基于PLC的熔模铸造模样成型控制研究*
2017-12-29黎志勇
刘 睿, 黎志勇, 杨 斌
(广东理工学院 工业自动化系, 广东 肇庆 526114)
基于PLC的熔模铸造模样成型控制研究*
刘 睿, 黎志勇, 杨 斌
(广东理工学院 工业自动化系, 广东 肇庆 526114)
在分析消失模铸造模样成型工艺过程的基础上, 重点讨论了共聚物珠粒经预发泡后的模样成型过程, 配置了熔模模样成型机控制系统的硬件组成. 系统以西门子S7-200PLC为控制核心, TD200文本显示器为参数设置工具, 该控制系统在软件设计时, 将模具型腔射料、 蒸汽加热二次发泡、 喷水冷却、 负压干燥等成型工艺过程结合起来, 使消失模样成型过程实现自动化, 同时可以进行手动单工序操作. 最后对成型阶段中模具型腔温度过热导致模样密度和强度过低的情况进行了分析讨论, 提出了双电磁阀互补调节的温度闭环控制. 结果表明, 基于PLC的熔模铸造模样成型控制系统在熔模造型实践中是有效的, 优化了熔模铸造模样, 提升了成品率.
熔模铸造; 泡沫模样; 成型控制; PLC; 闭环控制
0 引 言
熔模铸造又称消失模铸造, 是将聚合物泡沫做成与铸件相同的模样预埋在砂型中, 高温金属液浇铸时泡沫气化, 金属冷凝后经脱壳、 清理等一系列处理后而得到铸件的方法. 消失模铸造作为一种新型先进的铸造工艺, 与传统铸造方法相比, 该方法能够铸造出复杂的零件, 在一定程度上提高了铸件精度, 被广泛应用于铸造生产过程中, 并取得了较大的经济效益[1-3]. 但消失模铸造工艺复杂, 仍存在铸件质量不稳定, 成品率不高, 批量生产能力及生产效率低等缺陷. 为了保证消失模铸造的生产效率和铸件品质, 本文针对熔模模样成型工艺, 提出了双电磁阀互补调节温度闭环控制的模样成型机控制系统设计. 首先对消失模铸造工艺进行分析, 重点讨论了共聚物珠粒经预发泡后的模样成型过程, 提出了该控制系统的软硬件配置, 并通过仿真实验证明该系统在保证铸件质量的前提下, 成功实现了成型过程自动化, 克服了生产效率低、 成品率不高的问题.
1 模样成型工艺分析
由于铸件是熔模模样的替代品, 除了砂型造型和浇铸方面的原因, 熔模模样的尺寸形状和表面光洁度很大程度上决定了铸件的最终质量, 而预发泡是制模的重要基础环节, 良好的预发泡工艺能获得合格的消失模模样和铸件[4-5]. 目前国内铸造行业采用最广泛的预发泡方法是真空预发泡. 聚合物获得可成型的低密度的预发共聚物珠粒后, 经成型机射料制模、 粘接浇冒口、 涂耐火材料等工序便得到可用于消失模铸造的熔模模样. 如图 1 所示为从蒸汽预发泡到成型机制模、 涂装的完整工艺过程.
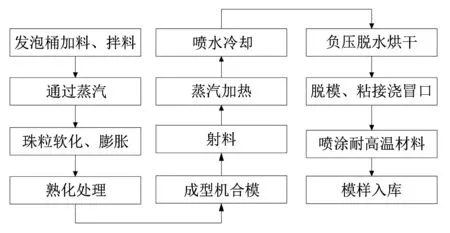
图 1 真空预发泡的工艺过程Fig.1 Vacuum pre foaming process
预发泡环节是制模的基础, 而模样成型是制模的决定性环节, 除了成型模具自身精度外, 模样成型机的机械性能和控制精度对最终的成型模样质量也有重要影响. 在熔失熔模时, 模样会受到体积逐渐增大的熔融模料的压力; 在焙烧和浇注时, 模样各部分会产生相互牵制而又不均匀的膨胀和收缩, 因此, 金属还可能与型壳材料发生高温化学反应[6-7]. 这就要求模样要具有较小的膨胀率和收缩率、 较高的机械强度和抗热震性、 好的高温稳定性以及一定的透气性等性能, 这些性能都与模样制造的工艺密切相关. 为实现消失模样成型过程自动化, 可以同时进行手动单工序操作, 现将根据成型工艺中对温度、 时间的一般要求, 对本文提出的智能控制系统的控制原理进行分析.
