硫磺回收装置酸性气燃烧炉配风控制方案优化
2017-12-29李自皋杨丽燕王瑞娥
李自皋,杨丽燕,王瑞娥
(玉门油田分公司炼油化工总厂 仪表车间,甘肃 玉门 735200)
硫磺回收装置酸性气燃烧炉配风控制方案优化
李自皋,杨丽燕,王瑞娥
(玉门油田分公司炼油化工总厂 仪表车间,甘肃 玉门 735200)
结合硫磺回收装置酸性气燃烧炉的工艺流程特点,通过对燃烧炉的燃料气、酸性气、H2S以及SO2质量浓度比值与预热空气燃烧的比值控制方案与鼓风机排空控制回路的详细介绍,深入分析了它们之间耦合的关系,提出了通过改进鼓风机出口放空空气流量控制的计算方式,将该定值控制回路改为随比率、混合酸性气、大小配风流量变化而变化的随动控制回路,有效地解决了鼓风机排空控制回路与燃烧炉大小配风控制回路之间的耦合关系。实现了鼓风机排空控制回路自动随动变值设定的远程控制,有效地提高了燃烧炉和焚烧炉的燃烧效率,减小了烟气污染物的排放,整体提高了控制回路的自动投运水平。
制硫燃烧炉配风 比率值串级调节 随动远程设定值控制 鼓风机排空控制
1 工艺流程概述
某炼油厂改扩建的酸性水汽提及硫磺回收装置,是一套环保隐患治理装置, 2016年投产运行。该装置由酸性水汽提、制硫、溶剂再生、尾气处理、液硫脱气成型及公用工程等单元组成,其中制硫单元采用部分燃烧,两级催化转换工艺,尾气处理单元采用还原吸收工艺。设置2套制硫燃烧炉,共用液硫脱气池及排污扩容器。尾气处理部分设置1台尾气焚烧炉,自设除氧器,开工用除氧水产生蒸汽,正常后采用凝结水产生蒸汽。
来自酸性水汽提单元的酸性气和溶剂再生单元的酸性气混合后经分液罐分液后预热至160 ℃,经流量控制阀均匀分至装置的2套酸性气燃烧炉(F101Ⅰ、F101Ⅱ),进入制硫燃烧器火嘴,在炉膛内根据制硫反应需氧量,通过比值调节和H2S/SO2比值分析仪反馈数据严格控制进炉空气量,使酸性气与空气充分混合,完全充分燃烧,达到反应平衡,没有过剩氧,达到低NOx和低噪声的最佳燃烧效果。
燃烧炉产生的过程气经制硫蒸汽发生器产生1.0 MPa饱和蒸汽,然后经一级冷凝冷却器产生0.4 MPa低低压饱和蒸汽,并使反应生成的单质硫凝为液态,液硫经分离后进入硫封罐。一级冷凝冷却器出来的过程气经高温掺合阀与制硫燃烧炉出口的一部分高温气流混合升温,进入一级反应器,在催化剂的作用下,过程气中的H2S 和SO2进行Claus 反应,转化为单质硫,反应后的高温过程气进入二级冷凝冷却器产生低低压饱和蒸汽,并使单质硫凝为液态,液硫经分离后进入硫封罐。