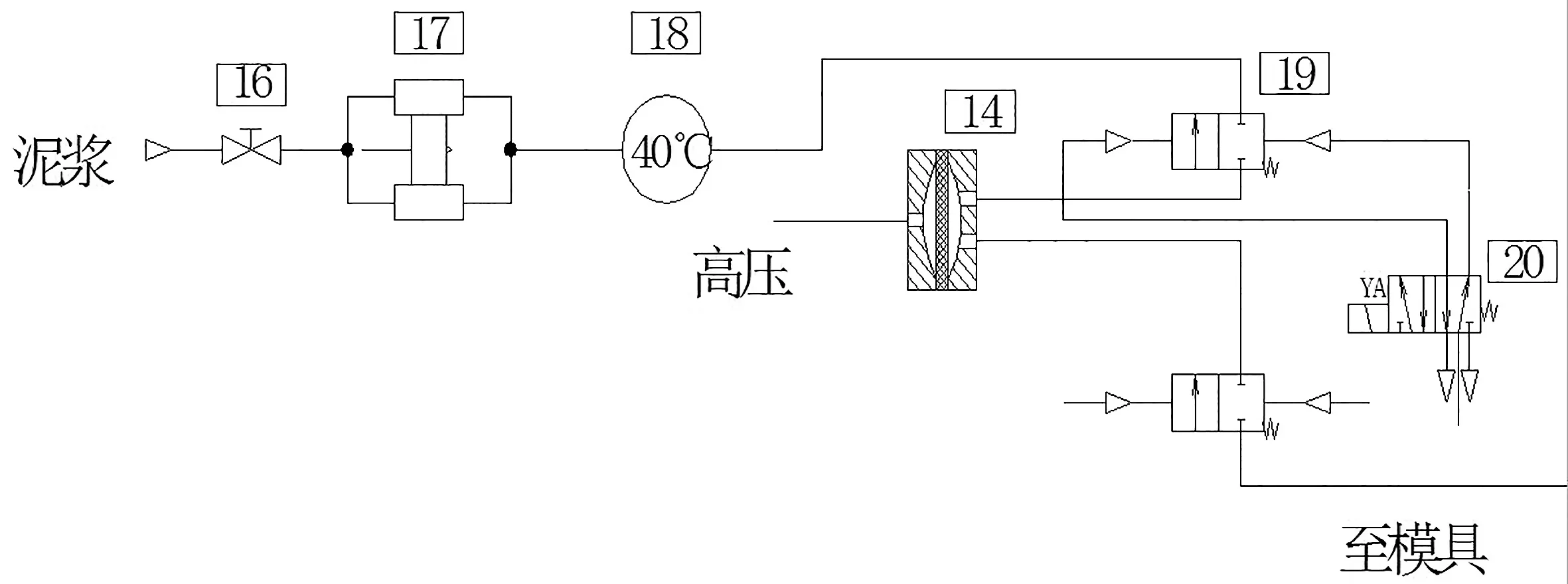
图3 泥浆系统原理图
3.3 清洗、真空系统分析
由于注浆过程是连续的,结合模具的特性,对模具的保养必不可少。供水回路的主要作用是对注浆模具进行洗涤和保养。一条是直接接通模具,通过球阀控制水路的通断。另一条是接通注浆回路,可清洗注浆回路的装置和管道,避免泥浆管道的堵塞。水源为公共水源即可。
压缩空气的压力为0.7~0.8 Mpa,为工厂公共气源。经过系统各过滤器、调压器和控制阀对其调节和控制达到符合使用的目的。其主要作用有:
(1)是整个机器的动力源,清洁节能。
(2)与模具和模腔相连,促使成型后的胚体顺利脱模、模具内的水分得以排出,且有利于下次胚体的形成和硬化。并对模具进行清洁保养。
真空回路与模具相连接。此回路在成形前已开始运行,可吸除附模具中的气体和附着在模型面上的水,以防模具内的泥浆发生分离,保证注浆质量。另外它还为脱坯提供吸附力。
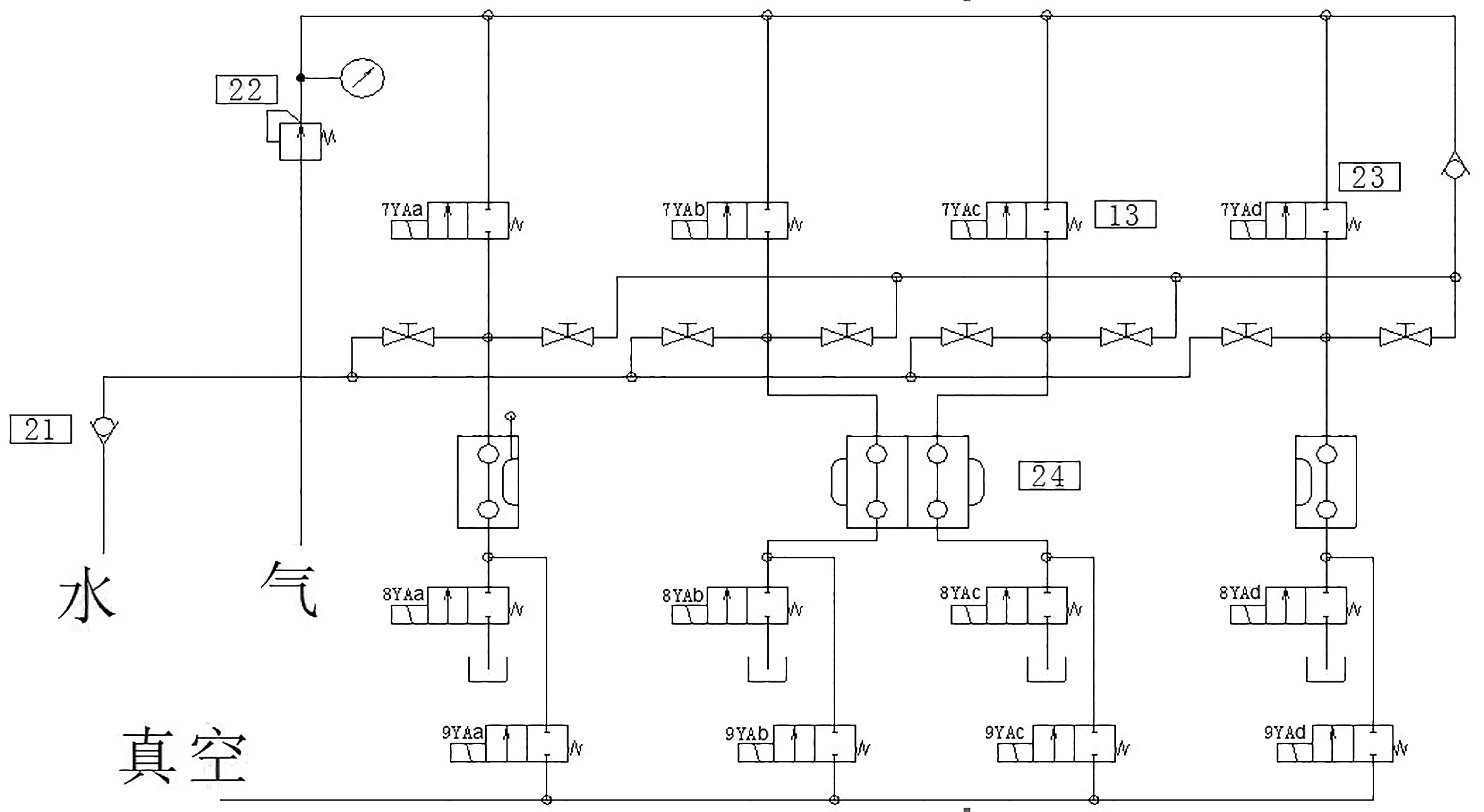
图4 水气系统原理图
上述三系统有时是独立工作,有时他们又是相关联的。在对模具清洁保养三系统既可单独作用,又能联合作用,保养效果会更好。系统原理图如图4所示,其中21为单向阀,22为气压调节器,23为二位二通电磁阀,24为模具。
3.4 其他系统分析
高压注浆机除上述主要系统外,还有安全系统、其他辅助系统等。
安全系统是在开始注浆之前,由气动气缸带动安全门移动,安全门闭合由电磁阀控制,调压阀用于调定气动气缸进口处的压力。
由于合模装置是曲柄滑块机构,在开模瞬间处于死点,电机可能存在运行不动,所以在曲柄下端安装一短行程汽缸,在开模瞬间顶一下曲柄以达到协作电机带动曲柄的目的,保证开合模运转自如。
4 结论