2 模样成型机控制系统原理
模样成型机结构较为简单, 主要由成型机本体、 模具、 射料管路、 蒸汽管路、 压缩空气管路、 冷却水管路、 油雾器、 真空泵、 真空罐以及各种电磁控制阀组成. 为了便于根据工艺要求进行准确控制, 该系统对各组成部分参数实时采集. 射料时真空泵动作使模具型腔内产生负压, 便于聚合物珠粒在复杂铸件模具型腔的填充. 填充完毕后, 蒸汽管路电磁阀打开, 对填充的珠粒进行二次发泡融合, 形成密度较高的模样, 在此过程中, 电磁换线阀控制蒸汽气流的方向和时间, 保证珠粒得到有效融合. 融合完成后, 冷却水管路电磁阀动作, 使模具的上下两个模具分别喷水, 降低融合珠粒的内应力, 防止共聚物珠粒的继续膨胀和模样过热变形[6]. 负压脱水干燥阶段是使泡沫模样在模具中迅速干燥定型以提高模样强度, 同时对模具进行水冷却, 保证模具循环使用. 模样经充分干燥后, 模具打开, 在压缩空气和冷却水的共同作用下完成脱模动作. 各管路系统与电磁阀连接情况如图 2 所示. 电磁阀通电后,A、B、C等气控阀阀芯打开, 使得蒸汽或压缩空气按设定时序进入模具型腔, 顺序控制射料填充、 二次发泡、 模具成型、 冷却脱模等模样成型的各个阶段.
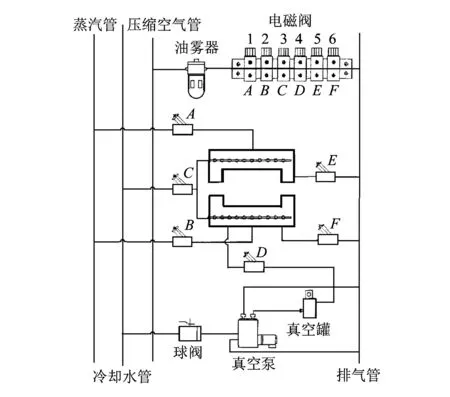
图 2 各管路系统与电磁阀连接示意图Fig.2 Schematic diagram of each piping system and solenoid valve
3 模样成型机控制系统硬件
通过梳理模样成型的各个阶段动作, 可以得出各电磁阀的动作时序图, 用以指导控制系统硬件的选型和软件的设计. 由于控制系统较为简单, 选用西门子S7-200系列PLC作为系统控制器, 由I/O点数选型, 具体型号为CPU222+EM221+EM222的主CPU增加两个扩展模块的形式, 人机界面选用西门子TD200文本显示器, 主要针对不同模具制模的程序选择切换, 选用力士乐电磁阀和费斯托真空泵和气动阀产品. 该控制系统硬件设计的总体架构如图 3 所示.
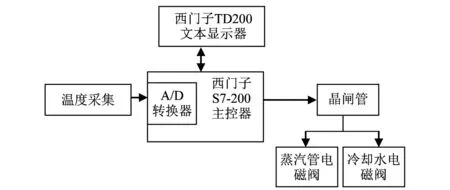
图 3 控制系统硬件架构示意图Fig.3 Schematic diagram of control system
图 3 中TD200为触摸液晶屏, 可用于工艺参数的设定及实时温度及压力的显示; 温度及压力采集模块可对工作过程中模具型腔中聚合物的温度及压力进行采集, 将采集的信号送于S7-200中进行AD转换, 然后进行PID运算得出控制量; 主控器再根据控制量对晶闸管的导通角进行调节, 从而控制蒸汽管电磁阀和冷却水电磁阀的阀门开度.