由二级冷凝冷却器出来的过程气经高温掺合阀与制硫燃烧炉出口的一部分高温气流混合升温,进入二级反应器,使过程气中剩余的H2S 和SO2进一步发生催化转化,二级反应器出口过程气经三级冷凝冷却器产生低低压饱和蒸汽并使单质硫凝为液态,液硫经分离进入液硫封罐。三级冷凝冷却器出来的制硫尾气经尾气分液罐后进入尾气处理部分。
该装置的2套酸性气燃烧炉互为“一开一备”。采用“燃烧炉+制硫蒸汽发生器”的卧式结构,在正常操作情况下,炉膛温度为1 185 ℃,最高操作温度1 350 ℃,炉膛表压为0.06 MPa,但如果操作不当,炉膛温度可能会更高。因此,为确保安全和炉膛温度的测量准确,耐火材料最高使用温度按1 600 ℃设计,燃烧炉本体上安装了2套外套管材质为双层刚玉套管的B 型热电偶和2套在线式红外温度测量仪表,确保燃烧炉炉膛温度测量的准确性。同时也设置了2套紫外线火焰检测器,动态实时检测炉膛内火焰,确保燃烧炉不熄火。硫磺回收装置其中一套酸性气燃烧炉配风控制流程示意如图1所示。

图1 硫磺回收装置酸性气燃烧炉配风控制流程
2套酸性气燃烧炉分别配置了1组离心式鼓风机组,为“一开一备”方式运行。鼓风机组由离心鼓风机、防爆电机、联合底座、进出口和放空消声器、放空蝶阀等组成。
2 酸性气燃烧炉燃烧配风控制方案
为了使炉膛的酸性气与空气充分混合完全燃烧,达到反应平衡,没有过剩氧,低NOx和低噪声,助燃空气的配风量大小必须随着酸性气流量的大小和制硫炉尾气分液罐出口管线上H2S/SO2比值分析仪的结果,随时调节控制进入燃烧炉的空气量,确保燃烧炉的炉膛燃烧效果。
进入制硫燃烧炉助燃的空气分2路进行控制:主路通过含氨酸性气和清洁酸性气总流量与空气流量的比值控制实现燃烧炉进入空气的粗调;开工正常后,通过H2S/SO2比值分析仪与旁路空气组成串级调节系统微调进入燃烧炉的空气流量。
以下以焚烧炉F101—I为例进行控制方案的说明,混合酸性气进炉流量FIC1401A控制回路,流量测量采用楔式流量计,仪表量程为0~1 000 m3/h,差压0~14 kPa,正常最大流量为772 m3/h。
主路空气进炉流量(大风)FIC1403A控制回路,流量测量采用插入式均速管流量计,仪表量程为0~1 600 m3/h, 满刻度差压设计值为0~0.32 kPa,正常最大流量为1 356 m3/h。