综上所述,采用现代控制技术对高压注浆成形机的液压系统、泥浆系统、真空系统、清洗系统(水、气),实现自动化控制,使各系统相互紧密联系,自动化水平大大提高,减轻了劳动强度。由于无需液压泵站,机器结构更紧凑,工作效率更高,能量消耗低,降低了噪音改善工作环境。
[1]张勇,彭悦.高压注浆成形工艺步骤及参数确定原则的探讨[J].中国陶瓷,2000,36(2):16-18.
[2]王芸生.卫生瓷高压注浆成形机液压系统分析 [J].液压与气动,2001(2):25-27.
[3]李家驹.日用陶瓷工艺学[M].武汉工业大学出版社,2005.
[4]方长福,吴南星.日用陶瓷高压注浆机液压系统的研究[J].机床与液压,2011,39(20):84-85.
The Hydraulic System of High-Pressure Grouting Machine for Domestic Ceramics
FANG Chang-fu
(Jingdezhen Ceramic Institute,Jingdezhen,333403,China)
This work analyzes the formation,processes,and machine of grout and investigates the systems of transport,casting,cleanup,and vacuum.The pneumatic and hydraulic systems for a grouting machine is designed to meet requirement for automation.
High-pressure grouting machine;Pneumatic and hydraulic systems;Automation