4 控制系统软件编程
模样成型机控制方式主要有自动成型和手动成型两种, 自动成型程序中的定时器时间参数是在现场工艺实践中得来的, 对于不同的模型, 射料时间、 加热时间等都不相同. 手动模式下, 成型机各个阶段动作都由操作者手动按钮完成, 主要用于新产品试制和工艺试验等, 大批量生产时则选用自动成型模式, 每个循环开始的合模命令是由操作者脚踩踏板按钮发出启动信号, 既提高了效率又很好地保证了生产节奏. 控制系统流程图如图 4 所示.
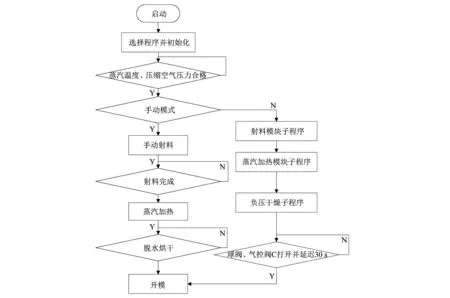
图 4 模样成型程序设计流程图Fig.4 Flow chart of the process design
在自动模式下, 可以通过文本显示设备TD200对各个子程序中的时间参数进行设置和更改, 选择程序完成后, CPU自动初始化程序清除所有中间变量至初设值, 并对成型过程各阶段进行复位[8-9]. 时间设定程序和初始化程序如图 5 所示.
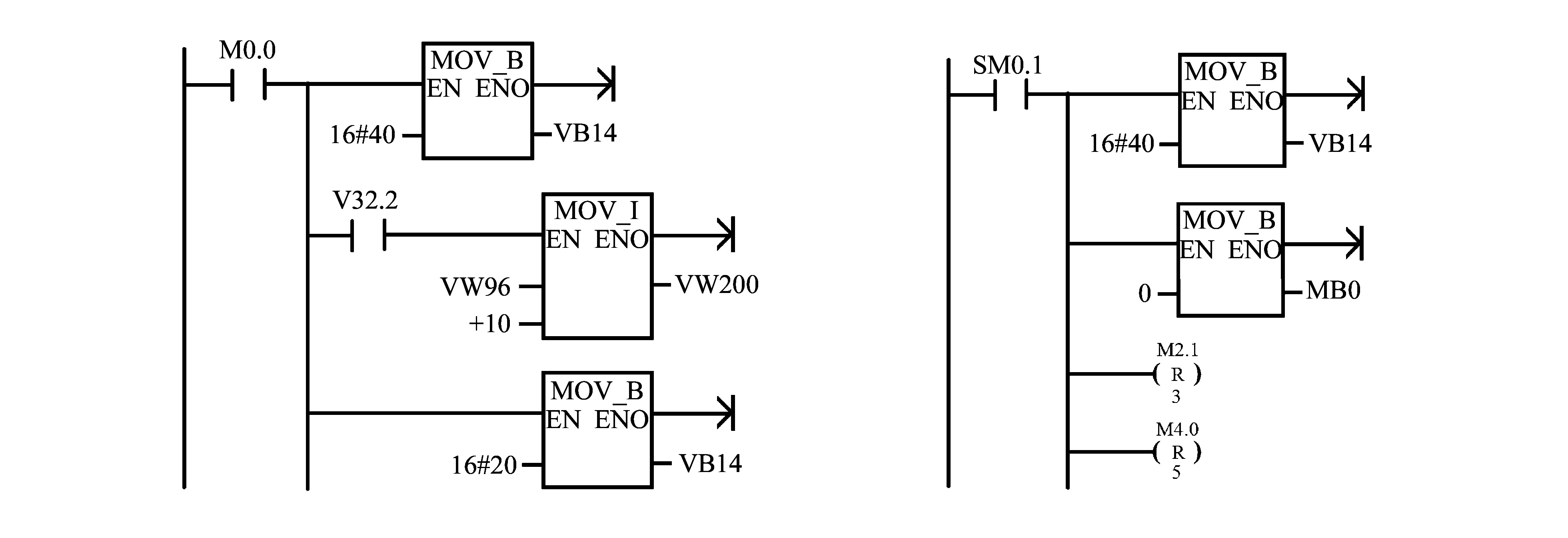
图 5 时间设定程序和初始化程序Fig.5 Time setting program and initialization program