旁路空气进炉流量(小风)FIC1404A控制回路,流量测量采用平衡式一体化差压变送器方式测量,仪表量程为0~300 m3/h, 满刻度差压设计值为0~2.5 kPa,正常最大流量为271 m3/h。
2.1 混合酸性气流量与燃烧炉主路空气进炉流量(大风)比值串级控制
FIC1401A与FIC1403A组成比值串级控制调节回路,即通过混合酸性气的实时流量,乘以比值放大倍数K,作为主路空气进炉流量的远程设定值,用于实时调节改变主路空气进炉量的大小,从而使炉膛内的酸性气充分完全燃烧,达到反应平衡。K值范围为1~2,可由操作工根据实际工况进行输入设定,最大值不能超过主路空气流量的最大量程。混合酸性气流量与燃烧炉主路空气进炉流量(大风)比值串级控制如图2所示。

图2 混合酸性气流量与燃烧炉主路空气进炉流量(大风)比值串级控制原理
2.2 燃烧炉尾气ρH2S/ρSO2与燃烧炉旁路空气流量(小风)比值串级控制
燃烧炉尾气ρH2S/ρSO2控制器AIC1701A、燃料气流量控制器FIC1407A组成软切换与燃烧炉旁路空气流量(小风)FIC1404A组成比值串级控制调节回路。在开工初期,工艺使用燃料气FIC1407A调节回路使燃烧炉升温至850 ℃之前,软切换开关FSW1407A切换至FIC1407A作为串级控制的主回路,当混合酸性气投入后,软切换开关FSW1407A切换至ρH2S/ρSO2AIC1701A调节回路作为串级控制的主回路。
按烃类完全燃烧和33%的 H2S生成SO2所需空气量,通过H2S/SO2比值分析仪,可以及时反馈尾气中未充分燃烧的H2S质量浓度,及时校正反应所需的空气量,AIC1701A作为串级调节主回路及时输出信号作为小风FIC1404A空气调节器的给定值,从而少量补充炉膛的空气含氧量,使炉膛的酸性气H2S进一步充分完全燃烧,提高燃烧炉的燃烧效率和制硫产率。ρH2S/ρSO2在3以下时,表示燃烧较为充分,不需要进行小风调节,当比值大于3时,应及时采用小风调节。燃烧炉燃料气与尾气H2S/SO2比值切换与燃烧炉旁炉空气流量(小风)比值串级控制如图3所示。
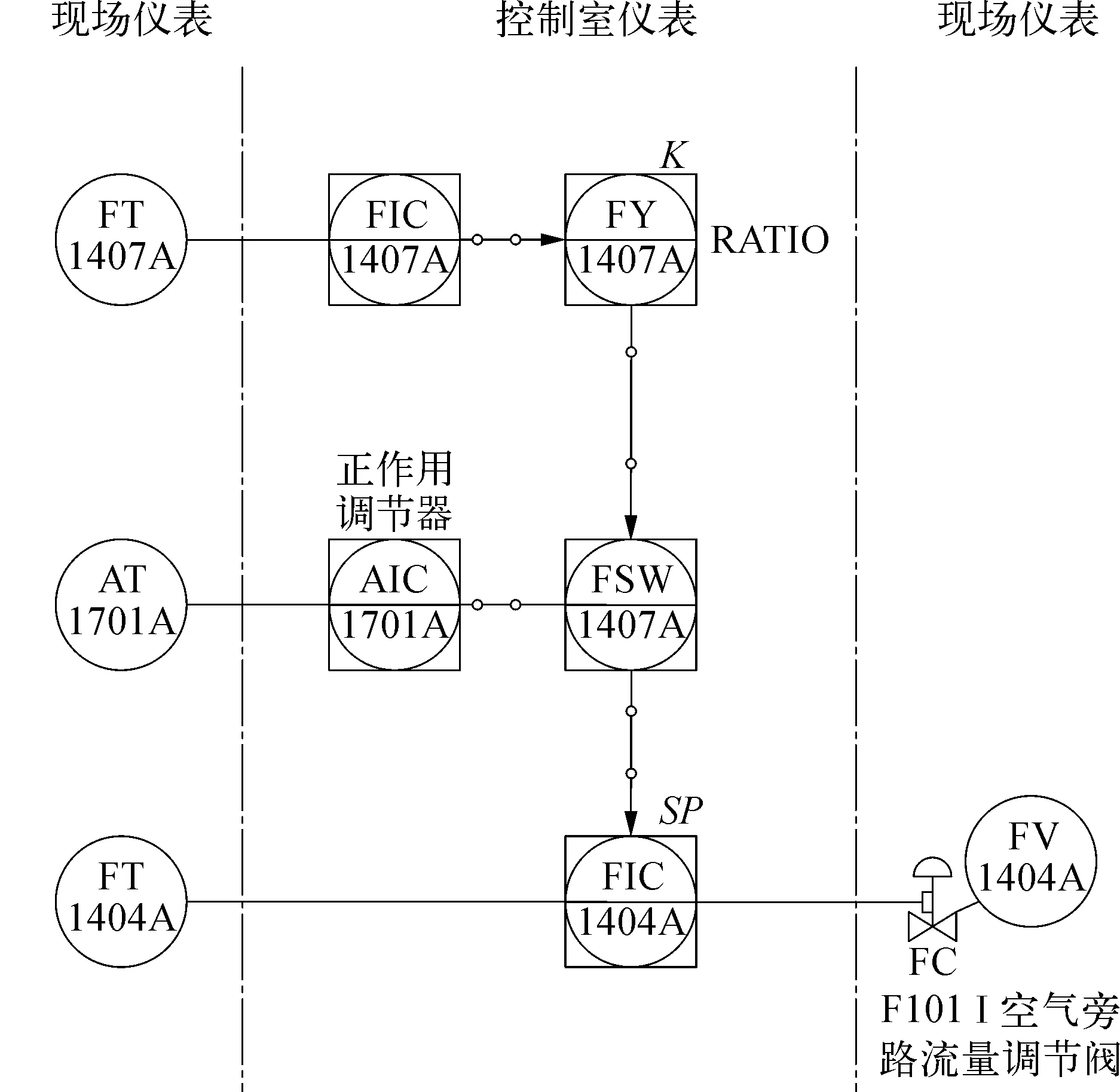
图3 燃烧炉燃料气与尾气ρH2S/ρSO2切换与燃烧炉旁路空气流量(小风)比值串级控制原理
2.3 鼓风机组防喘振(排空)控制