在制模过程中对模具型腔中的融合共聚物进行蒸汽加热和喷水冷却阶段, 为了更好地控制模样成型后的密度和质量, PLC程序中采用基于模具温度的PID闭环控制对模样成型机二次发泡融合阶段和冷却阶段进行精确控制, 间接防止共聚物珠粒过大膨胀导致模样密度和强度过低以及模样的过热变形. 所以温度控制的精确程度是影响模样及铸件质量的关键因素, 因而软件设计的核心环节就是改进PID算法. PID控制为线性控制, 其输出量为对设定值与输入信号之差c(t)进行计算得出的. 如式(1)所示,s(t)为设定值,i(t)为输入信号[10],
则输出量u(t)计算如式(2)所示:

根据数字量的计算需求, 式(2)可演变成数字PID算法, 即
Δu(t)=KP[c(t)-c(t-1)]+KIc(t)+

式中:KP为比例系数,KD为微分系数,KI为积分系数, 这3个系数均为可调系数.
由于熔模铸造过程中干扰因素较多, 且温度与压力的变化存在实时性, 故仅通过KP、KD、KI3个参数很难实现控制的实时性与最优性, 对此引入采集信号的偏差d和偏差变化率dr, 用以对KP、KD、KI3个参数进行调整, 调整过程如下[9,11]
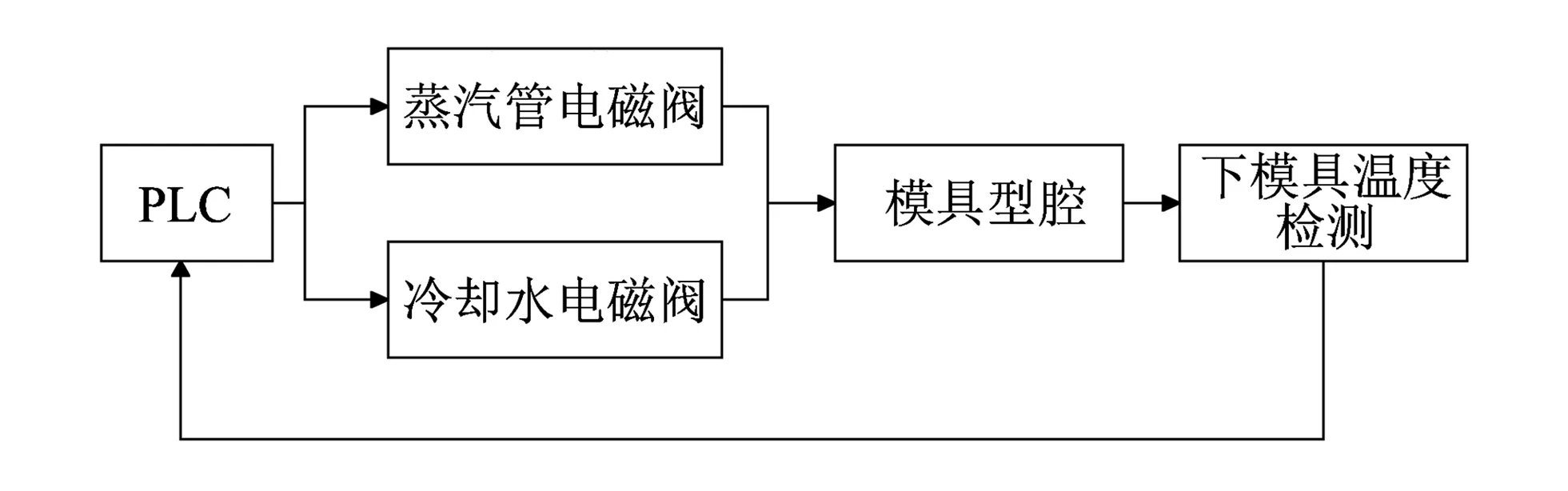
图 6 温度调节框图Fig.6 Temperature regulation diagram
5 仿真实验
自动成型程序中的定时器时间参数是在现场工艺实践中得来的, 对于不同的模型, 射料时间、 加热时间等都不相同.
为了体现本系统的优越性, 将模样成型温度采用其它控制方法和本系统中的方法作对照, 图 7 展示了不同控制方法的模样成型温度分布曲线.
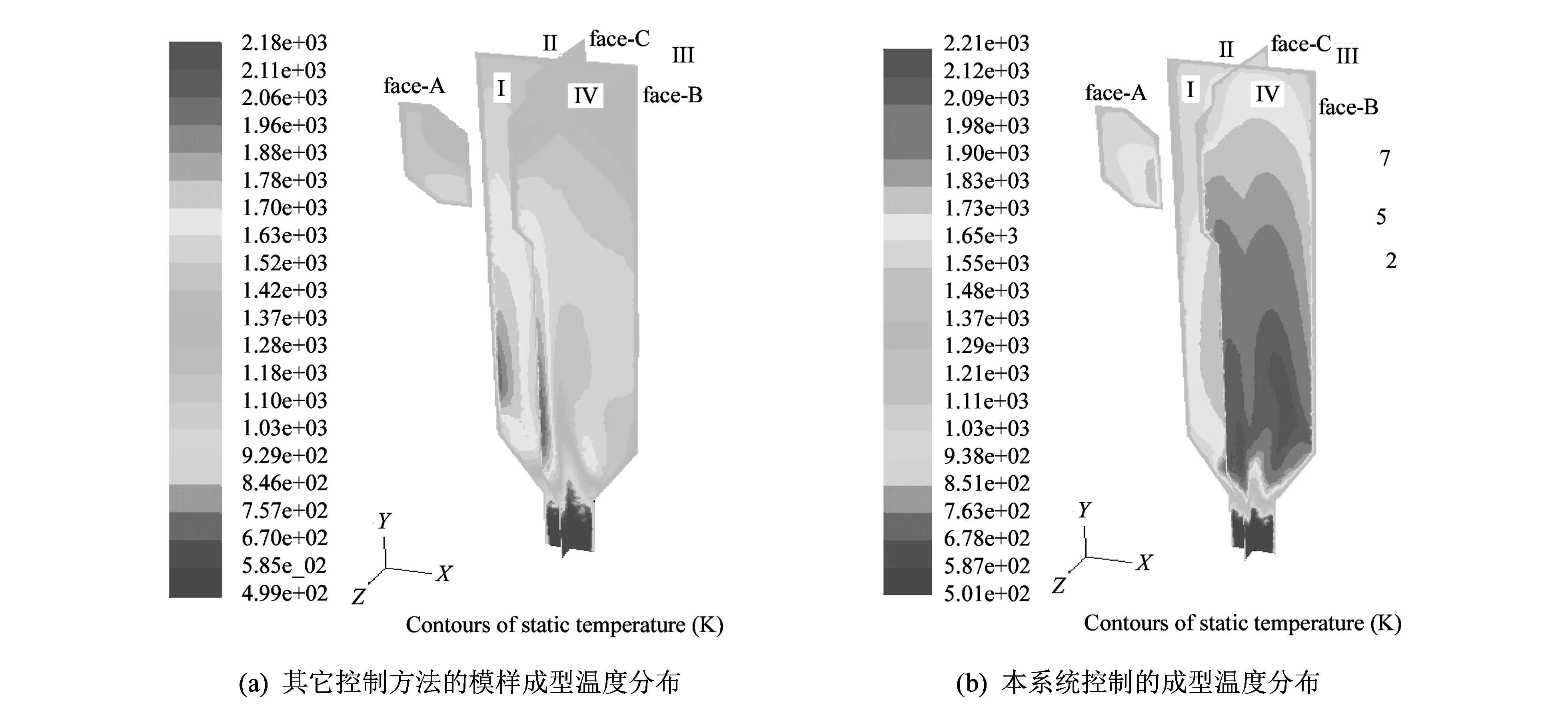
图 7 优化控制系统对成型温度分析Fig.7 Analysis of optimal control system for molding temperature
从图 7 可见, 本文方法的模样成型温度分布曲线(如图7(b)所示)比未采用本系统控制的模样成型温度分布曲线(如图7(a)所示)更接近标称曲线, 控制精度较高, 且实时控制效果也较好. 同时本系统以西门子S7-200PLC为控制核心, TD200文本显示器为参数设置工具也具备较快的计算速度与较高的计算精度, 故提高了系统的实时性与控制精度[15-16].