2套燃烧炉分别配置了1组离心式鼓风机组,鼓风机出口侧设置了联锁切断阀和插入式均速管流量计,测量供风的总量,总风流量FIC1301A/1302A,FIC1301B/1302B量程设计值为0~1 600 m3/h,差压量程设计值为0.267 kPa;总风流量与出口旁路设置的排空蝶阀组成1个简单的PID控制调节回路,用于鼓风机喘振控制,当风机流量接近喘振点,就需要打开鼓风机出口排大气的调节阀。
3 大小配风与鼓风机喘振控制方案的优化与改进
从上述的混合酸性气流量与主路空气进炉流量(大风)组成比值串级控制调节以及ρH2S/ρSO2与旁路空气流量(小风)比值串级控制调节回路来看,唯一的控制变量为进入燃烧炉的压缩空气的空气流量。而该空气流量由同1台鼓风机所提供,鼓风机的出口风量是固定的,同时为了防止憋压或喘振,鼓风机还需要向大气排空一部分,如果鼓风机向大气排空量过多,则不能满足大小风的配风量;如果向大气排空过少,则进入燃烧炉的风量过多,导致大小配风控制阀憋压,调节稳定性能变差,易发生喘振而损坏鼓风机。
同时,随着进入装置的混合酸性气流量的变化和燃烧后ρH2S/ρSO2的大小,要及时调整燃烧的配风量的大小,以确保完全燃烧,如果鼓风机的出口排风量是1个定值PID控制回路,将无法适应该比值控制方案,不能保证大小风配风量增加时炉膛氧气的需求量,导致燃烧不充分,H2S不能完全燃烧,降低燃烧炉的燃烧效率;反之,如果比值配风方案需求量减小时,鼓风机出口的排空量不能及时增加,导致鼓风机憋压,配风调节性能变差。
因此,使用鼓风机的出口总流量FIC1301A/1321A与出口旁路的排空蝶阀组成的定值单回路PID控制回路,无法解决鼓风机的排空与大小配风控制回路压缩空气的需求之间的矛盾。如果将该定值单回路控制方案改为出口剩余流量与出口旁路排空蝶阀组成变值随动串级PID控制回路,将能有效地解决比值、配风与排空之间的耦合问题。具体优化改进步骤如下:
1) 修正FIC1301A/1302A量程为0~2 500 m3/h,满刻度差压设计值为0.467 kPa,确保出口总风流量的准确。同时要满足:FIC1301A/1302A.PV≥FIC1403A.PVmax(1 600 m3/h)+FIC1404A.PVmax(300 m3/h)。
2) 鼓风机出口排空流量(剩余空气流量)
FICY1301A/1302A.PV=FT1301A/1302A.