6 结 论
本文在分析消失模铸造模样成型工艺过程的基础上, 重点讨论了共聚物珠粒经预发泡后的模样成型过程, 配置了焊接熔模模样成型机控制系统的硬件组成. 系统以西门子S7-200PLC为控制核心, TD200文本显示器为参数设置工具, 该控制系统在软件设计时, 将模具型腔射料、 蒸汽加热二次发泡、 喷水冷却、 负压干燥等成型工艺过程结合起来, 使消失模样成型过程实现自动化, 同时可以进行手动单工序操作. 最后对成型阶段中模具型腔温度过热导致模样密度和强度过低的情况进行了分析讨论, 提出了双电磁阀互补调节的温度闭环控制, 该系统用于熔模造型实践可获得完整充型、 表面平整、 强度较好的优质消失模铸造模样, 从而大大提高了模样成品率和生产效率.
[1] 史杨. 精铸中温模料配方及工艺参数优化[D]. 合肥: 合肥工业大学, 2013.
[2] 王刚, 周恩俊. 我国铝(镁)合金消失模铸造技术研究现状[J]. 铸造工程, 2016, 40(3): 44-47.
Wang Gang, Zhou Enjun. Present status of research on lost foam casting technology for aluminum (magnesium) alloy in China[J]. Foundry Engineer, 2016, 40(3): 44-47. (in Chinese)
[3] 樊自田, 蒋文明. 消失模铸造技术现状及发展趋势[J]. 铸造, 2012, 61(6): 583-591.
Fan Zitian, Jiang Wenming. Present situation and development trend of lost foam casting[J]. Foundry, 2012, 61(6): 583-591. (in Chinese)
[4] 李芳. 前馈-模糊控制在低压铸造中的应用研究[J]. 信阳师范学院学报(自然科学版), 2005, 18(2): 234-237.
Li Fang. Application of feed forward fuzzy control in low pressure casting[J]. Journal of Xinyang Normal University (Natural Science Edition), 2005, 18(2): 234-237. (in Chinese)
[5] 厉三于, 章舟. 消失模白模发泡成形设备及模具[J]. 铸造工程, 2008, 32(3): 30-33.
Li Sanyu, Zhang Zhou. Foam forming equipment and mould for lost foam[J]. Foundry Engineer, 2008, 32(3): 30-33. (in Chinese)
[6] 蒋文明, 樊自田, 刘德均. 消失模壳型铸造A356铸态和T6态铝合金的组织、 性能及拉伸断口[J]. 中国有色金属学会会刊: 英文版, 2012(S1): 7-13.
Jiang Wenming, Fan Zitian, Liu Dejun. Microstructure and mechanical properties of A356 as cast and T6 alloy in lost foam casting[J]. Transactions of Nonferrous Metals Society of China, 2012(S1): 7-13. (in Chinese)
[7] 周文斌. 锆熔体与氧化物型壳的界面反应研究[D]. 南京: 南京航空航天大学, 2014.
[8] 叶升平, 孙之珹. 美国铝合金消失模铸造现状及我国铝合金消失模铸造技术攻关建议[J]. 铸造, 2008, 57(3): 203-206.
Ye Shengping, Sun Zhicheng. Application of aluminum lost foam castings in America and suggestions for promoting LFC of aluminum alloys in China[J]. Foundry, 2008, 57(3): 203-206. (in Chinese)
[9] 杜军特, 李扬. 参数自整定模糊PID控制方法及其在漆包机中的应用[J]. 广东工业大学学报, 2014, 2(31): 58-63.
Du Junte, Li Yang. Parameter self-tuning fuzzy PID control method and its application in the paint charter[J]. Journal of Guangdong University of Technology, 2014, 2(31): 58-63. (in Chinese)
[10] 杜井庆, 高世桥, 罗创, 等. 基于PID算法的控制量按任意函数变化的一种控制方法[J]. 仪器仪表学报, 2011, 6(32): 1317-1323.
Du Jingqing, Gao Shiqiao, Luo Chuang, et al. A control method based on PID algorithm for the change of control quantity according to arbitrary function[J]. Journal of Instrumentation, 2011, 6(32): 1317-1323. (in Chinese)
[11] 杨政秋, 李响, 席隆. 基于PID的空间精密温控研究[J]. 计算机技术与发展, 2014, 8(21): 143-146.
Yang Zhengqiu, Li Xiang, Xi Long. Computer technology and development of precision temperature control based on PID[J]. Computer Technology and Development, 2014, 8(21): 143-146. (in Chinese)
[12] 向召伟, 邓珍波, 殷国富. 基于熔融沉积技术的快速熔模铸造工艺实践[J]. 金属世界, 2015(1): 38-41
Xiang Zhaowei, Deng Zhenbo, Yin Guofu. Practice of rapid investment casting process based on fused deposition technology[J]. Metal World, 2015(1): 38-41. (in Chinese)
[13] 王明岩, 孙占新. PLC在熔模铸造生产中的组态应用[J]. 铸造纵横, 2010(7): 46.
Wang Mingyan, Sun Zhanxin . Application of PLC in investment casting production[J]. Casting Vertical and Horizontal, 2010(7): 46. (in Chinese)
[14] 张英光. 基于模糊理论和 PID 控制的低压铸造机温控系统研究[J]. 铸造技术, 2013, 9(34): 1214-1215.
Zhang Yingguang. Research on temperature control system of low pressure casting machine based on fuzzy theory and PID control[J]. Foundry Technology, 2013, 9(34): 1214-1215. (in Chinese).
[15] 刘睿, 黎志勇. 低压铸造智能控制系统的设计[J]. 铸造技术, 2016, 37(12): 2727-2729.
Liu Rui, Li Zhiyong. Design of intelligent control system for low-pressure casting[J]. Foundry Technology, 2016, 37(12): 2727-2729. (in Chinese)
[16] 朱晓. 低压铸造液面加压系统充型信号发生器的设计与实现[J]. 农业工程学报, 2014, 5(43): 68-69.
Zhu Xiao. Design and implementation of filling signal generator for liquid level pressurization system of low pressure casting[J]. Transactions of the Chinese Society of Agricultural Engineering, 2014, 5(43): 68-69. (in Chinese)
ResearchonShapeControlofInvestmentCastingPatternBasedonPLC
LIU Rui, LI Zhi-yong, YANG Bin
(Dept. of Industrial Automation, Guangdong Institute of Science and Technology, Zhaoqing 526114, China)
Based on the analysis of lost foam casting mould forming process and discussed the forming process of copolymer beads by pre foaming after the configuration of the hardware components of mold pattern molding machine control system. The system used SIEMENS S7-200PLC as the control core and TD200 text display tools for setting parameters as well as the control system in software design combined the mold cavity injection, steam heating two foam, spray cooling and vacuum drying process engineering together to make lost foam casting molding process automation. At the same time it can be manually operated single procedure. Finally, the low molding density and low strength caused by the mold cavity temperature overheating were analyzed and discussed; the double solenoid valve temperature control loop regulation complementary was put forward. The results show that the molding control system based on PLC is effective in the practice of melt-molding, optimizing the investment casting mold and improving the yield.
investment casting; foam patten; molding control; PLC; closed-loop control
1673-3193(2017)03-0316-06
2016-09-14
刘 睿(1974-), 男, 讲师, 硕士, 主要从事先进制造技术的研究.
TH16
A
10.3969/j.issn.1673-3193.2017.03.012