PV-(FIC1403A.PV大风+ FIC1404A.PV小风(瞬时流量))。
3) 鼓风机出口排PID控制回路的变值随动远程设定值
FICY1301A/1302A.SP=FT1301A/1302A.PV-(FIC1403A.SP大风+ FIC1404A.SP小风)。
4) 大风远程比值设定值(大风配风量)
FIC1403A.SP=K·FIC1401A.PV(瞬时流量)
5) 小风远程比值切换设定值(小风配风量)
FIC1404A.SP=K·FIC1407A.PV(瞬时流量)
当FSW1407A为0时,选择比值控制小风配风量;为1时选择用ρH2S/ρSO2为小风的配风量,ρH2S/ρSO2的目标值为3。
6) 最后,由鼓风机出口排空流量FICY1301A/1302A与鼓风机出口排空控制阀组成1个PID控制回路,当该回路处于远程给定状态时,其远程设定值为
FICY1301A/1302A.SP=FT1301A/1302A.PV-(FIC1403A.SP+FIC1404A.SP)。
这样鼓风机出口的排空流量的设定值将随着大风、小风的配风需求量的变化而变化,大、小风的量设定值也随混合酸性气流量和ρH2S/ρSO2的变化而变化,整个燃烧炉的配风控制达到了1个随动的平衡状态,所有混合酸性气、比率、ρH2S/ρSO2、鼓风机排空控制回路,都可以投入自动,减少了人为操作的影响,使燃烧炉的燃烧更加完全充分,燃烧效率更高。该方法用的尾气焚烧炉,环保效果更加明显。
4 结束语
酸性水汽提及硫磺回收装置的制硫燃烧炉,是该装置的核心和关键设备,提高其自动控制水平,是确保燃烧炉充分、平衡、高效率燃烧和操作平稳率的前提,不仅是制硫的关键要素,也是尾气环保达标排放的源头所在。通过对该炉的燃料气、酸性气、ρH2S/ρSO2与预热空气燃烧的比值控制方案与鼓风机排空控制阀控制回路(防喘振)的控制方案和仪表自控参数进行了详尽阐述,深入地分析了它们之间的相互耦合联动关系,提出通过改进鼓风机出口排空控制回路的(喘振)放空空气流量的计算方式,将该定值控制回路改为由比值、混合酸性气、大小配风流量变化而变化的随动PID控制回路,有效地解决了鼓风机排空控制回路与燃烧炉大小配风控制回路之间的相互影响及耦合联动的关系,实现了鼓风机排空控制回路自动随动变值设定的远程控制,有效地提高了燃烧炉和焚烧炉的燃烧效率,减小了烟气污染物的排放,整体提高了控制回路的自动投运水平。
[1] 陆德民,张振基,黄步余.石油化工自动控制设计手册[M].3版.北京:化学工业出版社,2000.
[2] 蒋慰孙,俞金寿.过程控制工程[M].2版.北京:中国石化出版社,1999.
[3] 蔡武昌,孙淮清.流量测量方法和仪表的选用[M].北京:化学工业出版社,2001.
[4] 乐嘉谦.仪表工手册[M].2版.北京:化学工业出版社,2007.
[5] 《石油化工设备维护检修规程》修订编制委员会.《石油化工设备维护检修规程》第七册 仪表[M].北京:中国石化出版社,2004.
[6] 张廷堂,马青峰,王涛.利用流量计信号对加热器进行控制[J].石油化工自动化,2016,52(05):44-46.
[7] 周建红,李自皋.吹气法在硫磺回收装置液硫池液位测量中的应用[J].石油化工自动化,2017,53(03):70-73.
[8] 李滨.先进控制系统在常减压装置中的应用[J].石油化工自动化,2017,53(04):75-76.
OptimizationofAirDistributionControlSchemeforAcidicGasFurnaceinSulfurRecoveryUnit
Li Zigao,Yang Liyan,Wang Ruie
(Refining & Chemical Plant of Yumen Oilfield Company Instrument Workshop, Yumen, 735200, China)
s:Combining with process characteristics of acid gas furnace for sulfur recovery unit, through detailed introduction on furnace fuel gas, acid gas, ratio control scheme of ρH2S/ρSO2and preheated air combustion, and blower evacuation control loop (anti-surge), coupled relationship among them are discussed deeply.Calculation mode through improving blower export venting air flow control is proposed.The constant value control loop is changed to follow-up loop changing with change of ratio, mixed acid gas, wind distribution flow, coupling relationship linkage between blower evacuation control loop and furnace air distribution control system is effectively solved.control loop automatic follow-up servo variable values of blower set by the remote control is realized, the combustion furnace and incinerator combustion efficiency is effectively improved.Emission of flue gas pollutants is reduced.The level of control circuit of automatic operation is improved as a whole.
sulfur furnace air distribution;ratio cascade regulation;follow-up remote set-point control;blower evacuation control
稿件收到日期:2017-07-24,修改稿收到日期2017-09-15。
李自皋 (1969―) 男,甘肃庆阳人,1993年毕业于西北师范大学计算机应用专业,获学士学位,现就职于玉门油田分公司炼油化工总厂仪表车间,主要从事生产过程自动化仪表控制方面的专业技术管理工作,已发表论文10余篇,任副主任、高级工程师。
TP273+.1
B
1007-7324(2017)06-0033-04